(21)4214467/25-08
(22)25.03.87
(46) 23.07.90. Бюл. № 27
(71)Специальное конструкторское бюро научно-производственного объединения «Сварка нефтегазстрой
(72)А. Л. Малинин, В. С. Ротенфельд, Д. Е. Самородницкий и Е. В. Скакун
(53)621.914.7(088.8)
(56)Авторское свидетельство СССР № 835665, кл. В 23 С 3/12, 1981.
(54)УСТРОЙСТВО СНЯТИЯ НАРУЖНОГО ГРАТА
(57)Изобретение относится к устройствам для снятия наружного грата, образующегося при электроконтактной стыковой сварке труб, а также может быть использовано для снятия усиления сварных швов при любых других видах сварки цилиндрических изделий. Цель изобретения - повышение качества обрабатываемой поверхности путем обеспечения одинаковой величины усиления по всему периметру сварного шва. Корпус 1, состоящий из двух полукорпусов 3 и 4, с зубчатым венцом б, опускается на трубу 34 с помощью гидроцилиндра. С помощью роликов 42 корпус 1 перемещается в зону обрабатываемого сварного шва, а устройство фиксируется на обрабатываемой трубе. На тележке 2 закреплены инструментальные головки 15. расположенные оппозитно одна другой, причем к одной из них смещен привод перемещения тележки. Включается привод 18 вращения инструментальной головки 15, вместе с ней получает вращение корпус гидроцилиндров отвода и слежения, происходит врезание инструментальной головки в грат. Перемещение инструментальной головки 15 вниз происходит до тех пор, пока ролик не коснется поверхности трубы 34 и шток, переместившись вверх, не откроет доступ рабочей жидкости из полости слива в полость следящего золотника и далее на слив в бак. При включенном приводе 16 перемещения тележки 2 снимается грат по всему периметру сварного шва. 3 з.п. ф-лы, 9 ил.
SP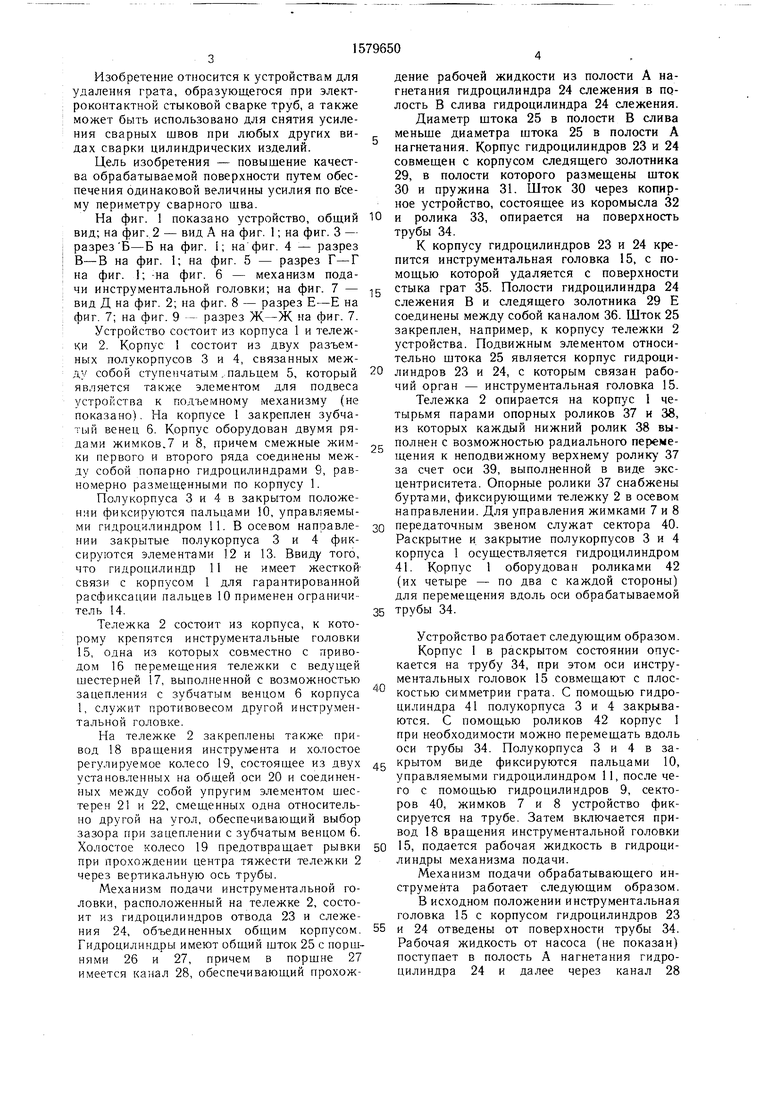

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1523282A2 |
| Станок для удаления наружного грата | 1989 |
|
SU1673311A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1299738A1 |
| Устройство для обработки швов цилиндрических изделий | 1986 |
|
SU1437193A1 |
| Устройство для очистки корпусов судов | 1972 |
|
SU516574A1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |


Изобретение относится к устройствам для снятия наружного грата, образующегося при электроконтактной стыковой сварке труб, а также может быть использовано для снятия усиления сварных швов при любых других видах сварки цилиндрических изделий. Цель изобретения - повышение качества обрабатываемой поверхности путем обеспечения одинаковой величины усиления по всему периметру сварного шва. Корпус 1, состоящий из двух полукорпусов 3 и 4, с зубчатым венцом 6 опускается на трубу 34 с помощью гидроцилиндра. С помощью роликов 42 корпус 1 перемещается в зону обрабатываемого сварного шва, а устройство фиксируется на обрабатываемой трубе. На тележке 2 закреплены инструментальные головки 15, расположенные оппозитно одна другой, причем к одной из них смещен привод перемещения тележки. Включается привод 18 вращения инструментальной головки 15, вместе с ней получает вращение корпус гидроцилиндров отвода и слежения, происходит врезание инструментальной головки в грат. Перемещение инструментальной головки 15 вниз происходит до тех пор, пока ролик не коснется поверхности трубы 34 и шток, переместившись вверх, не откроет доступ рабочей жидкости из полости слива в полость следящего золотника и далее на слив в бак. При включенном приводе 16 перемещения тележки 2 снимается грат по всему периметру сварного шва. 3 з.п. ф-лы, 9 ил.
18
42
ЛБ
сл со os сл
,
ФигЛ
Изобретение относится к устройствам для удаления грата, образующегося при электроконтактной стыковой сварке труб, а также может быть использовано для снятия усиления сварных швов при любых других видах сварки цилиндрических изделий.
Цель изобретения - повышение качества обрабатываемой поверхности путем обеспечения одинаковой величины усилия по в се- му периметру сварного шва.
На фиг. 1 показано устройство, общий 10 и ролика 33, вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 -трубы 34.
разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; -на фиг. 6 - механизм подачи инструментальной головки; на фиг. 7 - вид Д на фиг. 2; на фиг. 8 - разрез Е-Е на фиг. 7; на фиг. 9 - разрез Ж-Ж на фиг. 7.
Устройство состоит из корпуса 1 и тележки 2. Корпус 1 состоит из двух разъемных полукорпусов 3 и 4, связанных между собой ступенчатым,пальцем 5, который 20 является также элементом для подвеса устройства к подъемному механизму (не показано). На корпусе 1 закреплен зубчатый венец 6. Корпус оборудован двумя рядами жимков.7 и 8, причем смежные жим- ки первого и второго ряда соединены между собой попарно гидроцилиндрами 9, равномерно размещенными по корпусу 1.
Полукорпуса 3 и 4 в закрытом положении фиксируются пальцами 10, управляемыми гидроцилиндром 11. В осевом направле- 30 нии закрытые полукорпуса 3 и 4 фиксируются элементами 12 и 13. Ввиду того, что гидроцилиндр 11 не имеет жесткой- связи с корпусом 1 для гарантированной расфиксации пальцев 10 применен ограничи-, тель 14.
Тележка 2 состоит из корпуса, к которому крепятся инструментальные головки 15, одна из которых совместно с приводом 16 перемещения тележки с ведущей шестерней 17, выполненной с возможностью зацепления с зубчатым венцом 6 корпуса 1, служит противовесом другой инструментальной головке.
На тележке 2 закреплены также привод 18 вращения инструмента и холостое
дение рабочей жидкости из полости А нагнетания гидроцилиндра 24 слежения в полость В слива гидроцилиндра 24 слежения. Диаметр штока 25 в полости В слива меньше диаметра штока 25 в полости А нагнетания. Корпус гидроцилиндров 23 и 24 совмещен с корпусом следящего золотника 29, в полости которого размещены шток 30 и пружина 31. Шток 30 через копир- ное устройство, состоящее из коромысла 32 опирается на поверхность
К корпусу гидроцилиндров 23 и 24 крепится инструментальная головка 15, с помощью которой удаляется с поверхности
15 стыка грат 35. Полости гидроцилиндра 24 слежения В и следящего золотника 29 Е соединены между собой каналом 36. Шток 25 закреплен, например, к корпусу тележки 2 устройства. Подвижным элементом относительно штока 25 является корпус гидроцилиндров 23 и 24, с которым связан рабочий орган - инструментальная головка 15. Тележка 2 опирается на корпус 1 четырьмя парами опорных роликов 37 и 38, из которых каждый нижний ролик 38 вы„„ полней с возможностью радиального перемещения к неподвижному верхнему ролику 37 за счет оси 39, выполненной в виде эксцентриситета. Опорные ролики 37 снабжены буртами, фиксирующими тележку 2 в осевом направлении. Для управления жимками 7 и 8 передаточным звеном служат сектора 40. Раскрытие и закрытие полукорпусов 3 и 4 корпуса 1 осуществляется гидроцилиндром 41. Корпус 1 оборудован роликами 42 (их четыре - по два с каждой стороны) для перемещения вдоль оси обрабатываемой
35 трубы 34.
Устройство работает следующим образом.
Корпус 1 в раскрытом состоянии опускается на трубу 34, при этом оси инструментальных головок 15 совмещают с плоскостью симметрии грата. С помощью гидроцилиндра 41 полукорпуса 3 и 4 закрываются. С помощью роликов 42 корпус 1 при необходимости можно перемещать вдоль оси трубы 34. Полукорпуса 3 и 4 в за40
регулируемое колесо 19, состоящее из двух 45 КРЫТОМ виде фиксируются пальцами 10,
установленных на общей оси 20 и соединенных между собой упругим элементом шестерен 21 и 22, смещенных одна относительно другой на угол, обеспечивающий выбор зазора при зацеплении с зубчатым венцом 6. Холостое колесо 19 предотвращает рывки при прохождении центра тяжести тележки 2 через вертикальную ось трубы.
Механизм подачи инструментальной головки, расположенный на тележке 2, состоит из гидроцилиндров отвода 23 и слежеуправляемыми гидроцилиндром 11, после чего с помощью гидроцилиндров 9, секторов 40, жимков 7 и 8 устройство фиксируется на трубе. Затем включается привод 18 вращения инструментальной головки 50 15, подается рабочая жидкость в гидроцилиндры механизма подачи.
Механизм подачи обрабатывающего инструмента работает следующим образом. В исходном положении инструментальная головка 15 с корпусом гидроцилиндров 23
ния 24, объединенных общим корпусом. 55 и 24 отведены от поверхности трубы 34. Гидроцилиндры имеют общий шток 25 с порш- Рабочая жидкость от насоса (не показан) нями 26 и 27, причем в поршне 27поступает в полость А нагнетания гидроцилиндра 24 и далее через канал 28
27, причем в поршне 27 имеется канал 28, обеспечивающий прохожи ролика 33, трубы 34.
дение рабочей жидкости из полости А нагнетания гидроцилиндра 24 слежения в полость В слива гидроцилиндра 24 слежения. Диаметр штока 25 в полости В слива меньше диаметра штока 25 в полости А нагнетания. Корпус гидроцилиндров 23 и 24 совмещен с корпусом следящего золотника 29, в полости которого размещены шток 30 и пружина 31. Шток 30 через копир- ное устройство, состоящее из коромысла 32 опирается на поверхность
и ролика 33, трубы 34.
К корпусу гидроцилиндров 23 и 24 крепится инструментальная головка 15, с помощью которой удаляется с поверхности
стыка грат 35. Полости гидроцилиндра 24 слежения В и следящего золотника 29 Е соединены между собой каналом 36. Шток 25 закреплен, например, к корпусу тележки 2 устройства. Подвижным элементом относительно штока 25 является корпус гидроцилиндров 23 и 24, с которым связан рабочий орган - инструментальная головка 15. Тележка 2 опирается на корпус 1 четырьмя парами опорных роликов 37 и 38, из которых каждый нижний ролик 38 выполней с возможностью радиального перемещения к неподвижному верхнему ролику 37 за счет оси 39, выполненной в виде эксцентриситета. Опорные ролики 37 снабжены буртами, фиксирующими тележку 2 в осевом направлении. Для управления жимками 7 и 8 передаточным звеном служат сектора 40. Раскрытие и закрытие полукорпусов 3 и 4 корпуса 1 осуществляется гидроцилиндром 41. Корпус 1 оборудован роликами 42 (их четыре - по два с каждой стороны) для перемещения вдоль оси обрабатываемой
трубы 34.
Устройство работает следующим образом.
Корпус 1 в раскрытом состоянии опускается на трубу 34, при этом оси инструментальных головок 15 совмещают с плоскостью симметрии грата. С помощью гидроцилиндра 41 полукорпуса 3 и 4 закрываются. С помощью роликов 42 корпус 1 при необходимости можно перемещать вдоль оси трубы 34. Полукорпуса 3 и 4 в за0
КРЫТОМ виде фиксируются пальцами 10,
управляемыми гидроцилиндром 11, после чего с помощью гидроцилиндров 9, секторов 40, жимков 7 и 8 устройство фиксируется на трубе. Затем включается привод 18 вращения инструментальной головки 15, подается рабочая жидкость в гидроцилиндры механизма подачи.
Механизм подачи обрабатывающего инструмента работает следующим образом. В исходном положении инструментальная головка 15 с корпусом гидроцилиндров 23
и 24 отведены от поверхности трубы 34. Рабочая жидкость от насоса (не показан) поступает в полость А нагнетания гидров полость В слива, а оттуда через канал 36 - в полость Е следящего золотника 29. Ввиду того, что ролик 33 в исходном положении не соприкасается с поверхностью трубы 34, шток 30 под действием пружи- (- ны 31 занимает крайнее нижнее положение, перекрывая доступ рабочей жидкости в полость Е. В полостях нагнетания А и слива В устанавливается одинаковое рабочее давление, но так как диаметр части штока полости В слива d меньше диаметра части штока полости нагнетания di, то усилие, действующее на нижнюю часть корпуса в полости В больше усилия, возникающего в верхней части полостей А
с помощью привода 16 перемещения тележки осуществляется возврат тележки в исходное положение.
Формула изобретения
10
33 не коснется поверхности трубы 34 и 20 одной из инструментальных головок, шток 30, переместившись вверх, не откроет2. Устройство по п. 1, отличающееся
доступ рабочей жидкости из полости В тем, что механизм подачи инструменталь- слива в полость Е следящего золотниканой головки выполнен в виде расположен29 и далее в бак (на слив).ных в общем корпусе гидроцилиндров отПри этом давление в полости В слива 2s в°Да и слежения, при этом инструменталь- падает и в полостях нагнетания А и сливаная головка размещена на упомянутом
В устанавливается равновесие усилий, дей-корпусе, а общий шток закреплен на тествующих на верхнюю и нижнюю часть кор-лежке, причем площадь сечения части штопуса.ка гидроцилиндра слежения в полости слиВключив привод 16 перемещения тележ-ва меньше площади сечения его части в
ки 2, выполняют технологический процесс 30 полости нагнетания, при этом обе ука- снятия грата 35 по периметру сварногозанные полости соединены каналом, а пошва трубы 34. Любое отклонение трубы от лость слива гидроцилиндра слежения соеконцентричности вызывает больший или меньший отток жидкости из сливной полости В, что вызывает перемещение корпуса гидроцилиндров 23 и 24 вместе с инстру- 35 ментальной головкой 15 вверх или вниз, пока вновь не установится равновесие усилий в полостях гидроцилиндра 24 слежения. При этом величина усилия грата 35 на обрабатываемой поверхности остается неизменной.
По окончании обработки для отвода инструментальной головки 15 вверх от поверхности трубы 34 прекращается подача жидкости в полость А нагнетания гидроцилиндра
40
динена каналом со сливной магистралью посредством следящего золотника, шток которого связан с копирным устройством.
перемещения посредством эксцентрика, и 24 и открывается доступ жидкости в по- 45 ДВУХ верхних пар роликов, установленных лость С гидроцилиндра 23 отвода. Затемнеподвижно.
с помощью привода 16 перемещения тележки осуществляется возврат тележки в исходное положение.
Формула изобретения
0
динена каналом со сливной магистралью посредством следящего золотника, шток которого связан с копирным устройством.
Вид А
Фиг. 2
В Б /повернуго) 37
39,
8 Фиг.З { Jifao&epHvro)
///Л////
Фиг. 6
Вид А
V
UeФиг.7 Д
40 9
Я/
Е - Е (noBfPMro)г,
EZZZZ Zi
&/г.#
Ж- Ж (повернуroj
