Гальванопластическое получение тонкой металлической ленты и листов имеет большое будущее. Техноэкономические расчеты показывают, что для тонкой ленты и листов (меньше 0,2-0,3 мм) электролитический процесс дает по сравнению с прокаткой значительную экономию.
Электролитическим путем ленту готовят обычно осаждением либо на цилиндрические катоды либо на катоды в форме бесконечной ленты.
Главным недостатком электролитического способа является неравномерность получаемой ленты по толш,ине и наличие в ней сквозных отверстий. Неравномерность ленты по толщине не может быть выправлена последующей прокаткой, так как при прокатке получается волнистость ленты или косая кромка.
При электролитическом способе изготовления ленты следует различать неравномерность по длине (продольный профиль ленты) и неравномерность по ее ширине (поперечный профиль ленты).
Устранения продольной неравномерности при употреблении вращающихся или движущихся катодов можно довольно легко добиться путем точной регулировки силы тока, а также путем поддержания неизменными факторов электролиза, могущих повлиять на катодное использование тока.
Значительно труднее добиться равномерности поперечного профиля ленты.
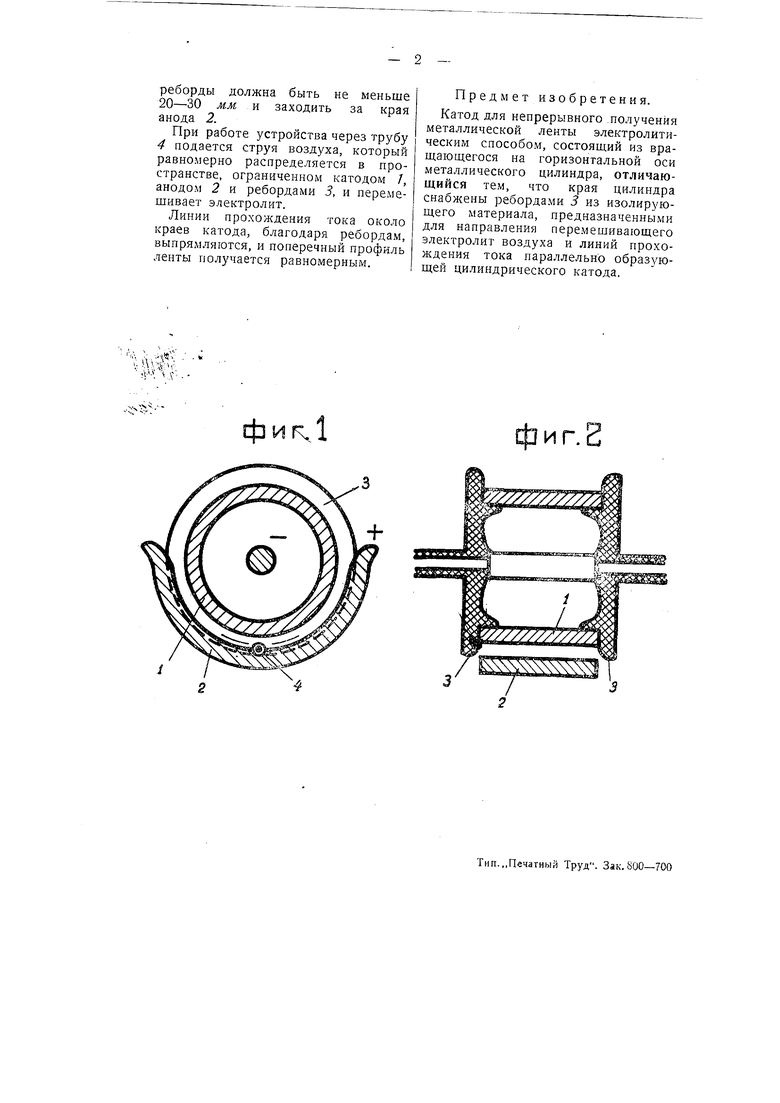
Для разрещения этой задачи, а также для создания равномерного воздушного перемешивания по всей поверхности катода, благотворно влияющего на равномерность и плотность электролитического осадка автор настоящего изобретения предлагает вращающийся цилиндрический катод снабжать по краям специальными ребордами, сделанными из непроводящего тока и стойкого по отношению к электролиту материала.
На фиг. 1 и 2 изображены поперечный и продольный разрезы цилиндрического катода 7, снабженного ребордами 3.
Реборды эти могут быть сделаны также из любого металла и покрыты снаружи изолирующим слоем. Высота
реборды должна быть не меньше 20-30 мм и заходить за края анода 2.
При работе устройства через трубу 4 подается струя воздуха, который равномерно распределяется в пространстве, ограниченном катодом /, анодом 2 и ребордами 3, и перемешивает электролит.
Линии прохождения тока около краев катода, благодаря ребордам, выпрямляются, и поперечный профиль ленты получается равномерным.
Предмет изобретения.
Катод для непрерывного получения металлической ленты электролитическим способом, состоящий из вращающегося на горизонтальной оси металлического цилиндра, отличающийся тем, что края цилиндра снабжены ребордами 3 из изолирующего материала, предназначенными для направления перемещивающего электролит воздуха и линий прохождения тока параллельно обрааз-ющей цилиндрического катода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ В ВИДЕ МЕТАЛЛИЧЕСКОГО СЛОЯ НА ПОВЕРХНОСТЬ ВАЛКА, ПРЕДНАЗНАЧЕННОГО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2188260C2 |
| Способ получения готовых изделий методом электролитического осаждения | 1940 |
|
SU72113A1 |
| Устройство для гальванического изготовления толстостенных труб большого диаметра | 1934 |
|
SU43257A1 |
| Способ электролитического получения алюминия с применением твердых электродов | 2020 |
|
RU2758697C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1973 |
|
SU377407A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2149225C1 |
| ПУСКОВОЙ КАТОД ИЗ МЕДНОЙ ЛЕНТЫ ДЛЯ ЭЛЕКТРОЛИЗА МЕДИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2221088C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1993 |
|
RU2101394C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1991 |
|
RU2014915C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОЛОСЫ | 1998 |
|
RU2205252C2 |
лд ;, ,. ; . k
5M V.V .
ИГ 2
ФР
