Изобретение относится к электрометаллургии и может быть использовано при производстве металлических лент путем электролиза водных растворов под воздействием электрического тока, например при производстве тонкой фольги преимущественно из цветных металлов.
Известен способ производства металлической ленты из водных растворов путем осаждения металла из электролита на вращающуюся поверхность под воздействием электрического тока с последующим отрывом осадка от поверхности и смотку его в рулон (см., например, а.с. СССР №2088698, по кл. С 25 С 7/00, 1993 г.).
Недостатком этого способа является то, что полученная при этом лента получается с различной толщиной по ширине из-за непостоянного осаждения металла на поверхность в первоначальный момент потому, что поверхность осаждения и противоположный ей контакт расположены на различном расстоянии и плотность тока между ними различна по ширине вращающейся поверхности. Получение ленты нестабильной по толщине и приводит к ухудшению качества изготовленных из нее изделий, а при намотке в рулон появляются складки, вмятины и тому подобные дефекты, которые приводят к ухудшению плотности навивки и дальнейшей ее обработке при размотке рулона.
Технической задачей предлагаемого решения является устранение указанного выше недостатка, повышение качества ленты, получение одинаковой толщины тела ленты по ее ширине и обеспечение плотности навивки ленты в рулоне непосредственно в процессе изготовления.
Указанная техническая задача достигается тем, что в предложенном способе для изготовления металлической ленты электролизом, включающем приготовление водного раствора электролита, выделение из электролита металла с последующим осаждением его на вращающуюся поверхность под воздействием электрического тока, съемом металла с вращающейся поверхности и намоткой его в рулон, согласно изобретению в начальный момент осаждения металла на поверхность вращения производят регулировку и подстройку отрезка времени образования толщины слоя металла на поверхности вращения в различных ее местах по ширине путем введения жесткого экрана, снабженного сквозной полостью, по меньшей мере одна из образующих полости по ее длине выполнена криволинейной.
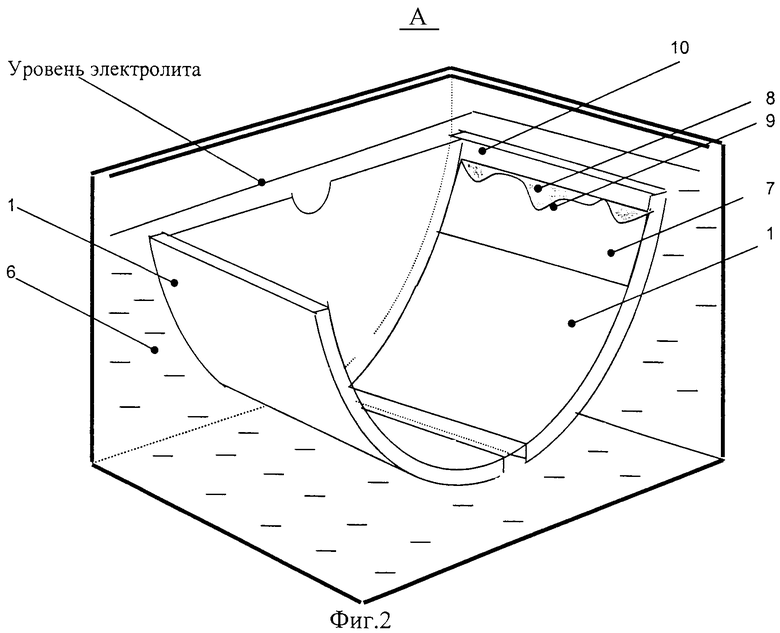
На фиг.1 изображена схема ведения процесса электролиза по предлагаемому способу
На фиг.2 - вид А фиг.1 без поверхности вращения в изометрической проекции для лучшего показа конструкции.
Как показано на графической части, предлагаемый способ производства содержит неподвижный анод 1 с неровной поверхностью 2, поверхность вращения 3 катода 4. Поверхность вращения 3 катода 4 установлена с зазором 5 по отношению с поверхностью 2 анода 1. В зазоре 5 постоянно циркулирует водный раствор электролита 6. Величина зазора по ширине имеет значения от (а1) до (а2). Между анодом 1 и катодом 4 в электролите 6 установлен экран 7 со сквозной полостью 8, одна из образующих 9 которой выполнена в виде плавной кривой линии, а другая образующая 10 выполнена в виде прямой линии, но может быть и криволинейной. На поверхности вращения 3 образуется слой 11 осажденного металла, толщина которого увеличивается по мере перемещения поверхности 3 при вращении катода 4 до тех пор, пока он находится в растворе электролита 6. Анод 1 и катод 4 установлены в ванне 12, а съем осадка 11 с поверхности 3 и намотка его в рулон осуществляется над ванной 12 (не показано).
Получение металлической ленты по предлагаемому способу осуществляется следующим образом. На анод 1 и катод 3 подается напряжение разной полярности. Под воздействием напряжения ионы металла из водного раствора электролита 6 переносятся на поверхность вращения 3 катода 4, образуя осадок 11 необходимой толщины. Затем полученный осадок отрывается от поверхности катода 3 и сматывается в рулон. В зазоре 5 между поверхностью 2 неподвижного анода 1 и поверхностью 3 вращающегося вокруг своей оси катода 4 на входе в раствор электролита 6 закреплен жесткий экран 7, например, в виде пластины из кислотостойкого и диэлектрического материала, со сквозной полостью 8, имеющей различную величину между прямой 10 и кривой линиями 9. Тело экрана 7 препятствует перенесению и осаждению металла на поверхность 3, а полость 8 за счет различной величины способствует изменению отрезка времени, контакта анода 1 с катодом 4 непосредственно напротив друг друга, т.к. перенос металла осуществляется только в месте расположения анода 1 с катодом 4 друг против друга. В местах, где величина зазора (а1) наименьшая, ширина полости 8 наименьшая, промежуток времени для воздействия тока на катод 3 меньше и осаждение металла меньше, потому что плотность тока больше. В местах, где величина зазора (а2) имеет наибольшее значение, то ширина полости в этом месте тоже наибольшая, промежуток времени наибольший, а плотность тока наименьшая. Таким образом, достигается подстройка толщины ленты по ширине поверхности вращения и осуществляется непосредственно в процессе электролиза путем изменения полости 8 за счет изменения кривой линии 9 на экране 7.
Применение данного способа при изготовлении медной фольги позволяет получить толщину осадка металла равномерной по всей ширине поверхности вращения катода в заданных пределах и производить контроль за ее отклонениями от заданных размеров непосредственно в процессе электролиза с помощью персональных компьютеров, что повышает качество фольги и улучшает плотность намотки осадка в рулоне без складок и других дефектов, возникающих при намотке в рулон.
Использование предлагаемого способа позволит повысить качество и улучшить плотность навивки осадка металла в рулоне по сравнению с известными способами производства, например, медной фольги с помощью электролиза ее из водных растворов.
Предлагаемое устройство для получения металлических лент из водных растворов относится к электрометаллургии и может быть использовано при производстве металлических лент из водных растворов путем электролиза, например тонкой фольги, из цветных металлов, преимущественно из меди.
Известен барабанный электролизер, содержащий корпус с ванной, внутри которой установлено несколько анодов, барабан-катод, расположенный с зазором по отношению к рабочей поверхности с зазором, перемешивающее устройство и диафрагмы для уплотнения зазоров между крышками барабан-катода и корпусом (см., например, авторское свидетельство СССР №763484).
Недостатком этого электролизера является то, что металлическая лента получается разной толщины по ширине, что не позволяет производить качественную ленту при производстве на нем тонкой фольги, например медной.
Так же известен электролизер для производства металлической ленты из водных растворов путем электролиза, содержащий корпус, внутри которого установлены вращающийся барабан-катод, охватывающий его анод, выполненный из многослойной сетки, устройство для перемешивания электролита в виде дисков с радиальными кронштейнами и закрепленными на них спицами и щетками, съемные и натяжные ролики и дафрагменное уплотнение, установленное между корпусом и барабан-катодом, уплотнение выполнено в поперечном сечении с упругой наклонной к основанию ветвью с утолщением на конце, плотно прижатое к наружной поверхности барабан-катода (см. авторское свидетельство СССР №2088698 по кл. С 25 С 7/00, 1997 г.).
Недостатком этого вида электролизеров является то, что в них отсуствует устройство для регулирования силы тока по ширине барабан-катода в процессе работы. В результате этого осаждение меди на различных его участках не одинаково. Это приводит к выпуску ленты с различной толщиной по ширине, что недопустимо при изготовлении тонкой фольги из цветных металлов, преимущественно медной. Из-за различной толщины фольги она плохо сматывается в рулоны и отрицательно влияет на качество изделий, изготовленных из нее, преимущественно плат для электронных приборов.
Технической задачей предлагаемого устройства является устранение указанных недостатков и повышение качества медной ленты за счет исключения разнотолщинности по ширине в процессе ее производства.
Указанная техническая задача достигается тем, что в устройстве для изготовления металлической ленты, содержащем корпус с ванной, внутри которой расположены неподвижный анод с криволинейной рабочей поверхностью, вращающийся барабан-катод, установленный с зазором по отношению к аноду, узлы подвода к аноду и барабан-катоду электроэнергии, подачи и слива электролита из полости ванны и намотки ленты после отрыва ее с барабан-катода, при этом оно дополнительно снабжено съемным экраном, расположенным в зазоре между анодом и барабан-катодом в зоне входа барабан-катода в электролит, в котором выполнена сквозная полость разной ширины, не соединяющаяся с его периферией, одна из образующих линий которой выполнена криволинейной, а ширина экрана выполнена равной 1/6-1/8 длины поверхности анода, расположенного внутри электролита.
Боковая поверхность экрана разбита на равномерные участки, границы которых выполнены в виде нестираемых линий и имеют соответствующую нумерацию, например в виде арабских цифр.
Тело экрана может быть выполнено из пластмассы.
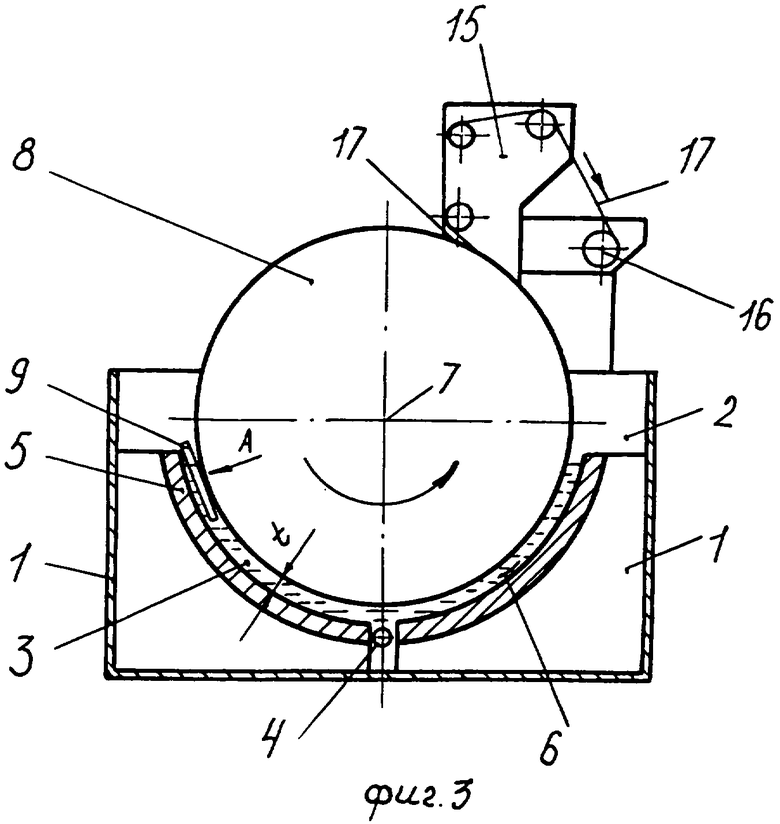
На фиг.3 изображен электролизер, выполненный в соответствии с изобретением.
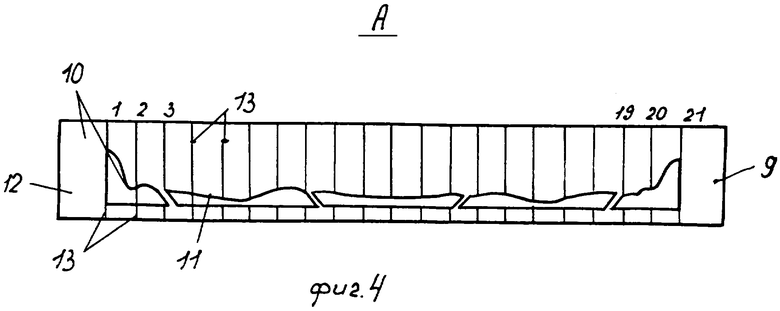
На фиг.4 - вид А фиг.3.
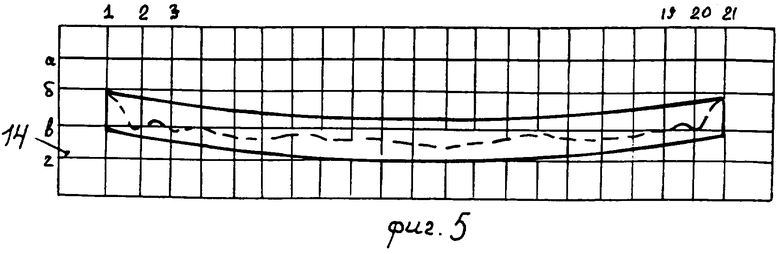
На фиг.5 - шаблон для настройки экрана.
Как показано на прилагаемой графической части, предлагаемое устройство содержит неподвижный анод 1, установленный в ванне 2, над которым расположена поверхность 3 вращающегося барабан-катода 4 с зазором 5, в котором расположен водный раствор электролита 6. В зазоре 5 в зоне входа катода 4 в электролит 6 установлен жесткий экран 7 по всей ширине барабан-катода 4. Внутри экрана 7 выполнена сквозная полость 8, у которой одна из длинных образующих 9 выполнена криволинейной, а другая 10 в виде прямой линии. На поверхности 3 барабан-катода 4 образуется осадок 11 металла под воздействием электрического тока. Ванна 2 расположена в корпусе 12, в котором имеется узел 13 для циркуляции электролита 6. Поверхность 3 барабан-катода 4 и поверхность 14 анода 1 расположены параллельно друг другу. В верхней части барабан-катода 4 закреплен на кронштейнах 15 узел намотки 16 ленты 11. На одной из боковых поверхностей 17 изолятора 7 выполнены линии 18, каждая из которых имеет нумерацию, соответствующую нумерации шаблона 19. Внутри полости 8 выполнена одна или несколько перемычек 20, соединяющих образующие 9 и 10 между собой. Барабан-катод 4 вращается вокруг центра 21.
Работа предлагаемого устройства осуществляется следующим образом. В ванну 2 подается через узел 13 жидкий раствор электролита 6 таким образом, что верхняя часть барабан-катода 4 располагалась выше уровня электролита. К аноду 1 и барабан-катоду 4 подводится напряжение разной полярности
Под воздействием электрического тока происходит отложение осадка металла 11 (например, меди) на поверхности 3 барабан-катода 4 до тех пор пока он находится внутри электролита 3. Затем включается привод и барабан-катод 4 начинает вращаться вокруг продольной оси 21. После осаждения нужного слоя производят отрыв полученного металлического осадка 11 в виде ленты от поверхности 3 барабан-катода 4 и намотку в рулон на узле 16. В начальный момент осаждения металла жесткий изолятор 7 за счет полости 8 регулирует и выравнивает толщину осадка металла 11. От ширины полости 8 в различных точках зависит толщина ленты 11. Если ширина полости 8 больше, то толщина ленты в этой точке больше и наоборот. Наличие нескольких равномерных участков с нумерацией позволяет быстро изготовить и установить изолятор по шаблону 19 с нужной кривой линией 9.
Установка дополнительного экрана в ванне электролизера со стороны входа барабан-катода в электролит, у которого длина полости выполнена различной в разных точках по ширине полосы ленты, позволяет, в начальный момент осаждения материала на поверхность катода регулировать промежуток времени переноса и осаждение металла на барабан-катод под воздействием электрического тока, что влияет на интенсивность нароста металла на барабан-катоде. Кроме того, выполнение на экране сквозной полости, расположенной внутри его тела, позволяет получить тело экрана жестким со стороны кривой образующей полости, что увеличивает его стойкость и исключает произвольный изгиб в процессе работы. Еще одним преимуществом предлагаемого электролизера является то, что появляется возможность контроля и определения формы кривой линии на экране с помощью компьютера, что обеспечивает получение одинаковой толщины ленты по всей ее ширине. В случае не соответствия толщины ленты заданным параметрам изготавливается другой изолятор с измененным профилем кривой линии и заменяется непосредственно в процессе электролиза.
Использование предлагаемого технического решения позволит повысить качество медной ленты за счет исключения разнотолщинности ее по ширине непосредственно в процессе изготовления, повысить производительность труда на 10-15% за счет проведения регулировки и подстройки экрана без остановки электролизера и обеспечить намотку ленты в рулон без перекосов и складок по сравнению с известными конструкциями барабанных электролизеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ | 2005 |
|
RU2318081C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА ФОЛЬГИ ЦВЕТНЫХ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ | 1995 |
|
RU2082832C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРОИЗВОДСТВА МЕДНОЙ ФОЛЬГИ ЭЛЕКТРОЛИЗОМ | 2007 |
|
RU2350694C1 |
| АППАРАТ ДЛЯ ПОКРЫТИЯ МЕТАЛЛОВ | 1998 |
|
RU2155247C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ИЗ ВОДНЫХ РАСТВОРОВ | 1997 |
|
RU2121015C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕДНОЙ НИЗКОПРОФИЛЬНОЙ ФОЛЬГИ И НИЗКОПРОФИЛЬНАЯ ФОЛЬГА, ПОЛУЧЕННАЯ С ИСПОЛЬЗОВАНИЕМ ДАННОГО СПОСОБА | 2006 |
|
RU2366764C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРОИЗВОДСТВА МЕДНОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ | 1995 |
|
RU2113545C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРОИЗВОДСТВА МЕДНОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ | 1995 |
|
RU2113546C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1973 |
|
SU377407A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ИЗ ВОДНЫХ РАСТВОРОВ | 1993 |
|
RU2088698C1 |
Изобретение относится к электрометаллургии и может быть использовано при производстве металлических лент путем электролиза водных растворов, например при производстве тонкой фольги преимущественно из цветных металлов. Способ включает приготовление водного раствора электролита, выделение из электролита металла с последующим его осаждением на вращающуюся поверхность под воздействием электрического тока и съемом осадка металла с вращающейся поверхности, при этом в начальный момент осаждения металла производят регулировку времени образования толщины осадка в различных местах вращающейся поверхности по ее ширине путем введения жесткого экрана с выполненной в нем сквозной полостью, по крайней мере одна из образующих которой по длине выполнена криволинейной. Устройство содержит корпус с ванной, внутри которой расположен неподвижный анод с криволинейной рабочей поверхностью, вращающийся барабан-катод, установленный с зазором по отношению к аноду, узлы подвода к аноду и барабан-катоду электроэнергии, подачи и слива электролита из полости ванны и узлы отрыва осадка от барабан-катода с последующей смоткой его в рулон, при этом оно дополнительно снабжено съемным экраном, расположенным в зазоре между анодом и барабан-катодом в зоне входа барабан - катода в электролит, съемный экран снабжен сквозной полостью, не соединяющейся с его периферией, а ширина экрана выполнена равной 1/6-1/8 длины поверхности анода, расположенного в электролите. Использование предлагаемого технического решения позволит повысить качество ленты, полностью исключить разнотолщинность, повысить производительность на 10-15% и улучшить плотность навивки ленты. 2 н. и 5 з.п. ф-лы, 5 ил.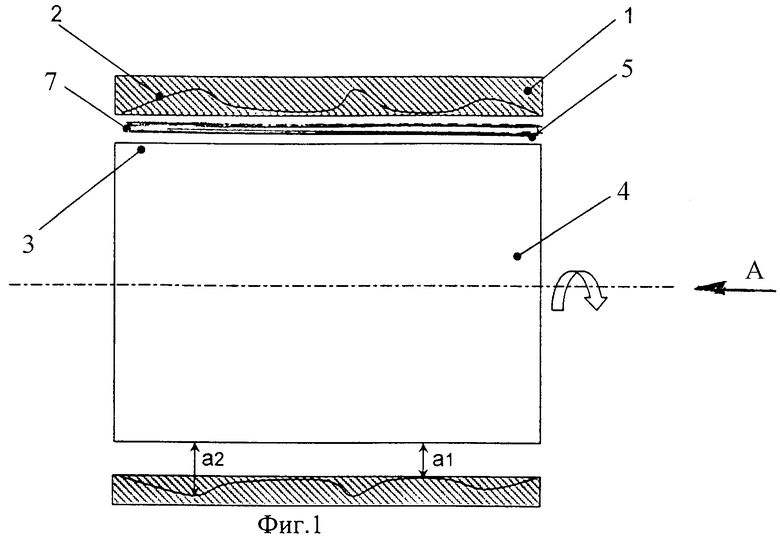
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ИЗ ВОДНЫХ РАСТВОРОВ | 1993 |
|
RU2088698C1 |
| Катод для непрерывного получения металлической ленты электролитическим способом | 1937 |
|
SU54157A1 |
| УСТРОЙСТВО ДЛЯ ВЕДЕНИЯ НЕПРЕРЫВНОГО ПРОЦЕССА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ | 1998 |
|
RU2180021C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА ФОЛЬГИ ЦВЕТНЫХ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ | 1995 |
|
RU2082832C1 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ | 1992 |
|
RU2044415C1 |

