Область техники
Изобретение относится к способу производства бесконечной ленты, содержащей волокнистый материал, в частности древесину, устройству для применения способа и соответствующей бесконечной ленте, содержащей волокнистый материал.
УРОВЕНЬ ТЕХНИКИ
Листы содержащего волокно материала, такие как листы деревянного шпона, используются для покрытия массивных предметов, таких как материалы основы мебели, или панелей пола и дверных панелей, т.д. Посредством использования такого материала, поверхность основы впоследствии обеспечивается свойствами материала покрытия, в частности внешним видом и/или структурными свойствами листов. Более того, листы содержащего волокно материала могут использоваться для сборки содержащих волокна предметов, которые подвергаются влиянию структурных свойств листов, например, внутри структуры многослойной фанеры.
По сравнению с волокнистым материалом в форме отдельных листов бесконечная лента, содержащая волокнистый материал, предлагает дополнительные преимущества, состоящие в том, что ее можно использовать для покрытия более крупных площадей поверхности, чем было бы возможно с помощью отдельных листов, ее можно легко хранить посредством сворачивания, и в том, что автоматизация дальнейшей обработки плоского волокнистого материала облегчается.
Бесконечные ленты деревянного шпона производятся сначала посредством отрезания отдельных листов деревянного шпона от бревна, например согласно US 5,383,504, и затем посредством соединения отдельных листов шпона, чтобы сформировать бесконечный шпон, например согласно US 2,771,923. Таким образом, обычно необходимо точно разрезать края листов шпона перед соединением с ними же, а также обеспечивать безопасные условия хранения или транспортировки упомянутых листов шпона. Соединение листов шпона требует точного выравнивания листов шпона, которые должны быть соединены, нанесения клея и финального склеивания листов. Таким образом, производство бесконечной ленты деревянного шпона обычно требует контроля многих этапов производства, включающих применение различных устройств, что приводит к относительно сложному процессу производства бесконечной ленты шпона.
Задача, лежащая в основе изобретения, состоит в предоставлении упрощенного способа и эффективного устройства для производства ценной и надежной бесконечной ленты, содержащей волокнистый материал.
Задача достигается посредством способа по пункту 1 формулы изобретения, устройства по пункту 8 формулы изобретения, бесконечной ленты по пункту 11 формулы изобретения и блока волокнистого материала, который является источником для производства бесконечной ленты, по пункту 12 формулы изобретения.
Способ согласно изобретению предлагает преимущества, состоящие в том, что следующие этапы: i) отрезают пластинчатый элемент, в частности лист деревянного шпона, от блока волокнистого материала; ii) располагают пластинчатый элемент на блоке; и затем iii) опять отрезают пластинчатый элемент, чтобы составить бесконечную ленту; являются последовательными этапами объединенного процесса производства, который является быстрым и надежным, и может выполняться одним устройством. В частности, способ может применяться без необходимости хранения или транспортировки пакета пластинчатых элементов, или деревянных шпонов, перед сборкой пластинчатых элементов, чтобы сформировать бесконечную ленту.
Более того, изобретение, или по меньшей мере предпочтительные варианты осуществления изобретения, предлагают по меньшей мере одно из следующих преимуществ: бесконечная лента согласно изобретению может использоваться для предоставления интересных структурных и декоративных свойств поверхности; в то же время упомянутые свойства предоставляются бесконечной ленте однородным образом, при применении способа производства согласно изобретению, в частности, при начале из одного блока волокнистого материала; дополнительно, бесконечная лента является универсальным продуктом, который может использоваться для формирования или покрытия как двумерных, так и трехмерных поверхностей; по сравнению со способами производства бесконечных лент предшествующего уровня техники, способ согласно изобретению является более простым для реализации и более экономичным промышленным способом производства бесконечных лент; волокно содержит материал, имеющийся в запасе, в частности остаточные древесные шпоны, могут использоваться в более гибком, более экономичном и более экологичном способе обеспечения блоков волокнистого материала, которые являются основой для производства бесконечной ленты; в частности, может использоваться широкое разнообразие волокнистых материалов, например древесина, бамбук, пенька, трава, т.д.; в целом, можно войти на новые рынки и можно разработать новые коммерческие модели, используя настоящее изобретение или его предпочтительные варианты осуществления.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном из вариантов осуществления настоящее изобретения относится к способу производства бесконечной ленты из по меньшей мере блока волокнистого материала, в частности блока волокнистого материала, содержащего древесину, содержащему по меньшей мере следующие этапы, на которых:
отрезают пластинчатый элемент от лицевой стороны блока волокнистого материала, причем пластинчатый элемент, имеющий поверхность среза от блока волокнистого материала, главную поверхность, направленную к поверхности среза, и краевую поверхность, соединяющую поверхность среза и главную поверхность;
располагают относительно друг друга краевую поверхность пластинчатого элемента и блок волокнистого материала так, чтобы главная поверхность пластинчатого элемента следовала за лицевой поверхностью блока волокнистого материала, при этом упомянутая лицевая поверхность формирует главную поверхность следующего пластинчатого элемента;
соединяют пластинчатый элемент и следующий пластинчатый элемент посредством соединительного средства;
отрезают следующий пластинчатый элемент от лицевой стороны блока волокнистого материала.
В одном из вариантов осуществления в пределах способа изобретения определенные выше этапы повторяются, пока не достигается требуемая длина бесконечной ленты, которая должна быть произведена.
В другом варианте осуществления способ изобретения содержит этап расположения краевой поверхности пластинчатого элемента с блоком волокнистого материала относительно друг друга так, что пластинчатый элемент примыкает к блоку.
В пределах одного из вариантов осуществления способа изобретения соединительное средство является бесконечной соединительной лентой.
В другом варианте осуществления способа изобретения соединительные средства предоставляются блоку волокнистого материала и/или пластинчатому элементу перед тем, как следующий пластинчатый элемент отрезается от блока волокнистого материала.
В другом варианте осуществления способа изобретения следующий пластинчатый элемент полностью отрезается от блока волокнистого материала перед тем, как пластинчатый элемент и следующий пластинчатый элемент соединяются посредством соединительного средства.
В одном из вариантов осуществления способа изобретения во время производства бесконечной ленты, блок волокнистого материала автоматически перемещается к соединительному концу бесконечной ленты, который является концом бесконечной ленты, который должен располагаться бок о бок со следующим пластинчатым элементом.
В другом варианте осуществления отрезание выполняется во время удержания блока в неподвижном состоянии, в то же время перемещая бесконечную ленту во время разрезающего движения в направлении блока.
В другом варианте осуществления способ дополнительно содержит этап производства бесконечного блока волокнистого материала, который, в частности, содержит фрагменты волокнистого материала и который предоставляется перед применением способа согласно изобретению.
В другом варианте осуществления заявка относится к устройству (1; 1') для производства бесконечной ленты (100; 200), содержащей волокнистый материал, из по меньшей мере одного блока (10; 20; 40; 50'; 50) волокнистого материала. Устройство, в частности, может быть приспособлено для выполнения способа согласно настоящей заявке.
Устройство содержит
режущее устройство (12; 12'), которое выполнено с возможностью отрезания пластинчатого элемента (30) от лицевой стороны (20a) по меньшей мере одного блока волокнистого материала,
располагающее устройство (12, 16, 17) для расположения пластинчатого элемента (30) и блока (10; 20; 40; 50'; 50) волокнистого материала относительно друг друга, и
соединительное устройство для соединения по меньшей мере двух пластинчатых элементов.
В одном из вариантов осуществления пластинчатый элемент в упомянутом устройстве имеет поверхность среза от блока волокнистого материала, главную поверхность, направленную к поверхности среза, и краевую поверхность, соединяющую поверхность среза и главную поверхность, и
при этом устройство дополнительно выполнено с возможностью:
расположения краевой поверхности пластинчатого элемента и блока волокнистого материала относительно друг друга посредством располагающего устройства так, чтобы главная поверхность пластинчатого элемента следовала за лицевой поверхностью блока волокнистого материала, при этом упомянутая лицевая поверхность формирует главную поверхность следующего пластинчатого элемента;
отрезания следующего пластинчатого элемента (31) от лицевой стороны блока волокнистого материала посредством режущего устройства и
составления бесконечной ленты из пластинчатого элемента и следующего пластинчатого элемента, при этом пластинчатый элемент и следующий пластинчатый элемент соединяются посредством по меньшей мере одного соединительного средства.
В одном из вариантов осуществления устройство настоящего изобретения дополнительно содержит по меньшей мере один или все из следующих компонентов:
устройство (2) удержания блока для удерживания блока волокнистого материала;
устройство (5, 6) перемещения блока для перемещения блока волокнистого материала, в частности, в автоматической синхронизации с функционированием режущего устройства (12);
средство (3) прижимания блока, предпочтительно способное фиксировать блок относительно любой неподвижно фиксированной части;
устройство (4) обработки ленты;
устройство (12,17) удержания и/или фиксации ленты;
по меньшей мере одно приводное устройство для приведения в действие одного из подвижных компонентов устройства;
устройство или механизм для сопоставления относительного перемещения по меньшей мере двух компонентов устройства, например относительного перемещения устройства удержания блока и устройства обработки ленты;
по меньшей мере одно электрическое устройство управления.
В одном из вариантов осуществления устройства настоящего изобретения устройство обработки ленты содержит располагающее устройство, и устройство обработки ленты является подвижным относительно любой неподвижной части, в частности относительно неподвижно фиксированной части устройства.
Изобретение также относится к бесконечной ленте (100; 200), содержащей волокнистый материал, в частности, полученной посредством способа по пункту 1 формулы изобретения, в частности, 3D-бесконечной ленте, содержащей
множество пластинчатых элементов, отрезанных от лицевой стороны блока волокнистого материала,
по меньшей мере одно соединительное средство, соединяющее множество пластинчатых элементов,
при этом пластинчатые элементы, соответственно, имеют поверхность среза от блока волокнистого материала, главную поверхность, направленную к поверхности среза, и краевую поверхность, соединяющую поверхность среза и главную поверхность, и
при этом краевая поверхность пластинчатого элемента и краевая поверхность следующего пластинчатого элемента расположены так, что главная поверхность пластинчатого элемента следует за главной поверхностью следующего пластинчатого элемента.
Оно также относится к блоку (20; 40; 50) волокнистого материала, выполненному чтобы быть пригодным для применения в качестве основного материала для формирования бесконечной ленты, причем блок волокнистого материала, содержащий или главным образом состоящий из субстроительных частей, в частности, случайных фрагментов или из слоев шпона, расположенных в заданной последовательности.
Оно также относится к бесконечной ленте, в которой
пластинчатые элементы, формирующие бесконечную ленту, содержат различные субстроительные части, в частности полосообразные элементы, или главным образом состоят из различных субстроительных частей, которые предпочтительно изготовлены из шпона, полученного посредством разрезания блока волокнистого материала, как определено выше, который предпочтительно состоит из наслоенных шпонов.
Оно также относится к бесконечной ленте, в которой
предоставляется заданная последовательность полосообразных элементов в бесконечной ленте и в блоке, который был основным материалом для формирования бесконечной ленты, при этом последовательность была определена согласно по меньшей мере одному критерию.
В другом варианте осуществления заявка относится к применению бесконечной ленты, содержащей волокнистый материал, как определено выше, для формирования или покрытия поверхности, например, внутренних частей автомобилей и других транспортных средств, таких как лодки, в частности, искривленной поверхности трехмерных предметов или частей, например мебели.
Дополнительные преимущества будут обсуждаться со ссылкой на предпочтительные варианты осуществления изобретения, которые описаны ниже. Изобретение будет описано со ссылкой на волокнистый материал, являющийся древесиной или древесным шпоном. Однако изобретение также применимо к другим содержащим волокно материалам, например волокнистым композиционным материалам.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Блок волокнистого материала (все варианты осуществления)
Волокнистый материал предлагает преимущество, состоящее в относительно высокой прочности на растяжение в направлении волокна при относительно низком весе. Принцип армирования волокнами присущ естественным продуктам, таким как древесина, и используется в волокнистых композиционных материалах.
Блок, который является исходным материалом для создания пластинчатых элементов, в частности деревянного шпона или листов из фрагментов деревянного шпона, предпочтительно содержит материал с волокнами или состоит из такого материала, по меньшей мере частично или полностью. Упомянутый исходный материал предпочтительно является древесиной, а именно естественной древесиной, которая предпочтительно была получена посредством валки деревьев, более предпочтительно посредством вырезания бревна из упомянутого дерева и еще более предпочтительно посредством вырезания фрагмента массивной древесины из бревна. Однако также возможно, что материал блока не содержит волокна, и что пластинчатые элементы, которые являются частью бесконечной ленты, также не содержат волокна, и что бесконечная лента также не содержит волокна, до тех пор пока бесконечная лента согласно изобретению достигает требуемой стабильности, которая может зависеть от требуемого применения. Однако настоящее изобретение фокусируется на использовании волокнистого материала, в частности древесины, для производства бесконечной ленты.
В целом, предпочтительно, чтобы исходный материал содержал возобновляемое сырье, например древесину или другой растительный материал, соответственно. Возобновляемое сырье может содержать естественные волокна, например древесные или не древесные, например, естественные волокна, как определено промышленным нормативом ISO 6938:1984, например. Предпочтительно, чтобы материал являлся растительным материалом и чтобы волокна являлись растительными, в частности, волокнистыми культурами, предпочтительно растительными волокнами на основе целлюлозы и/или лигнина. Упомянутый материал предпочтительно является естественной древесиной, которая естественно содержит древесные волокна. Естественный материал с естественными волокнами, в частности древесина, является экологичным, здоровым и высоко ценимым за свои эстетические свойства.
Блок волокнистого материала предпочтительно имеет анизотропную структуру, то есть структуру, в которой волокна расположены по существу параллельно. Однако блок также может иметь существенно изотропную структуру. Когда поверхность среза проходит параллельно волокнам, отрезание пластинчатых элементов от лицевой стороны блока упрощается. Таким образом, пластинчатые элементы, в частности листы деревянного шпона, содержат волокна, расположенные параллельно, и, следовательно, такие пластинчатые элементы имеют высокую прочность на растяжение в направлении волокон. Однако также возможно, что по меньшей мере одна часть волокон или по существу все волокна блока расположены так, чтобы поверхность среза не была параллельна волокнам и чтобы поверхность среза имела угол от >0° до <90° к направлению упомянутых волокон.
Блок может являться блоком из древесины, например многослойной древесины, в частности ламинированной древесины, и/или композиционным материалом из древесины и одного или более дополнительных материалов. В частности, блок может содержать фрагменты древесины. Слои или фрагменты могут приклеиваться друг к другу, например, с помощью водосодержащего адгезива, с помощью безводного адгезива, или с помощью полиуретанового клея, или с помощью дисперсионного адгезива.
Если блок является заготовкой из массивной древесины, например бревном или сегментом упомянутого бревна («брусом»), предпочтительно, чтобы поверхность среза для отрезания пластинчатых элементов была расположена по существу параллельно древесным волокнам, что в дальнейшем делает разрезание проще. Однако также возможно, что поверхность среза находится под углом от >0° и до <90° к древесным волокнам. Когда поверхность среза располагается параллельно древесным волокнам, тогда получаются пластинчатые элементы деревянного шпона, которые выглядят, как спиленные куски древесины, которая была разрезана через годичные кольца дерева.
Если блок является заготовкой из наслоенной древесины, предпочтительно, чтобы по меньшей мере один слой или в ином случае все слои относились к одному типу плоской древесины, например, досок или доскообразных пластин с толщиной 6 мм или больше. Доскообразный слой может состоять из доски массивной древесины или восстановленной древесной доски, например древесностружечной доски, фанерной доски, ориентированной стружечной доски (OSB), древесноволокнистой доски средней плотности (MDF) или древесноволокнистой доски низкой плотности (LDF). Доскообразная пластина также может состоять из восстановленной доски, аналогичной восстановленному шпону, описанному ниже.
В другом варианте осуществления блок волокнистого материала, в частности, бесконечный блок волокнистого материала, может изготавливаться из фрагментов, в частности из листовых фрагментов волокнистого материала, например из древесины или шпона.
Способ производства блоков волокнистого материала, как определено выше, содержит этапы: ручного или автоматического укладывания фрагментов, или упаковок, или порций фрагментов; и, предпочтительно, соединения их посредством клея или, предпочтительно, их сжатия. Ссылка на такой блок будет сделана позже при описании фиг. 5a и 5b, которые содержат дополнительные предпочтительные аспекты и варианты осуществления такого блока и способа его производства. Упомянутый способ делает возможным автоматическое производство блока и производство бесконечной ленты на основе упомянутого блока.
Предпочтительно, по меньшей один слой или в ином случае все слои многослойного блока являются шпонами или подобными шпону листами из древесины. Термин «шпон» представляет отдельные виды деревянных листов, типично имеющих толщину: от 0,1 мм до 6 мм, например от 0,1 мм до 3 мм, от около 0,45 мм до 2,5 мм, от 0,45 мм до 1,3 мм. Термины «лист шпона», «древесный шпон» или «лист из шпона» взаимозаменяемо используются для термина «шпон». Шпон может являться, например, строганым шпоном (произведенным посредством горизонтального или вертикального строгания), лущеным шпоном (произведенным посредством вращательного строгания) или шпоном, произведенным посредством технологий с зажимом бревна (эксцентрического вращательного строгания).
Шпон также может состоять из восстановленного шпона, например, шпона, произведенного согласно способу, описанному в GB 2 236 979 A. Восстановленный шпон может производиться посредством расположения традиционно произведенных шпонов, например лущеных шпонов, поверхность к поверхности, в частности, приклеивая их друг к другу. Полученный таким образом композиционный материал в дальнейшем повторно разрезается, чтобы получить восстановленные листы шпона, которые формируются стержнями или полосами из шпона, и располагаются уложенными друг на друга или, соответственно, бок о бок. Это делает возможным производство неоднородных бесконечных лент с мозаичной структурой.
Шпон, используемый для составления многослойной древесины, может быть спроектирован специально для достижения заданных эстетических свойств, механических и/или оптических, бесконечной ленты из шпона. Используемая древесина или клей могут, например, быть цветными или окрашенными. Более того, благодаря возможному использованию твердой древесины, могут производиться устойчивые к царапинам шпоны. Использование различных видов древесины, а также включение не деревянного материала, такого как металл или металлический порошок, блестки, пластик, т.д., также возможно, чтобы разнообразить механические и оптические свойства. Произведенная бесконечная лента может быть легко подвергнута обработке. Более того, преимущественное использование шпона более низкого сорта для производства упомянутого блока или бруса также возможно без ухудшения свойств бесконечной ленты, которая должна быть произведена. Другие преимущества бесконечной ленты описаны ниже.
В частности, для использования в блоке многослойной древесины различные типы шпона, различные виды древесины, различные узоры из древесины и других материалов, из цветных или окрашенных адгезивов, т.д. могут производиться и могут преобразовываться согласно требованиям клиентов.
Блок, содержащий древесину или шпон, также может содержать дополнительные материалы, предпочтительно клей, промотор адгезии, технические волокна (например, стекло, углерод, арамид) или другие.
Согласно предпочтительному варианту осуществления изобретения предоставляется один или более блоков волокнистого материала, каждый блок, содержащий или состоящий из уложенных друг на друга шпонов. В каждом пакете шпонов шпоны расположены согласно предопределенной последовательности, которая может быть выбрана согласно по меньшей мере одному критерию, который влияет, в частности, на свойства бесконечной ленты, которая должна быть произведена. Шпоны могут, например, быть изготовлены из одинаковых видов древесины, или из различных видов древесины, или из цветной древесины. Предопределенная последовательность шпонов предлагает преимущество, состоящее в том, что свойства, в частности внешний вид, бесконечной ленты могут проектироваться индивидуально. Такой многослойный блок с предопределенной последовательностью пластинчатых элементов, в частности, шпонов, расположенных бок о бок или друг на друге, является предпочтительным основным материалом для варианта осуществления изобретения, и является обладающим признаками изобретения, и также может быть заявлен независимо от способа, устройства и бесконечной ленты согласно изобретению.
Более того, начиная с некоторого запаса более или менее различных доступных шпонов, последовательность может быть приспособлена так, чтобы различные шпоны оптимально распределялись по пакету из одного или более блоков волокнистого материала, чтобы создавать желаемые свойства материала, и/или чтобы оптимизировать распределение различного материала шпона (полосообразных элементов) по бесконечной ленте. Таким образом, как правило, возможно минимизировать остаточный материал и отбросы, получаемые во время производства одной или более бесконечных лент. Это также влияет на гибкость и нужды хранения для производственной среды устройства для производства бесконечных лент, так как только предопределенное количество шпонов требуется произвести, сохранить и затем предоставить для производства блока предопределенной структуры и размера, который затем изменяется и приспосабливается, чтобы привести к бесконечной ленте, которая соответствует формату, заказанному конечным пользователем.
Предпочтительно, упомянутый критерий для предварительного определения последовательности шпона в многослойном блоке должен сделать возможным производство бесконечной ленты с однородным внешним видом. Здесь последовательность шпона из запаса специально располагается так, чтобы она приводила к предпочтительно однородному внешнему виду относительно цвета, яркости, узора и/или градации.
Более того, упомянутый критерий для предварительного определения последовательности шпона в многослойном блоке может быть таким, чтобы создавалась бесконечная лента с конкретной текстурой, которая имитирует текстуру известных видов древесины, например бук, дуб, клен, т.д. Используя многослойный блок, текстура бесконечной ленты может также быть сделана случайной, по меньшей мере частично, например, в пределах секции бесконечной ленты или в пределах по существу всей бесконечной ленты.
Более того, посредством использования средств цифровой обработки, например цифровой камеры и/или компьютеров, отдельные лицевые поверхности и/или краевые поверхности доступных шпонов могут быть подвергнуты цифровой записи, и на следующем этапе, с помощью вычислительных средств, которые выполнены посредством подходящего программного кода, они могут быть выполнены так, чтобы рассчитывать одну или более конкретных последовательностей шпона в многослойном блоке. Последовательности удовлетворяют конкретному критерию, который может использоваться для получения конкретной текстуры пластинчатых элементов, которые должны вырезаться из блока, и бесконечной ленты. Например, программный код может быть выполнен так, чтобы предсказывать одну или несколько текстур бесконечной ленты, которая может быть получена из доступных, зарегистрированных шпонов, и предсказанные текстуры могут быть графически визуализированы на экране и/или мониторе. С помощью таких вычислительных средств, различные шпоны или положения лент из шпонов также могут выбираться, чтобы транспортироваться в буферах, за чем следует подъем и размещение шпонов по отдельности, согласно командам от проектировочного программного обеспечения. Каждая конкретная текстура, выбранная для производства, затем сопоставляется с конкретной последовательностью шпонов в многослойном блоке. Чтобы предоставить полуавтоматическое, автоматическое устройство или станцию для производства бесконечной ленты, может предоставляться средство для сортировки шпонов, в частности для сортировки в зависимости от предопределенной последовательности шпонов, и/или средство для скрепления шпонов скобами, и/или средство для склеивания или для наслаивания шпонов, чтобы сформировать многослойный блок. Эти средства могут являться частью средства согласно изобретению соответственно. В качестве альтернативы, упомянутые различные средства и устройство согласно изобретению могут быть соединены, чтобы сформировать станцию для производства бесконечной ленты, которая может являться полуавтоматической или автоматической, используя, например, дополнительное средство для транспортировки и/или подъема шпонов, и средство для сигнального соединения, например, кабель или средство беспроводной передачи данных, для обмена данными между средствами станции. Этот вариант осуществления может представлять мощный инструмент конструктору бесконечной ленты или конечному пользователю бесконечной ленты.
Шпоны, составляющие многослойный блок, могут состоять из восстановленных шпонов, которые были произведены посредством отрезания от другого многослойного блока. В многослойном блоке из восстановленных шпонов, предпочтительно, шпон состоит из полосообразных элементов, расположенных бок о бок параллельно древесным волокнам, причем полосообразный элемент может быть разделен на «точечные элементы». Многослойный блок из восстановленного шпона может быть разрезан так, чтобы поверхность среза была параллельна волокнам, что делает разрезание проще, или чтобы она не была параллельна волокнам, например разрезана под углом 90° к волокнам. Как результат, пластинчатый элемент, который отрезается от такого многослойного блока, может содержать точечные элементы вместо полосообразных элементов, и точечные элементы могут иметь схожую длину и ширину. Таким образом, бесконечная лента может содержать или ее поверхность может главным образом состоять из множества точечных элементов. Такой состав предлагает дополнительные возможности для внешнего вида бесконечной ленты, состоящие в том, что точечные элементы действуют в качестве пикселей картины, и также вносит вклад в механические свойства бесконечной ленты. Следовательно, бесконечные ленты с интересными свойствами могут предоставляться, в частности, в комбинации с автоматизированным проектированием бесконечной ленты и пластинчатых элементов.
Более того, многослойный блок может использоваться, чтобы производить бесконечную ленту с 3D-формируемыми свойствам (3D-бесконечную ленту). Такая 3D-бесконечная лента содержит пластинчатые элементы, расположенные бок о бок, и отрезанные от многослойного блока, при этом пластинчатые элементы являются шпонами с полосообразными элементами из шпонов. Полосообразные элементы содержат древесные волокна, расположенные главным образом параллельно длине полосообразных элементов, так что полосообразный элемент имеет высокую прочность на растяжение вдоль направления полосообразного элемента. Известно, что 3D-пластинчатый элемент (3D-поверхностный элемент) сам по себе пригоден для производства многослойных трехмерных сформированных частей различных форм или для покрытия или обшивки других 3D-сформированных компонентов, например мебели, поручней, приборных досок и подобного, из различных материалов. Технология производства и применения 3D-листов шпона описана в DD 271 670 B5.
Предпочтительным вариантом реализации 3D-способности 3D-бесконечной ленты является тот факт, что полосообразные элементы обладают существенной индивидуальной смещаемостью внутри слоя 3D-бесконечной ленты (внутренней подвижностью) для позволения соседним полосообразным элементам иметь различные радиусы изгиба, что подразумевает относительное смещение двух соседних полосообразных элементов. Это означает, что в 3D-бесконечной ленте возможно по отдельности изогнуть полосообразные элементы, даже если они соединены друг с другом, например, посредством эластичного клея, который может соединять и/или разделять полосообразные элементы. Предпочтительно, соседние полосообразные элементы не соединяются в своих соответственно противоположных боковых поверхностях. Однако обычно они соединяются в пределах 3D-бесконечной ленты посредством соединительного средства. В этом случае соединительные средства предпочтительно сконфигурированы так, чтобы относительное смещение соседних полосообразных элементов (в пределах определенного допустимого значения) в 3D-бесконечной ленте было возможным или могло быть сделано возможным посредством последующей обработки 3D-бесконечной ленты, например. Бесконечная соединительная лента или ворсистый материал, который может являться эластичным и который имеет некоторую смещаемость в направлении вдоль длины полосообразных элементов, может быть достаточным для обеспечения внутренней подвижности полосообразных элементов. Хоть это и не обязательно, возможно наличие подвижности в направлении длины 3D-бесконечной ленты. Таким образом, соседние полосообразные элементы, которые соединены с соединительным средством и фиксированы относительно направления длины 3D-бесконечной ленты, способны выполнять относительное смещение вдоль длины полосообразных элементов.
Полосообразные элементы предпочтительно имеют ширину W в одном из следующих, соответственно, предпочтительных, диапазонов {0,1; 0,3; 1} мм<=W<={10; 25; 50;75; 100} мм.
Преимуществом является регулирование содержания влаги древесины в блоке, пластинчатых элементах и/или 3D-бесконечной ленте. Например, 3D-бесконечная лента может, предпочтительно перед ее производством согласно изобретению, приводиться к содержанию влаги древесины, превышающему 10%, предпочтительно составляющему примерно 15%-22%. Дополнительным преимуществом является то, что упомянутая 3D-бесконечная лента намного более 3D-деформируема, так как отдельные ленты могут изгибаться по меньшему радиусу по сравнению с изгибом при обычной равновесной влажности. Этот эффект может быть дополнительно усилен, если перед 3D-деформацией происходит дополнительное нагревание 3D-бесконечной ленты.
При использовании 3D-бесконечной ленты высокое содержание влаги понижается до обычного количества во время последующего горячего прессования 3D-сформированной детали. Как следствие достигнутой таким образом улучшенной плавкости 3D-бесконечной ленты, трещины или щели, которые могли появиться во время процесса прессования (3D-формирования), эффективно закрываются.
Если увеличенная влажность уже имеет место перед производством 3D-бесконечной ленты, необходимые режущие силы уменьшаются и, следовательно, износ оборудования снижается.
Согласно дополнительному преимущественному варианту, может добавляться огнеупорный и/или препятствующий возникновению грибка материал.
Для избранных применений 3D-бесконечная лента обрабатывается известной пропитывающей смолой. Такая смола проникает во внутреннюю часть структуры материала (древесины) и также увлажняет поверхность полосообразных элементов 3D-бесконечной ленты. Смола является такой, что она становится жидкой во время нагревания (перед 3D-деформацией) и, таким образом, делает возможным смещение полос 3D-поверхностного элемента. Вдобавок к улучшению водостойкости, которая общеизвестна для пропитанного материала (например, древесины), это также дает то преимущество, что обратимое склеивание полосообразных элементов пропитанных 3D-поверхностных элементов является возможным.
Дополнительные подробности 3D-пластинчатого элемента (3D-поверхностного элемента) и способа его производства, его обработки и использования описаны в публикации US 2004/0144448 A1, которая включена в материалы настоящей заявки посредством ссылки. 3D-бесконечная лента предпочтительно является бесконечной лентой из шпона.
Посредством использования 3D-бесконечной ленты хранение и транспортировка 3D-поверхностных элементов, теперь являющихся непрерывными 3D-бесконечными лентами в форме катушек, становится более эффективной и безопасной, что приводит к меньшим повреждениям продукта. Более того, процесс производства 3D-поверхностных элементов более экономичен, и 3D-поверхностные элементы могут производиться с использованием более экономичных материалов.
Блок, или доски, или шпоны из многослойного блока могут содержать ветки, стружку или фрагменты шпона из древесины, в частности остаточные куски или фрагменты древесины, или древесную стружку, или они могут состоять из таких фрагментов древесины по меньшей мере частично или полностью. Упомянутые фрагменты древесины могут быть сформированы, например, плоскими, ровными и/или пластинчатыми. Фрагменты могут склеиваться друг с другом, например, посредством водосодержащего адгезива, или посредством адгезива с полиуретаном, или дисперсионного клейкого вещества. Блок или слои многослойного блока могут сжиматься в большей или меньшей степени, чтобы регулировать плотность фрагментов древесины. Пластинчатые элементы, которые отрезаются от такого блока, могут иметь регулируемую плотность и могут иметь плотность, более низкую или более высокую, чем плотность массивной древесины изначального материала фрагментов древесины. В частности, могут предоставляться легковесные пластинчатые элементы и легковесные бесконечные ленты, при этом бесконечная лента может использоваться, например, чтобы обеспечивать материал основы составной бесконечной ленты или составной пластины, которая, например, также имеет по меньшей мере один покрывающий слой в форме, например, другой бесконечной ленты из шпона, или шпона.
Предпочтительно, формой блока является параллелепипед, и более предпочтительно - параллелепипед с по меньшей мере двумя противоположными параллельными поверхностями, предпочтительно, с по меньшей мере одной плоской лицевой поверхностью, предпочтительно, прямоугольный параллелепипед. Это позволяет отрезать плоские пластинчатые элементы от лицевой стороны блока и напрямую располагать упомянутые пластинчатые элементы с параллельными краевыми поверхностями бок о бок, чтобы формировать бесконечную ленту, без необходимости дополнительных этапов разрезания пластинчатых элементов, например, если в бесконечной ленте требуется свободное от щелей, предпочтительно бесшовное соединение пластинчатых элементов.
Предпочтительно, чтобы более одного блока, в частности, бесконечный блок предоставлялся для формирования бесконечной ленты. Предпочтительно, по меньшей мере два блока используются последовательно, чтобы сформировать бесконечный блок, как основной материал для производства бесконечной ленты, например, посредством использования по меньшей мере двух блоков одинаковой ширины или, в частности, одинаковой формы, которые затем выстраиваются последовательно, чтобы произвести бесконечную ленту в безостановочном процессе. Два или несколько блоков соединяются, предпочтительно, посредством соединения их с помощью средства соединения блоков, например с помощью клея. Также возможно соединять два или несколько блоков посредством расположения их бок о бок, например, прикрепленными друг к другу с использованием или без использования средства соединения блоков. Посредством использования более одного блока производство бесконечной ленты становится более эффективным. Более того, посредством использования блоков различной структуры, например различного состава, цвета или плотности, могут предоставляться бесконечные ленты с различными секциями ленты.
Предпочтительно, ориентация блока не меняется во время производства бесконечной ленты. Это приводит к существенно однородному внешнему виду бесконечной ленты, произведенной из блока. Возможно изменять ориентацию блока во время производства бесконечной ленты, например, посредством поворота блока предпочтительно на 90° или 180° вокруг оси его высоты, ширины или длины, так чтобы по меньшей мере два последовательных пластинчатых элемента произведенной бесконечной ленты показывали соответствующее различие ориентации. Таким образом, бесконечная лента с неоднородным внешним видом может эффективно производиться. Такой результат также может быть достигнут посредством использования двух или нескольких блоков, которые меняются между по меньшей мере двумя этапами разрезания блока, для производства бесконечной ленты.
Предпочтительно, все пластинчатые элементы бесконечной ленты отрезаются от одного и того же блока. Это делает возможным производство бесконечной ленты с высокой однородностью относительно визуальных и механических свойств ленты. Также возможно использовать более одного блока для производства, по существу непрерывным образом, одной или нескольких бесконечных лент. Например, прямоугольные блоки предпочтительно одинакового размера и формы могут располагаться продольно последовательно, со своими соответствующими меньшими боковыми поверхностями, расположенными напротив друг друга, и примыкающими друг к другу. Упомянутые блоки могут быть соединены друг с другом, в частности их примыкающие боковые поверхности могут быть соединены друг с другом посредством клея.
Также возможно удерживать по меньшей мере один блок волокнистого материала в средстве удержания блока, которое может являться частью устройства или быть связанным с ним. Средство удержания блока может содержать средство транспортировки для транспортировки, в частности для перемещения блока к располагающему устройству и режущему устройству согласно изобретению. Таким образом, по существу непрерывный процесс производства бесконечной ленты является высокоэффективным.
Более того, средство удержания блока может быть выполнено так, чтобы быть способным удерживать и/или транспортировать более одного блока. Средство удержания блока может содержать средство для установки в определенное положение по меньшей мере одного блока, например, посредством поворота и/или поступательного перемещения держателя, который поддерживает блоки. Таким образом, несколько блоков могут использоваться в по существу непрерывном процессе производства бесконечной ленты, что дает больше гибкости для проектирования бесконечной ленты.
Термин «водосодержащий адгезив» определяет любой состав, который содержит воду и который способен склеивать по меньшей мере два из упомянутых первых листов древесины друг с другом, чтобы сформировать блок, содержащий упомянутые первые листы древесины. Упомянутый состав может присутствовать в упомянутой воде в форме раствора, эмульсии, взвеси или дисперсии. Соответственно, термины «раствор», «суспензия», «эмульсия» и «дисперсия» в материалах настоящей заявки используются взаимозаменяемо. Термин «адгезив» используется взаимозаменяемо с термином «клей». Термины «адгезирующий» и «склеивающий» используются взаимозаменяемо.
Также возможно, что материал блока волокнистого материала является неестественным материалом, в частности искусственным материалом, например волокнистым композиционным материалом. Такой материал может содержать матричный материал, который содержит волокна. Матричный материал может состоять, например, из различных пластмасс, смол, металлов, керамики. Волокна могут являться целлюлозными волокнами, стекловолокнами, углеродными волокнами, арамидными волокнами, т.д.
Ориентация волокон в волокнистом материале, в частности, относительно блока, отдельных слоев блока, уложенных друг на друга или восстановленного блока, или пластинчатого элемента, может быть по существу однонаправленной, что означает, что все волокна из одного из упомянутых компонентов по существу параллельны. Однако также возможно, что ориентация волокон является разнонаправленной, что означает, что волокна блока ориентированы более чем в одном направлении. В частности, может обеспечиваться целое число N>2 предпочтительных направлений волокон в материале, или распределение волокон может быть случайным. Более того, отдельные слои, уложенные друг на друга в блоке или восстановленном блоке, могут быть существенно однонаправленными и могут располагаться параллельно предпочтительному направлению, в то время как предпочтительные направления слоев могут по меньшей мере частично различаться.
Пластинчатый элемент (все варианты осуществления)
Пластинчатый элемент - это плоский элемент, содержащий волокна, ширина W и длина L которого больше, чем его высота H, предпочтительно в число раз, соответственно, c >= 2, 5, 10, 25, 50, 100, 1000, или другое число, так, что H*c=W и H*c=L. Высота пластинчатого элемента может являться высотой (= толщине) шпона или может отличаться от нее. Предпочтительно, пластинчатый элемент является шпоном или восстановленным шпоном. Пластинчатый элемент, в частности шпон, предпочтительно является деформируемым или гибким, или способным изгибаться вдоль по меньшей мере одной оси вращения и также предпочтительно вдоль по меньшей мере двух осей вращения, которые могут быть перпендикулярными. Дополнительно, пластинчатый элемент может также быть существенно жестким, например, существенно несгибаемым.
Предпочтительно, волокна пластинчатых элементов или шпонов расположены существенно параллельно главной поверхности и поверхности среза пластинчатого элемента. В существенно плоском имеющем форму параллелепипеда пластинчатом элементе волокна предпочтительно расположены параллельно одному из прямых краев пластинчатого элемента. Однако также возможно, что волокна не ориентированы параллельно главным поверхностям пластинчатого элемента или его краям. В многослойном блоке возможно использовать шпон с древесными волокнами, которые расположены существенно параллельно главной поверхности и поверхности среза пластинчатого элемента. Однако волокна могут также располагаться под углом >0° и <90° относительно любого из главной поверхности, поверхности среза, или боковой поверхности, или края пластинчатого элемента. Установленная по разному, ориентация волокон может выбираться свободно в зависимости от желаемого внешнего вида в конечном продукте, например, бесконечной ленте и/или любом устройстве, изготовленном посредством использования упомянутой бесконечной ленты.
Предпочтительно, пластинчатый элемент является шпоном, предпочтительно, восстановленным шпоном, произведенным из многослойного блока.
Соединительные средства
Соединительные средства пригодны для соединения пластинчатого элемента и следующего пластинчатого элемента, предпочтительно более двух пластинчатых элементов, но не обязательно всех пластинчатых элементов. Все пластинчатые элементы бесконечной ленты также могут быть соединены. Если пластинчатый элемент главным образом состоит из субстроительных частей, например лентообразных элементов или точечных элементов, формирующих по меньшей мере частично или полностью фрагментированную бесконечную ленту, тогда, предпочтительно, по меньшей мере одно соединительное средство расположено так, чтобы каждая строительная часть или, в частности, каждая поверхность строительной части, которая вносит вклад в главную поверхность пластинчатого элемента, была соединена с соединительным средством. Таким образом, стабильность фрагментированной бесконечной ленты улучшается. В предпочтительном варианте осуществления соединительное средство и расположение в определенном порядке пластинчатых элементов являются главными компонентами бесконечной ленты.
Предпочтительное соединительное средство является бесконечной соединительной лентой, которая предпочтительно соединена с или, в частности, приклеена к пластинчатому элементу и следующему пластинчатому элементу бесконечной ленты, соединена с или, в частности, приклеена к главным поверхностям пластинчатых элементов и, в частности, к множеству или всем пластинчатым элементам бесконечной ленты. Клей может, например, являться водосодержащим адгезивом или может являться клеем на основе полиуретана. Бесконечная соединительная лента соединяет пластинчатые элементы бесконечной ленты и предпочтительно выполнена в виде непрерывного несущего материала, который поддерживает и фиксирует пластинчатые элементы бесконечной ленты. Бесконечная соединительная лента может быть выполнена, чтобы быть самоклеющейся или, в качестве альтернативы, она может снабжаться клеем перед соединением бесконечной соединительной ленты с пластинчатыми элементами. Бесконечная соединительная лента может также обеспечиваться дополнительными соединительными средствами, отличными от клея, например прижимными элементами или элементами, обеспечивающими соответствие по форме между соседними пластинчатыми элементами, или элементами с гвоздями, крючками или винтами, креплениями на основе застежек «липучек», например креплениями на основе Velcro®.
Также возможно, что в бесконечной ленте соединительное средство, соответственно, бесконечная соединительная лента, соединяется с краевой поверхностью пластинчатого элемента и с краевой поверхностью следующего пластинчатого элемента, тем самым соединяя пластинчатые элементы. Предпочтительно, соединительное средство, соответственно, бесконечная соединительная лента, соединяется со множеством или со всеми пластинчатыми элементами и, соответственно, соединяется с краевыми поверхностями каждого пластинчатого элемента, которые формируют одну краевую поверхность бесконечной ленты. Предпочтительно предоставляется два соединительных средства, соответственно, две бесконечные ленты, каждая из которых соединена с одной из двух краевых поверхностей каждого пластинчатого элемента, которые формируют одну краевую поверхность бесконечной ленты. В таком варианте осуществления главная поверхность и поверхность среза пластинчатых элементов бесконечной ленты предпочтительно не заняты соединительным средством, это может в дальнейшем упростить дополнительную обработку бесконечной ленты.
Бесконечная соединительная лента может являться бесконечным клейким материалом, например, адгезивной нитью или несколькими адгезивными нитями, которые могут располагаться, чтобы формировать сеть, адгезивным волокнистым полотном или ворсистым материалом, адгезивной тканью, адгезивной фольгой, адгезивной пластмассой или расплавом пластмассы. В зависимости от типа соединительного средства, пластинчатые элементы или строительные части пластинчатых элементов, например полосообразные элементы, все еще обладают некоторой поперечной подвижностью в пределах бесконечной ленты или параллельной подвижностью относительно краев пластинчатых элементов или относительно строительных частей. В частности, в случае когда пластинчатые элементы являются фрагментированными (полосообразные элементы, т.д.), способность бесконечной ленты быть 3D-сформированной улучшается.
Бесконечная соединительная лента может являться составной лентой, например многослойной лентой. Один из слоев может содержать адгезив, другой слой может быть выполнен с возможностью увеличения прочности на растяжение всех слоев бесконечной соединительной ленты, например, посредством волокон в упомянутом слое, таким образом, формируя несущую матрицу. Волокна могут располагаться по существу параллельно или они могут формировать сеть или сито. Упомянутые волокна могут, например, являться волокнами на целлюлозной основе, текстильными волокнами, стекловолокнами, углеродными волокнами или арамидными волокнами. Предпочтительно, упомянутые волокна или расположение упомянутых волокон обеспечивают эластичность соединительного средства, например, при использовании эластичных волокон.
Соединительное средство предпочтительно выполнено с возможностью съемного соединения с пластинчатыми элементами так, чтобы после производства, хранения и/или применения бесконечной ленты соединительное средство могло быть удалено. Это может быть полезным для предмета, например предмета мебели, который изначально покрывается бесконечной лентой из шпона, но в дальнейшем соединительное средство удаляется для открытия неповрежденной главной поверхности пластинчатых элементов. В качестве альтернативы, по меньшей мере одна часть или один слой, соответственно, соединительного средства (или по существу все соединительное средство) может сначала удаляться с бесконечной ленты, чтобы получить измененную бесконечную ленту, которая в дальнейшем может быть подвергнута обработке, чтобы покрывать предмет, наприме, предмет мебели.
Ширина бесконечной соединительной ленты предпочтительно равна ширине бесконечной ленты или по меньшей мере ширине части бесконечной ленты. Однако ширина бесконечной соединительной ленты также может быть больше, что может быть полезно для хранения и защиты пластинчатых элементов бесконечной ленты. Ширина может также быть меньше, таким образом, избегая покрытия слишком большой площади главных поверхностей пластинчатых элементов соединительной лентой или клеем. Возможно использовать число из двух, трех, четырех или более бесконечных соединительных лент, расположенных предпочтительно параллельно, и, предпочтительно, расположенных на расстоянии друг от друга, чтобы соединять пластинчатые элементы. Ширина упомянутых лент предпочтительно меньше, чем ширина бесконечной ленты, деленная на упомянутое число, но также может отличаться.
По меньшей мере одно соединительное средство может быть выполнено, в частности, чтобы не соединять все пластинчатые элементы бесконечной ленты, но чтобы соединять только два, или группу пластинчатых элементов, или строительных частей (фрагментов) пластинчатого элемента. Например, могут использоваться соединительные элементы, например, самоадгезирующиеся элементы, которые переносятся на бесконечную ленту, чтобы соединять два соседних, первый и второй, пластинчатых элемента бесконечной ленты посредством предоставления по меньшей мере одной точки соединения первому (изначальному) пластинчатому элементу и по меньшей мере одной точки соединения второму (следующему) пластинчатому элементу, предпочтительно на главных поверхностях или на краевых поверхностях пластинчатых элементов. В этом случае обычно требуется множество соединительных элементов, чтобы обеспечить производство непрерывной бесконечной ленты. Соединительные элементы могут храниться на бесконечной несущей ленте. Бесконечная несущая лента может быть свернута во время хранения, и она принимает соединительные элементы, расположенные друг от друга на расстояниях, которые приспособлены к расстояниям краевых поверхностей пластинчатых элементов бесконечных лент. После нанесения соединительных элементов бесконечная соединительная лента может в дальнейшем разворачиваться и соединительные элементы могут наноситься в по существу непрерывном процессе.
Более того, соединительное средство может располагаться по существу между двумя соседними пластинчатыми элементами бесконечной ленты. Предпочтительно, оно также может располагаться на противоположных краевых поверхностях двух соседних пластинчатых элементов бесконечной ленты. Соседние пластинчатые элементы могут склеиваться, например, с помощью водосодержащего адгезива или клея на основе полиуретана. Клей может обеспечиваться на краевой поверхности пластинчатого элемента, который был только что отрезан от блока волокнистого материала, и/или он может обеспечиваться на поперечной краевой поверхности лицевой стороны блока перед тем, как краевая поверхность пластинчатого элемента прикрепляется к упомянутой поперечной краевой поверхности, так чтобы главная поверхность пластинчатого элемента следовала за лицевой поверхностью блока волокнистого материала, при этом упомянутая лицевая поверхность формирует главную поверхность следующего пластинчатого элемента. В качестве альтернативы или дополнительно, клей также может обеспечиваться на поперечной краевой поверхности лицевой стороны блока перед тем, как краевая поверхность пластинчатого элемента прикрепляется к упомянутой поперечной краевой поверхности. Произведенная бесконечная лента может, следовательно, содержать пластинчатые элементы, которые прикреплены бок о бок своими соответствующими краевыми поверхностями, которые, предпочтительно, соединяются друг с другом посредством клея.
Кроме того, дополнительное или альтернативное соединительное средство может обеспечиваться для стабилизации и/или для защиты бесконечной ленты, например, упомянутое дополнительное соединительное средство может являться бесконечной соединительной лентой или бесконечной соединительной лентой, например, в форме плоского, гибкого материала, такого как фольга, сеть или ворсистый материал.
Более того, краевые стороны пластинчатых элементов, которые направлены друг к другу, могут быть сконфигурированы так, чтобы иметь соответствующие по форме элементы или, соответственно, имеющие форму шпонки и паза элементы, такие как соединительные части пазла, которые способны соединять соседние пластинчатые элементы с помощью замыкания по форме. Элемент шпонки может располагаться на краевой поверхности первого пластинчатого элемента, а элемент паза может располагаться на противоположной краевой поверхности соседнего, второго пластинчатого элемента. Предпочтительно, два таких элемента обеспечиваются на каждой краевой поверхности, которые располагаются, предпочтительно, на максимальном расстоянии, чтобы предпочтительно сохранять визуально бесшовную линию соединения между соседними пластинчатыми элементами бесконечной ленты. Имеющие форму шпонки и паза элементы могут обеспечиваться посредством придания определенной формы противоположным сторонам пластинчатых элементов посредством разрезания, например посредством резания штампованием. Этот этап может выполняться перед разрезанием блока волокнистого материала, например, посредством обеспечения одной лицевой стороны или противоположных лицевых сторон блока желобками и/или рейками, или этап может выполняться, по меньшей мере частично, после отрезания пластинчатого элемента от блока волокнистого материала. В таком варианте осуществления главная поверхность, поверхность среза и/или свободные поперечные краевые поверхности пластинчатых элементов бесконечной ленты предпочтительно не заняты соединительным средством, это может упростить дальнейшую обработку бесконечной ленты.
Соединительное средство может состоять из веществ, которые имеются в волокнистом материале, составляющем бесконечную ленту, таких как лигнин в древесине. В случае древесины лигнин может извлекаться из древесины посредством применения тепла и/или давления, что может быть достигнуто посредством соответствующей обработки теплом и/или давлением исходного древесного материала перед процессом настоящего изобретения или во время него. В одном из вариантов осуществления блок волокнистого материала, например древесины, подвергается такой обработке перед способом производства бесконечной ленты. Упомянутое соединительное средство может являться веществом, естественно присутствующим в блоке волокнистого материала, или может добавляться к нему. В данном варианте осуществления «соединительное устройство» - это устройство, которое отвечает за извлечение, активацию или изменение соединительного средства, например лигнина. Примерами таких соединительных устройств являются средства нагревания и/или прикладывания давления и/или облучения.
Дополнительно, лицевая поверхность блока может обеспечиваться соединительными средствами, например одной или более адгезивными лентами или фольгой, или веществом промотором адгезии и/или клеем, перед тем, как пластинчатый элемент отрезается от лицевой стороны блока, так чтобы главная поверхность полученного пластинчатого элемента обеспечивалась соединительным средством перед тем, как он соединяется со следующим пластинчатым элементом с помощью следующего соединительного средства.
Соседние пластинчатые элементы, формирующие бесконечную ленту, могут соединятся различными способами, которые могут быть легко выбраны специалистом в данной области техники. Соседние, первый и второй, пластинчатые элементы, формирующие секцию бесконечной ленты, могут, например, соединяться согласно следующим вариантам осуществления: i) по существу в тот же момент времени, когда первый пластинчатый элемент располагается на блоке и/или, соответственно, когда начинается процесс отрезания второго пластинчатого элемента от блока; ii) в момент времени после того, как начался процесс отрезания второго пластинчатого элемента от блока; iii) в момент времени, когда процесс отрезания второго пластинчатого элемента от блока завершается; iv) в момент времени после того, как процесс отрезания второго пластинчатого элемента от блока завершается; v) в момент времени перед процессом отрезания второго пластинчатого элемента от блока.
Другая возможность в пределах варианта осуществления iv), определенного выше, состоит в том, чтобы полностью отрезать следующий пластинчатый элемент от блока волокнистого материала перед тем, как пластинчатый элемент и следующий пластинчатый элемент соединяются посредством соединительного средства. Обычно предпочитаемым признаком для определения изобретения и касательно, в частности, случая iv), является следующее: расположение в определенном порядке пластинчатого элемента и следующего пластинчатого элемента выполняется в то время, как по меньшей мере один пластинчатый элемент, или несколько, или все пластинчатые элементы, которые расположены после «следующего пластинчатого элемента», чтобы сформировать бесконечную ленту, все еще являются частью блока волокнистого материала, что означает, что они еще не были отрезаны от блока. Пластинчатые элементы отрезаются и располагаются, чтобы сформировать бесконечную ленту, посредством одного отдельного устройства. Дополнительно касательно случая iv), бесконечная лента может транспортироваться так, чтобы соседние первый и второй пластинчатые элементы, которые расположены бок о бок, но еще не соединены, транспортировались к соединительной станции.
Соединительное устройство является другой частью устройства согласно изобретению. Соединительное устройство предпочтительно расположено так, чтобы бесконечная лента или, соответственно, первый и второй элемент передавались из располагающего устройства к соединительной станции. Соединительное устройство предоставляет любое соединительное средство, описанное выше, и служит, чтобы соединять соседние, первый и второй, пластинчатые элементы, и, предпочтительно, большее количество пластинчатых элементов бесконечной ленты.
Бесконечная лента (все варианты осуществления; преимущества)
Предпочтительно, бесконечная лента содержит два главных компонента, «бесконечный» слой из множества пластинчатых элементов и соединительное средство. Как правило, бесконечная лента содержит два, или более двух, или несколько пластинчатых элементов, в частности множество пластинчатых элементов. Однако одним из преимуществ способа согласно изобретению является то, что длина бесконечной ленты, которая должна быть произведена, не ограничивается методикой устройства согласно изобретению. Дополнительно, сворачивание бесконечной ленты после ее производства обеспечивает легкое хранение. Более того, перемещение новых блоков волокнистого материала также может выполняться по существу непрерывным образом, посредством непрерывной подачи новых блоков устройству согласно изобретению. То же самое применимо к соединительному средству, которое может состоять из свернутой бесконечной соединительной ленты. Длина бесконечной ленты будет скорее ограничена только максимальным размером катушки.
Разница с известными бесконечными лентами из пластинчатых элементов, например, шпонов, в частности, состоит в том, что пластинчатые элементы бесконечной ленты согласно изобретению добавляются к бесконечной ленте сразу же после отрезания их от блока, например, то есть без промежуточного этапа хранения, что, тем не менее, является случаем в традиционной обработке шпона. Более того, бесконечная лента обычно хранится в виде катушки сразу после производства соответствующей секции бесконечной ленты. Это означает, что поверхности всех пластинчатых элементов бесконечной ленты открыты воздействию окружающей атмосферы только в течение короткого периода, который, по существу, является одинаковым периодом для каждого пластинчатого элемента в бесконечной ленте. Следовательно, любое ухудшение поверхностей пластинчатых элементов, которое влияет на свойства, например визуальные или механические свойства пластинчатого элемента, такое как применение водяного пара или других газов и веществ к пластинчатым элементам, по существу одинаково для каждого пластинчатого элемента. Для каждого пластинчатого элемента бесконечной ленты время открытости воздействию между отрезанием пластинчатого элемента от блока и последующим хранением, например в катушке, обычно по существу одинаково. Время открытости воздействию T предпочтительно находится в одном из диапазонов между возможными нижними и верхними пределами согласно {0,5; 1; 2} секунд <=T<={3; 5; 7; 10; 15; 20; 25; 30; 40; 50; 60} секунд, но также может быть короче или длиннее.
Как результат, бесконечная лента согласно изобретению может производиться, например, из древесины, которая имеет одинаковую историю и происхождение. Таким образом, бесконечная лента может быть приготовлена так, чтобы показывать одинаково обработанные и имеющие одинаковый возраст поверхности, и, в частности, может иметь более однородные свойства вдоль длины бесконечной ленты по сравнению с бесконечными лентами, произведенными посредством традиционных способов, которые требуют для каждого шпона промежуточный этап хранения в течение неизвестных и различных периодов хранения. Более того, пластинчатые элементы бесконечной ленты согласно изобретению имеют по существу одинаковый возраст в пределах допустимого значения общего времени производства бесконечной ленты, которое может рассматриваться, как пренебрежимо малое по сравнению с периодом хранения шпонов в традиционной обработке шпонов. Пластинчатые элементы и бесконечная лента согласно изобретению производятся из одного или более блоков в по существу непрерывном процессе в отличие от традиционной обработки шпонов.
Возможно и предпочтительно, бесконечная лента объединяется, например, сжимается, наслаивается и/или склеивается с одной или несколькими дополнительными бесконечными лентами, чтобы сформировать многослойную бесконечную ленту. Для этой цели два или несколько устройств согласно изобретению могут использоваться в комбинации, и объединение бесконечных лент может выполняться посредством использования объединяющего устройства. Более того, также возможно производить многослойную бесконечную ленту посредством одного подходящим образом сконфигурированного устройства согласно изобретению, которое способно располагать в виде слоя по меньшей мере два пластинчатых элемента, которые были отрезаны от одинакового или от разных блоков волокнистого материала, предпочтительно, также способно наносить клей в качестве соединительной границы раздела между двумя наслоенными пластинчатыми элементами и, предпочтительно, также способно сжимать по меньшей мере два наслоенных пластинчатых элемента вместе.
Способ производства бесконечной ленты, которая содержит полосообразные элементы, содержит дополнительные этапы, состоящие в том, что: (1) выбирают первое множество пластинчатых элементов, содержащих волокнистый материал, например шпон, при этом волокна каждого пластинчатого элемента предпочтительно расположены по существу параллельно и/или параллельно одному или более краям и поверхностям пластинчатого элемента; (2) располагают пластинчатые элементы, чтобы сформировать по меньшей мере один многослойный блок волокнистого материала, который(е) представляет(ют) блок(и) для производства бесконечной ленты, при этом все волокна блока предпочтительно расположены параллельно друг другу и параллельно одной из боковых поверхностей и одному из боковых краев блока, и при этом пластинчатые элементы (многослойного) блока уложены друг на друга в предопределенной последовательности согласно по меньшей мере одному критерию; предпочтительно, посредством замены блоков, составляют одну отдельную бесконечную ленту, используя более одного блока.
Бесконечная лента может быть изменена, чтобы предоставить бесконечной ленте защитный слой, например, посредством нанесения бесконечной фольги, которая может являться самоадгезирующейся, или может иным образом располагаться и/или наноситься на слой, содержащий пластинчатые элементы. Более того, дополнительный слой, например, защитный слой, также может наноситься на бесконечную ленту во время производства или после него.
Устройство
Отрезание/режущее устройство
Устройство может быть сконфигурировано для автоматического или полуавтоматического производства бесконечной ленты, используя по меньшей мере один блок волокнистого материала.
Устройство для производства бесконечной ленты, содержащей волокнистый материал, содержит по меньшей мере режущее устройство, которое сконфигурировано, чтобы отрезать пластинчатый элемент от лицевой стороны по меньшей мере одного блока волокнистого материала, при этом пластинчатый элемент содержит поверхность среза от блока волокнистого материала, главную поверхность, направленную к поверхности среза, и краевую поверхность, соединяющую поверхность среза и главную поверхность. Волокнистый материал предпочтительно является древесиной из по меньшей мере одного блока материала, предпочтительно бревна массивной древесины или блока композиционной древесины, например, блока многослойного шпона. Режущее устройство или режущее средство, которое является частью режущего устройства, предпочтительно расположено, чтобы являться подвижным относительно блока или относительно устройства удержания блока. Устройство предпочтительно сконфигурировано так, чтобы разрезание достигалось посредством удержания блока в неподвижном состоянии, в то же время перемещая бесконечную ленту, в частности, предпочтительно, устройство обработки ленты, и/или располагающее устройство, и/или режущее устройство, во время разрезающего движения в направлении блока, предпочтительно одновременно. Однако также возможно перемещать блок к по меньшей мере одному из упомянутых компонентов, например, посредством подъема блока к неподвижному режущему устройству.
Режущее устройство может быть сконфигурировано, чтобы реализовывать конкретные методики разрезания, которые могут содержать разрезание с помощью геометрически четко определенного режущего лезвия инструмента. Режущее устройство наиболее предпочтительно содержит режущее лезвие (например, из стали), или, возможно, разрезание выполняется с помощью режущего устройства, содержащего пилу, или резец с большим углом наклона, или вырубной инструмент. Более того, в зависимости от толщины блока также возможны методики разрезания на основе излучения или на основе жидкости, например использование устройства для лазерной резки или устройства для водоструйной резки.
Режущее устройство предпочтительно является частью устройства обработки ленты, которое также содержит средство для по меньшей мере временного удержания и/или фиксации («средство удержания и/или фиксации»), например, посредством прижимания, секции бесконечной ленты, которая уже была собрана на предыдущем этапе по существу непрерывного процесса производства. Средство удержания ленты может быть выполнено с возможностью удержания ленты с помощью удерживающего усилия, которое может обеспечиваться посредством давления и посредством трения, предпочтительно посредством обеспечения частей устройства, которые функционируют как элементы удержания на основе трения и/или прижимания. Например, лента может поддерживаться посредством предоставления первой поверхности трения, при этом первая поверхность трения может являться частью режущего устройства, которое также может являться противостоящей опорой для прижимания ленты к первой поверхности трения. Может предоставляться вторая поверхность трения, которая может являться частью элемента прижимания и/или перемещения ленты, который предпочтительно является частью устройства обработки ленты.
Устройство обработки ленты предпочтительно расположено подвижно относительно устройства удержания блока, которое также может являться частью устройства. Устройство и устройство обработки ленты предпочтительно сконфигурированы так, чтобы позволять устройству обработки ленты выполнять по меньшей мере частично поступательное перемещение или по существу поступательное перемещение, которое может, в частности, повторяющимся образом перемещать устройство обработки ленты к устройству удержания блока и к блоку и назад соответственно. Упомянутое перемещение также используется, предпочтительно, чтобы отрезать пластинчатые элементы от блока посредством режущего средства, например, режущего лезвия.
Средство удержания и/или фиксации ленты предпочтительно сконфигурированы так, чтобы секция бесконечной ленты удерживалась или фиксировалась с помощью удерживающего усилия относительно режущего устройства, когда устройство обработки ленты и блок или устройство удержания блока удаляются друг от друга, и, предпочтительно, чтобы секция бесконечной ленты не поддерживалась или, соответственно, фиксировалась относительно режущего устройства, и, предпочтительно, по меньшей мере достаточно освобождалась, если устройство обработки ленты и устройство удержания блока приближаются друг к другу и режущее устройство проходит через блок. Предпочтительно, поддерживающая сила средства удержания ленты преодолевается во время разрезающего движения.
Более того, устройство для производства бесконечной ленты, содержащей волокнистый материал, из по меньшей мере одного блока волокнистого материала, содержит по меньшей мере одно располагающее устройство для расположения пластинчатого элемента и блока волокнистого материала относительно друг друга. Располагающее устройство может содержать средство для удержания и/или для фиксации и/или для направления бесконечной ленты. Такое средство может быть сконфигурировано с возможностью обеспечения отверстия или углубления, через которое может проходить бесконечная лента, и/или по меньшей мере одной скользящей поверхности. Это служит для того, чтобы позволять бесконечной ленте или пластинчатым элементам бесконечной ленты скользить вдоль скользящей поверхности. Предпочтительно, скользящая поверхность покрыта неабразивным материалом, который допускает скольжение с уменьшенным трением, например элементом или материалом из Teflon®. Предпочтительно, режущее устройство обеспечивает скользящую поверхность, в частности поверхность низкого трения, располагающего устройства. Это позволяет пластинчатым элементам или бесконечной ленте проходить через располагающее устройство в непосредственной близости от режущего устройства, которое может являться тонким стальным лезвием конической формы. Таким образом, любое возможное искажение бесконечной ленты может быть минимизировано.
Более того, может предоставляться устройство хранения для промежуточного хранения бесконечной ленты во время производства или после производства, например, для последующей обработки. Устройство хранения может являться частью устройства, или может быть связано с устройством.
Устройство предпочтительно содержит устройство удержания блока, которое сконфигурировано с возможностью удержания блока, в частности, когда пластинчатые элементы отрезаются от лицевой стороны блока соответственно. Устройство удержания блока может содержать стол или платформу для удержания блока. Устройство удержания блока может содержать направляющее устройство для направления блока во время процесса перемещения блока, при этом направляющее средство может осуществлять ограничительно направленное перемещение блока. Устройство или устройство удержания блока также может содержать средство для транспортировки и/или для подъема блока. Средство для транспортировки блока может являться устройством перемещения блока, или оно также может являться другим устройством. Устройство удержания блока также может предоставляться устройству согласно изобретению в виде отдельного устройства, но также может быть связано с устройством. Таким образом, по существу непрерывный процесс производства бесконечной ленты является высокоэффективным.
Более того, устройство удержания блока и/или устройство транспортировки блока может быть выполнено с возможностью удержания и/или транспортировки более одного блока. Устройство удержания блока может содержать средство для установки в определенное положение по меньшей мере одного блока, например, посредством поворота и/или поступательного перемещения держателя, который удерживает блоки. Таким образом, несколько блоков могут использоваться в по существу непрерывном процессе производства бесконечной ленты, что дает больше гибкости для проектирования бесконечной ленты.
Устройство и компоненты, связанные с устройством, могут также являться частью станции для автоматического или полуавтоматического производства бесконечной ленты, используя по меньшей мере один блок волокнистого материала.
Кроме того, может предоставляться устройство перемещения блока, которое может являться частью устройства, в частности устройства удержания блока, или может быть связано с одним из упомянутых устройств. Устройство, в частности устройство удержания блока, предпочтительно содержит устройство перемещения блока, которое выполнено с возможностью перемещения блока на заданное расстояние по меньшей мере в одном направлении, предпочтительно в горизонтальном направлении. Упомянутое расстояние предпочтительно равняется толщине пластинчатого элемента, который будет отрезан на следующем этапе разрезания блока. Устройство перемещения блока может содержать смещающий элемент, например поршень для смещения и перемещения блока. Более того, устройство перемещения блока может содержать средство фиксации блока для фиксации блока относительно смещающего элемента, который выполнен с возможностью перемещения средства фиксации блока, а также упомянутого блока. Устройство перемещения блока может содержать зубчатые колоса, зубчатую рейку, т.д. Устройство перемещения блока может также содержать приводное средство, например электрическое, гидравлическое, пневматическое или механизированное приводное средство. Устройство предпочтительно сконфигурировано так, чтобы во время производства бесконечной ленты блок волокнистого материала автоматически направлялся к соединительному концу бесконечной ленты, который является концом бесконечной ленты, который должен располагаться бок о бок со следующим пластинчатым элементом.
Предпочтительно, средства прижимания блока предоставляются для прижимания блока, в частности для прижимания блока вдоль (или в) направления разрезания, которое определяется направлением режущего лезвия, которое отрезает пластинчатые элементы при линейном перемещении от лицевой стороны блока. Средство прижимания блока содержит по меньшей мере два элемента, прижимное средство и средство противостоящей опоры, каждое из которых может содержать прижимную пластину, например, имеющую твердую плоскую поверхность, направленную к блоку. Прижимная пластина может быть сконфигурирована так, чтобы определять, на одном из краев прижимной пластины, линию, вдоль которой выступающий конец блока будет отрезаться, чтобы в дальнейшем получить пластинчатый элемент. Средство прижимания блока содержит прижимное средство, например, подвижный поршень, который может приводиться в действие пневматически, гидравлически или с помощью других средств. Средство прижимания блока может также содержать датчик усилия для отслеживания усилия, которое прикладывается при прижимании блока. Использование средства прижимания блока может улучшить точность разрезания для отрезания пластинчатых элементов от блока.
Предпочтительно, устройство содержит соединительное устройство для соединения по меньшей мере двух пластинчатых элементов бесконечной ленты. Соединительное устройство может содержать прижимной элемент для прижимания соединительного средства к по меньшей мере двум пластинчатым элементам. Прижимной элемент может быть подпружиненным. Прижимной элемент может содержать опорное средство, например вращающийся барабан или скользящий элемент.
Устройство может дополнительно содержать датчик для определения положения блока, и/или режущего устройства, и/или бесконечной ленты, или любых других компонентов. Устройство также может содержать датчик температуры, датчик влажности и/или датчик ускорения. Датчик силы может обеспечиваться, чтобы измерять усилие удерживания ленты. Таким образом, производство бесконечной ленты и функционирование устройства может постоянно отслеживаться.
Устройство может также содержать устройство управления, например электрическое устройство управления, например микроконтроллер, вычислительное средство, память для хранения данных, средство для сигнального соединения, с интерфейсами пользовательского ввода/вывода или без них, для управления функционированием устройства и производством бесконечной ленты. Устройство управления может содержать компьютерный программный код, и/или данные программы, или любые другие данные, чтобы автоматически или полуавтоматически управлять функционированием устройства и производством бесконечной ленты.
Более того, устройство дополнительно выполнено с возможностью:
располагать относительно друг друга краевую поверхность пластинчатого элемента и блока волокнистого материала посредством располагающего устройства так, чтобы главная поверхность пластинчатого элемента следовала за лицевой поверхностью блока волокнистого материала, при этом упомянутая лицевая поверхность формирует главную поверхность следующего пластинчатого элемента;
отрезать упомянутый следующий пластинчатый элемент от лицевой стороны блока волокнистого материала посредством режущего устройства; и чтобы
составлять бесконечную ленту из пластинчатого элемента и любых следующих пластинчатых элементов, при этом пластинчатый элемент и любой следующий пластинчатый элемент соединяются посредством по меньшей мере одного соединительного средства.
Устройство согласно изобретению предназначено для использования для работы с блоком волокнистого материала. Однако устройство также подходит для использования с блоками, которые содержат или состоят из неволокнистого материала, если блок может обрезаться режущим устройством и использоваться с располагающим устройством. Это применяется, предпочтительно, в техническом контексте строительных материалов.
Используя настоящее описание изобретения, предпочтительные варианты осуществления и признаки способа, устройства, блока и бесконечной ленты, соответственно, могут использоваться для получения любого предпочтительного признака способа, устройства, блока и/или бесконечной ленты.
Более того, дополнительные преимущества, признаки и применения настоящего изобретения могут быть получены из нижеследующих вариантов осуществления устройства и способа согласно настоящему изобретению со ссылкой на чертежи. На нижеследующих фигурах идентичные символы ссылок, по существу, описывают идентичные компоненты.
Фиг. 1a - схематический вид сбоку предпочтительного варианта осуществления устройства согласно изобретению.
Фиг. 1b - схематический вид сбоку другого предпочтительного аспекта устройства согласно изобретению.
Фиг. 1c - схематический вид сбоку другого предпочтительного аспекта устройства согласно изобретению.
Фиг. 2a схематически показывает способ производства многослойного блока из шпонов, который может использоваться для способа и устройства согласно изобретению, чтобы производить предпочтительный вариант осуществления бесконечной ленты согласно изобретению.
Фиг. 2b изображает поперечное сечение многослойного блока из шпонов, например, полученного посредством способа, показанного на фиг. 2a, который может использоваться для способа и устройства согласно изобретению, чтобы производить предпочтительный вариант осуществления бесконечной ленты согласно изобретению.
Фиг. 2c иллюстрирует поперечное сечение пластинчатого элемента, который был отрезан от блока, показанного на фиг. 2b, который может использоваться для способа и устройства согласно изобретению, чтобы производить предпочтительный вариант осуществления бесконечной ленты согласно изобретению.
Фиг. 3a, 3b, 3c, 3d, 3e, и 3f схематически показывает этапы, которые вовлечены в выполнение, в одном из вариантов осуществления, способа согласно изобретению для производства бесконечной ленты согласно изобретению, используя устройство по фиг. 1 и используя блок по фиг. 2b.
Фиг. 4a, 4b, и 4c схематически описывают аспекты способа согласно изобретению и производство предпочтительного варианта осуществления бесконечной ленты согласно изобретению.
Фиг. 5a схематически изображает дополнительный блок волокнистого материала, который может использоваться для производства другого предпочтительного варианта осуществления бесконечной ленты согласно изобретению.
Фиг. 5b схематически иллюстрирует дополнительный блок волокнистого материала, который может использоваться для производства дополнительного предпочтительного варианта осуществления бесконечной ленты согласно изобретению.
Фиг. 6a, 6b, 6c и 6d схематически показывают этапы другого предпочтительного варианта осуществления способа и устройства согласно изобретению.
Фиг. 1a показывает предпочтительный вариант осуществления устройства 1 согласно изобретению. В то время как способ производства бесконечной ленты согласно изобретению также примерно показан на фиг. с 3a по 3e, установка устройства 1 описывается, в частности, на фиг. 1a с предпочтительными вариантами осуществления устройства, проиллюстрированными на фиг. 1b и 1c.
На фиг. 1a устройство 1 содержит устройство 2 удержания блока, средство 3 прижимания блока и устройство 4 обработки ленты.
Устройство 2 удержания блока содержит устройство 5, 6 перемещения блока, обозначенное стрелками на фиг. 1a, которое сконфигурировано, чтобы пошагово перемещать блок в горизонтальном направлении 7 на расстояние шага, которое равняется требуемой толщине шпона, отрезаемого на следующем этапе разрезания блока 10. Устройство удержания блока содержит фиксирующее и направляющее устройство 9a, 9b для направления блока во время процесса перемещения ограничительно направленным образом. Направляющее устройство может быть по меньшей мере периодически подвижным или неподвижным соответственно.
Средство 3 прижимания блока содержит два прижимных элемента 8a и 8b, при этом прижимной элемент 8a является вертикально перемещаемым, как обозначено двойной стрелкой, а прижимной элемент 8b, который действует, как противостоящая опора, неподвижен. Средство 3 прижимания блока используется для прижимания блока 10 определенным образом, а также для удержания блока направления 11 разрезания, которое определяется направлением режущего устройства 12, то есть лезвия 12, которое отрезает пластинчатые элементы от лицевой стороны блока 11 при линейном перемещении. Использование средства 3 прижимания блока улучшает точность и качество разрезания, или отрезания пластинчатых элементов от блока.
Устройство 1 сконфигурировано, чтобы автоматически повторять три следующих движения, которые, предпочтительно, соотнесены по времени друг с другом с помощью фиксированных периодов времени:
перемещающее движение устройства 5, 6 перемещения блока;
прижимающее движение устройства 3 прижимания блока;
разрезающее движение режущего устройства 12.
Во время трех упомянутых движений устройство 4 обработки ленты используется, по существу, чтобы соединять пластинчатые элементы с помощью соединительного средства 13 посредством нанесения шпонов и/или пластинчатых элементов, соответственно, на самоадгезирующуюся бесконечную ленту 13, которая намотана на барабан 15 хранения соединительной ленты. Произведенная бесконечная лента будет затем выходить из устройства 4 обработки ленты в направлении стрелки 14.
Устройство 4 обработки ленты дополнительно содержит располагающее устройство 16, 17, которое содержит подвижную раму 16 и скользящий элемент 17. Располагающее устройство служит, чтобы располагать в определенном порядке пластинчатые элементы и/или бесконечную ленту с блоком, тем самым помогая сформировать бесконечную ленту согласно изобретению. Лезвие 12 также может рассматриваться как часть располагающего устройства, так как шпон 30 или бесконечная лента 100, соответственно, также удерживаются и располагаются посредством лезвия 12. Это означает, что по меньшей мере одна часть режущего устройства может рассматриваться, как также являющаяся частью располагающего устройства, то есть располагающее устройство может содержать режущее устройство, по меньшей мере частично.
Рама 16 является подвижной по меньшей мере вдоль направления 11, обозначенного двойной стрелкой 19. В описанном варианте осуществления режущее устройство 12 фиксировано на раме 16 устройства 4 обработки ленты. Это предпочтительный вариант осуществления, но, тем не менее, не обязательный для настоящего изобретения. Все устройство 4 обработки ленты является подвижным по меньшей мере в направлении 11, обозначенном двойной стрелкой 19. Это также предпочтительный вариант осуществления, но, тем не менее, не обязательный для настоящего изобретения. Относительно рамы 16 скользящий элемент 17 является подвижным в направлении фиксирующего усилия 18 и, в пределах определенной области допустимых значений, способным прижимать пластинчатый элемент к одной из частей располагающего устройства, здесь, к боковой поверхности лезвия 12. Скользящий элемент и устройство 4 обработки ленты сконфигурированы так, чтобы прижимать секцию бесконечной ленты, не показанную на фиг. 1a, которая была произведена на предыдущем этапе, к лезвию 12 с определенным давлением, что позволяет бесконечной ленте выскальзывать в направлении 14 между лезвием 12 и скользящим элементом 17 устройства 4 обработки ленты.
На фиг. 1b показана подробность конфигурации устройства 1', в котором скользящий элемент 17 используется, чтобы прикладывать давление к концевой секции пластинчатого элемента 30, которая, временно во время процесса производства, формирует конец бесконечной ленты. Давление является достаточным для прижимания и соединения бесконечной соединительной ленты 13 с пластинчатым элементом бесконечной ленты. Край прижимной поверхности прижимного элемента 17 расположен напротив верхушки режущего лезвия 12 так, чтобы бесконечная соединительная лента 13 по существу одновременно соединялась с лицевой поверхностью 20b (смотрите фиг. 2b) в положении верхушки лезвия, которая проникает в блок 20 многослойного шпона, в то время как следующий элемент 31 отрезается от блока 20. Таким образом, бесконечная лента немедленно стабилизируется посредством соединительного средства во время процесса производства бесконечной ленты.
На фиг. 1c показана подробность конфигурации другого устройства 1'', в котором используется другой скользящий элемент 17', который содержит первую деталь 17'' скользящего элемента и вторую деталь 17''' скользящего элемента. Здесь устройство и скользящий элемент используется, чтобы направлять концевую секцию бесконечной ленты вдоль длины L скользящего элемента в течение времени t. Тем самым бесконечная лента может освобождать внутренние напряжения в течение времени t, перед тем как пластинчатые элементы соединяются посредством соединительного средства, здесь бесконечной соединительной ленты 13. "v" - это скорость бесконечной ленты, проходящей вдоль скользящего элемента во время этапа производства бесконечной ленты, и, предпочтительно, также скорость разрезания лезвия 12, проникающего в блок 20. Соотношение v=L/t выполняется, если скорость постоянна. Вместо использования первой и второй деталей 17'' и 17''' скользящего элемента, или дополнительных частей, скользящий элемент 17' также может быть изготовлен интегрально (не показано). На фиг. 1c средство обработки ленты устройства дополнительно содержит прижимной элемент 60, например вращающийся барабан, который неподвижен относительно устройства обработки ленты и который может быть подпружинен. Прижимной элемент 60 служит, чтобы прижимать и соединять бесконечную соединительную ленту 13 с пластинчатым элементом бесконечной ленты. Прижимной элемент является частью соединительного устройства. Прижимной элемент 60 расположен на расстоянии L от верхушки лезвия 12, измеряемом вдоль длины бесконечной ленты. Прижимание и направление пластинчатых элементов 30 вдоль длины L и, предпочтительно, также прижимание бесконечной соединительной ленты 13 к пластинчатому элементу 30 поддерживается третьей деталью 17'''' скользящего элемента, которая действует в качестве противостоящей опоры.
На фиг. 1b и 1c устройство, соответственно, показано в режиме функционирования, прямо перед тем, как краевая поверхность бесконечной ленты располагается над лицевой стороной блока, примыкая к ней. Во время этого действия блок 20 прижимается и фиксируется средствами 8a' и 8b' прижимания блока.
Со ссылкой на фиг. 1a блок 10 волокнистого материала, используемый для изобретения, может иметь различные конфигурации, что, соответственно, подразумевает, что получающаяся бесконечная лента может обладать различными желаемыми свойствами.
Фиг. 2b, 4b, 5a, и 5b, соответственно, показывают примеры предпочтительных вариантов осуществления блока волокнистого материала.
Фиг. 2b изображает вариант осуществления блока волокнистого материала и его производства посредством лущения бревна, как видно на фиг. 2a. Многослойный блок используется на фиг. с 3a по 3f, чтобы описать один из вариантов осуществления способа согласно изобретению.
На фиг. 2a устройства, используемые для производства блока 20 многослойного шпона, не являются частью устройства согласно изобретению, но могли бы являться частью автоматической или полуавтоматической станции для производства бесконечной ленты. Бревно 22 поворачивается вокруг своей оси по длине и, тем самым, бесконечный шпон 25 слущивается с бревна 22 посредством прижимного и скользящего элемента 23 и лущильного лезвия 24. Бесконечный шпон 25 выходит из лущильной станции в направлении стрелки 28 и затем разрезается посредством обрезной станции 26 на фрагменты 27 шпона, которые затем сохраняются. Фрагменты 27 шпона отбираются, сортируются по качеству и обрезаются до подходящих размеров. Фрагменты 27 шпона выравниваются и укладываются друг на друга в пакет так, чтобы направление древесных волокон было параллельным, а именно параллельным главным поверхностям и краям длинной стороны пакета. Направление волокон перпендикулярно поверхности страницы чертежа, обозначенной символом 21. Шпоны, уложенные друг на друга, которые могут наслаиваться, сжимаются вместе. Пакет может вновь разрезаться, чтобы создать точный прямоугольный блок 20 из уложенных друг на друга в пакет шпонов. Таким образом, блок и получающаяся бесконечная лента имеют текстуру, схожую с естественной текстурой поверхности среза бревна, которое было разрезано пополам вдоль своей длины. Такая текстура чаще всего предпочитается из-за своей эстетической ценности.
На фиг. 2c показан пластинчатый элемент 30, 31, который был произведен из блока 20, как описано на фиг. 2b, тем самым приводя к пластинчатому элементу, который состоит из полосообразных элементов, которые расположены бок о бок. Как правило, пластинчатый элемент имеет поверхность 30c среза, получающуюся из блока волокнистого материала, главную поверхность 30b, направленную к поверхности среза, и краевую поверхность 30a, соединяющую поверхность среза и главную поверхность.
Фиг. 3a, 3b, 3c, 3d, 3e, и 3f схематически описывает этапы, которые вовлечены в выполнение, в одном из вариантов осуществления, способа согласно изобретению для производства бесконечной ленты согласно изобретению, используя устройство по фиг. 1 и блок по фиг. 2b. В варианте осуществления, изображающем устройство 1, единственной неподвижной деталью является прижимной элемент 8b, в то время как устройство 2 удержания блока с блоком 20, прижимной элемент 8a и устройство 4 обработки ленты являются подвижными относительно прижимного элемента 8b.
На фиг. 3a блок 20 является основным материалом для производства бесконечной ленты 100 из шпона. На фиг. 3a устройство 2 удержания блока, в частности, фиксирующее и направляющее средство 9a, 9b, и блок 20 находятся в своем стартовом положении, которое представляет собой положение после обрезания пластинчатого элемента 30, а именно шпона 30 от лицевой стороны 20a (смотрите фиг. 2) блока 20. Шпон 30 имеет поверхность среза от блока волокнистого материала, которая на фиг. 3a прижата к лезвию, и главную поверхность, направленную к поверхности среза. Эта главная поверхность прижимается к плоской скользящей поверхности скользящего элемента 17, за счет чего главная поверхность также прижимается к бесконечной соединительной ленте 13, которая расположена между главной поверхностью и скользящей поверхностью. Краевая поверхность соединяет поверхность среза и главную поверхность шпона 30.
Лицевая поверхность 20b блока располагается в плоскости, которая определяется боковой поверхностью 8c прижимного элемента 8a или противоположной вертикальной боковой поверхностью 12 соответственно. Поверхность 6c также действует в качестве направляющей поверхности для направления лезвия 12 во время разрезающего движения, тем самым достигая точного отрезания от блока. На фиг. 3a блок 20 фиксируется посредством подвижного устройства 2 удержания. На фиг. 3a средства 8a и 8b прижимания блока освобождаются, как только лезвие 12 достигает своего верхнего поворотного положения (показанного на фиг. 3a). Благодаря этому блок 20 может быть перемещен посредством устройства перемещения.
Фиг. 3b показывает, как устройство перемещения блока устройства 2 удержания блока перемещает блок 20 с помощью фиксирующего и направляющего средства 9a, 9b в горизонтальном направлении стрелки 37 вправо, к лезвию 12. Перемещение выполняется на расстояние, которое равняется толщине шпона 30 и бесконечной ленты 100. Упомянутое направление перпендикулярно направлению параллельных волокон блока 20. Во время производства бесконечной ленты блок всегда перемещается в упомянутом направлении на точно такое же расстояние и автоматически. Положение устройства 4 обработки ленты не изменилось относительно фиг. 3a. Функционирование устройства перемещения устройства 1 полностью автоматическое.
На фиг. 3c средства 8a и 8b были приближены в направлении стрелки 38, следовательно, блок прижимается (сжимается) вдоль упомянутого направления и фиксируется так, чтобы могло быть выполнено точное разрезание.
После фиксации и зажима блока, как изображено на фиг. 3c, располагающее устройство 16, 17, которое содержит подвижную раму 16 и скользящий элемент 17, расположит поверхность среза 30c шпона 30 относительно блока так, чтобы главная поверхность 30b шпона следовала лицевой поверхности 20b блока 20, и при этом упомянутая лицевая поверхность формирует главную поверхность следующего пластинчатого элемента 31.
В целом, также возможно, что устройство 4 обработки ленты (и/или режущее устройство 12) является(ются) неподвижным(и) и что дополнительное располагающее устройство сконфигурировано с возможностью расположения в определенном порядке блока и пластинчатого элемента. Более того, возможно, что устройство удержания блока содержит средство подъема для подъема блока в направлении возможно неподвижного режущего устройства 12. В варианте осуществления фиг. с 3a по 3f располагающее устройство 16, 17, 12 располагает шпон 30, который также может являться ранее отрезанным пластинчатым элементом (секцией шпона бесконечной ленты), на блоке 20 после этапа, изображенного на фиг. 3c, так, чтобы по меньшей мере одно или в ином случае все из следующих условий выполнялись:
i) краевая поверхность пластинчатого элемента 30 приближается к лицевой стороне 20a блока 20, следуя направлению стрелки 39, показанной на фиг. 3d,
ii) пластинчатый элемент 30 примыкает к верхней стороне лицевой стороны 20a блока 20 (показано на фиг. 3d),
iii) краевая линия краевой поверхности пластинчатого элемента 30 выровнена с краевой линией верхней стороны лицевой стороны 20a блока 20 (показано на фиг. 3d),
iv) клей наносится на поверхность верхней стороны лицевой стороны 20a блока 20 перед отрезанием следующего пластинчатого элемента 31;
v) давление, прикладываемое скользящим элементом 17 и поверхностью лезвия 12, чтобы фиксировать пластинчатый элемент 30, снижается, когда пластинчатый элемент 30 примыкает к верхней стороне лицевой стороны 20a блока 20, или вскоре после этого, но предпочтительно перед тем, как располагающее устройство перемещается, чтобы выполнить разрезающее движение разрезающего устройства 12, которое фиксировано на располагающем устройстве; в качестве альтернативы, упомянутое давление остается по существу постоянным во время производства бесконечной ленты.
На фиг. 3e лицевая сторона 20a блока 20 с фиг. 3a-3d была отрезана и была добавлена в качестве нового пластинчатого элемента 31 к пластинчатому элементу 30, тем самым начиная или продолжая производство бесконечной ленты, за чем следует возвращение устройства обработки ленты в его стартовое положение (смотрите фиг. 3f). Таким образом, единственным отличием фиг. 3f по сравнению с 3a является то, что шпон 30 заменен соединенными шпонами 30 и 31.
Во время разрезающего движения лицевая поверхность 20b лицевой стороны 20a, которая станет главной поверхностью вновь отрезанного пластинчатого элемента 31, непрерывно соединяется с бесконечной соединительной лентой 13, которая автоматически разматывается с барабана 15, когда устройство 4 обработки ленты опускается. Возможно и предпочтительно, процесс отрезания пластинчатого элемента от блока и действие соединения соединительного средства с лицевой поверхностью блока начинаются, по существу, одновременно, в соответствии с вариантом осуществления устройства 1', показанного на фиг. 1b. Однако, также возможно и предпочтительно, соединительное средство соединяется с лицевой поверхностью блока перед тем, или после того, как начинается процесс разрезания, последний случай, соответствующий варианту осуществления устройства 1'', показанного на фиг. 1c. Предпочтительно, соединительное средство соединяется с главной поверхностью ранее отрезанного пластинчатого элемента 30 после отрезания пластинчатого элемента 31, и, в частности, что соединительное средство не соединяется с блоком, но, предпочтительно, соединяется с бесконечной лентой, когда бесконечная лента проходит располагающее устройство (фиг. 1c).
Соединительное средство пошагово и/или частично непрерывно наносится на блок и/или на пластинчатый элемент. Скользящий элемент 17 или 17' предпочтительно вызывает определенное состояние трения бесконечной ленты, проходящей располагающее устройство. Состояние трения регулируется так, чтобы определенная сжимаемость материала блока учитывалась и чтобы вся бесконечная лента имела одинаковое качество, в частности, без существенных изменений внутреннего напряжения бесконечной ленты.
Предпочтительно, синхронизация перемещающего движения, располагающего движения и разрезающего движения выполняется автоматически устройством согласно изобретению. Устройство сконфигурировано так, чтобы устройство перемещения и/или располагающее устройство, и/или разрезающее устройство работали синхронизировано, что делает возможным по существу непрерывное функционирование устройства, предпочтительно, производящего бесконечную ленту с бесшовно соединенными пластинчатыми элементами.
Фиг. с 6a по 6d показывают этапы предпочтительного варианта осуществления способа согласно изобретению, используя предпочтительный вариант осуществления устройства согласно изобретению. По сравнению с вариантами осуществления на фиг. 1a, 1b и 1c вариант осуществления на фиг. с 6a по 6d использует другое время для соединения двух соседних пластинчатых элементов бесконечной ленты с помощью соединительного средства относительно времени начала и конца процесса разрезания.
В варианте осуществления фиг. с 6a по 6d соединительное средство, а именно бесконечная соединительная лента 113, которая уже соединена с бесконечной лентой 300, соединяется с лицевой поверхностью блока 20 волокнистого материала перед тем, как следующий пластинчатый элемент отрезается от блока. Подробно, на фиг. 6a, бесконечная лента 300 уже обеспечена бесконечной соединительной лентой 113. Располагающее устройство не показано на фиг. с 6a по 6d.
На фиг. 6b блок 20 был перемещен на расстояние, которое должно быть отрезано от блока 20. Бесконечная лента 300 с бесконечной соединительной лентой 113 располагается на блоке 20 так, чтобы краевая поверхность бесконечной ленты 300 перемещалась к верхней поверхности лицевой стороны 20a блока. Это перемещение обозначено на фиг. 6b стрелкой, указывающей вниз. Во время этого перемещения бесконечная соединительная лента 113 еще не соединена с лицевой поверхностью 20b блока.
На фиг. 6c краевая поверхность бесконечной ленты 300 примыкает к блоку, а соединительная лента 113 прижимается и тем самым соединяется с лицевой поверхностью 20b блока посредством прижимного средства 117, которое функционирует в качестве соединительного устройства. Прижимное средство может нагреваться, чтобы применять тепло к соединительному средству. Таким образом, бесконечная лента 300 временно соединяется с блоком 20 перед тем, как следующий элемент отрезается от блока на фиг. 6d.
Фиг. 4a, 4b, и 4c показывают предпочтительный вариант осуществления бесконечной ленты, в котором последовательность пластинчатых элементов 41, 42, 43 в пределах блока 40 предопределена так, чтобы предопределенная последовательность также достигалась в бесконечной ленте, которая производится из упомянутого блока 40. На фиг. 4a показаны три типа шпонов, а именно первый шпон 41, который встречается в пакете пять раз, второй шпон 42, который встречается в пакете три раза, и третий шпон 43, который встречается в пакете дважды. Целью настоящего изобретения является формирование бесконечной ленты с однородными свойствами из шпонов в пакете так, чтобы производилось минимальное количество отбросов и в то же время достигалась максимальная длина бесконечной ленты. В бесконечной ленте 200 согласно изобретению, которая предпочтительно была произведена согласно способу согласно изобретению, используя устройство согласно изобретению, достигается однородное распределение шпонов в пакете, что приводит к бесконечной ленте с однородными свойствами. Эти свойства могут, например, являться внешним видом, который создается посредством периодического расположения шпонов 41, 42, 43 в блоке 40. Упомянутые последовательности блока 40 рассчитываются специальным образом, чтобы оптимизировать, например, распределение яркости поверхности бесконечной ленты 200 относительно ее однородности. Дополнительное свойство может являться механическим свойством, например, если некоторые шпоны 41 имеют более высокую сжимаемость, чем другие шпоны 41 и 42, приводя к однородной допустимой механической нагрузке бесконечной ленты.
Способ формирования блока волокнистого материала, в частности блока 50 волокнистого материала из фрагментов
Фиг. 5a схематически показывает секцию дополнительного блока волокнистого материала, который также может использоваться для производства другого предпочтительного варианта осуществления бесконечной ленты согласно изобретению. Блок 50' содержит фрагменты волокнистого материала: следовательно, ленты шпона и/или пластины 51 (и/или имеющие другую форму фрагменты) располагаются в волокнистом блоке 50', который поддерживается на опорной платформе 52. Фрагменты в блоке 50' уложены и распределены случайно и перекрывают друг друга. Количество фрагментов в каждом поперечном сечении блока 50' по существу одинаково в пределах области допустимых значений, составляющей менее 10%, 5%, 2%, или 1%, или другой.
На фиг. 5b блок 50' по фиг. 5b был сжат так, чтобы в пределах областей перекрытия фрагментов и в пределах положений сниженной плотности фрагментов, по существу, дефекты материала блока 50 отсутствовали. Такой блок 50 волокнистого материала может производиться бесконечно (следовательно, «бесконечным»), так как этапы добавления и сжатия фрагментов могут выполняться непрерывно. Следовательно, бесконечная лента увеличенной длины может легко производиться посредством использования блока, такого как блок 50, и устройства согласно изобретению. Получающаяся бесконечная лента имеет существенно однородные свойства вдоль ширины и длины бесконечной ленты, в частности, она имеет однородный внешний вид, соответствующий «спектру» фрагментов, используемых для формирования блока 50.
Особым преимуществом блока 50 и способа формирования блока 50 является то, что могут использоваться небольшие фрагменты произвольного формата и произвольной толщины, которые, предпочтительно, не содержат поверхность среза или какой-либо клей, соединяющий слои блока, который обычно требуется для многослойных блоков, таких как блок 20. Следовательно, фрагменты могут состоять из отбросов или из остаточного материала, который может быть измельчен или обработан иным образом перед формированием блока 50. Таким образом, также было найдено решение по использованию или переработке отбросов древесины и шпона. Как правило, «фрагменты» не ограничиваются частями, которые формируются посредством разделения более крупных частей, однако, предпочтительно, чтобы это было так. Предпочтительно, фрагмент является небольшой частью, предпочтительно, меньше, чем высота HB (или HB*0,5, или HB*0,25, или HB*0,1) блока, который должен быть произведен, предпочтительно, меньше, чем следующие предпочтительные диапазоны размеров его высоты H, ширины W и высоты L:
{0,1; 0,5; 1; 2; 3; 4; 5} мм <=H; W; L<={1; 5; 10; 15; 20; 30; 50; 100; 150; 200; 300; 500} мм.
Способ формирования блока волокнистого материала, в частности бесконечного блока 50 волокнистого материала, из фрагментов, в частности листовых фрагментов или волокнистых фрагментов, в частности древесины, содержит этап ручного или автоматического укладывания фрагментов, или пакетов, или порций фрагментов. Известные способы считывания плотности и датчики толщины могут использоваться, чтобы отслеживать и управлять количеством фрагментов. Фрагменты также могут обрабатываться, чтобы иметь однородную форму, и/или размер, и/или массу. Более того, также возможно использовать датчики положения, например оптические датчики, и/или электрические средства управления, и/или средство манипуляции для манипуляции положением и/или ориентацией фрагментов в слое фрагментов, при этом средство манипуляции может быть расположено ниже по потоку после укладывания фрагментов. Упомянутое средство манипуляции также может быть найдено в общеизвестном производстве OSB-плит. Здесь используются полосы из древесины, которые просеиваются, а затем ориентируются на ленте или на проволочном поддоне, чтобы сформировать мат. Пример процесса производства OSB-плиты можно найти в WO 1999/047321 A1. Для производства блока 50 волокнистые или уложенные фрагменты могут сжиматься. Клей, водосодержащий адгезив, или любой другой клей может использоваться, соответственно, чтобы соединять фрагменты друг с другом. Одним из преимуществ этого способа является высокая однородность получающегося блока 50, которая увеличивается с уменьшением формата, размера или объема фрагментов. Упомянутый способ хорошо подходит для автоматизации.
Вместо использования фрагментов шпона, скорее предпочтительно, чтобы блок содержал подобную шпону стружку, похожую или совпадающую со стружкой, которая используется для производства OSB. Дополнительным преимуществом этого способа является то, что известная технология производства OSB может использоваться, по меньшей мере частично, чтобы формировать блоки 50, используя древесную стружку (OSB-стружку) и известную OSB-системотехнику.
Согласно дополнительному варианту осуществления блока 50 вместо использования «закрытой структуры» фрагментов в блоке, например вместо использования «сжатой структуры» по существу без промежутков и дефектов материала, фрагменты могут располагаться так, чтобы полые пространства обеспечивались между существенной долей фрагментов или по существу между всеми фрагментами. Упомянутые полые пространства могут распределяться случайным образом по всему объему блока, что может быть проще для производства, или они могут располагаться существенно определенным образом по объему блока, что упростило бы проектирование и предсказание свойств получающегося блока и бесконечной ленты. Даже в этом случае блок все еще может сжиматься. Также клей может предоставляться, чтобы соединять фрагменты друг с другом. Блок с полыми пространствами имеет сниженную плотность, и, предпочтительно, используется для производства легковесной бесконечной ленты, используя способ согласно настоящему изобретению. Такая легковесная бесконечная лента может использоваться, чтобы производить легковесные строительные части, например элементы основы легковесных пластин. Объединение по меньшей мере одной бесконечной ленты из шпона в качестве бесконечной покрывающей ленты с по меньшей мере одной легковесной бесконечной лентой, чтобы сформировать многослойную бесконечную ленту, может привести к многослойной бесконечной легковесной ленте.
В одном из примеров производства блока 50 из фрагментов шпона фрагменты могут иметь длину 50 мм, ширину 20 мм и толщину 1,8 мм. Затем в клеевом барабане фрагменты шпона обеспечиваются дисперсионным адгезивом. Используя ленту, упомянутые обрабатываемые фрагменты шпона проходят через устройство манипуляции, чтобы выровнять ориентацию упомянутых фрагментов шпона. Дополнительно, они проходят через устройство формирования мата, в котором производится мат высотой и шириной в 300 мм из одинаково ориентированных фрагментов шпона. Упомянутый мат затем сжимается посредством сжимающего средства до высоты в 240 мм и снабжается водяным паром, чтобы реактивировать дисперсионный адгезив и вызвать затвердевание мата. Одновременно фрагменты шпона пластифицируются паром и взаимодействуют с клеем так, чтобы сжатие стало фиксированным. Блок, произведенный таким образом, используется немедленно, пока блок еще горячий, чтобы сформировать бесконечную ленту толщиной в 3 мм. Предпочтительно, блок все еще имеет температуру 30-95°C или 50-85°C во время производства бесконечной ленты. Получающаяся бесконечная лента имеет долю в 45% об. полых пространств между полосами шпона (похоже на фиг. 5a) и далее используется, чтобы сформировать слой основы для производства легковесных многослойных элементов.
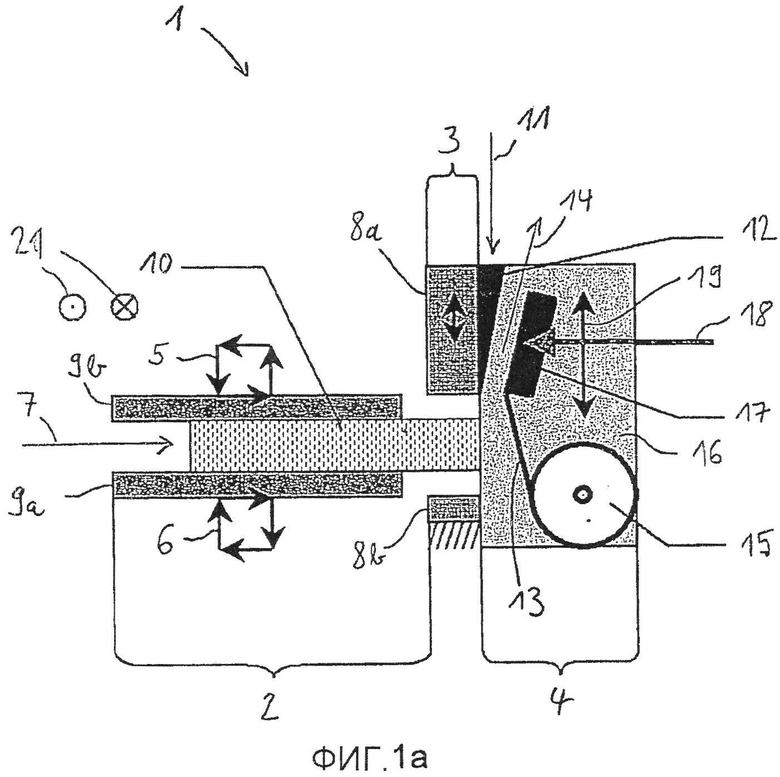

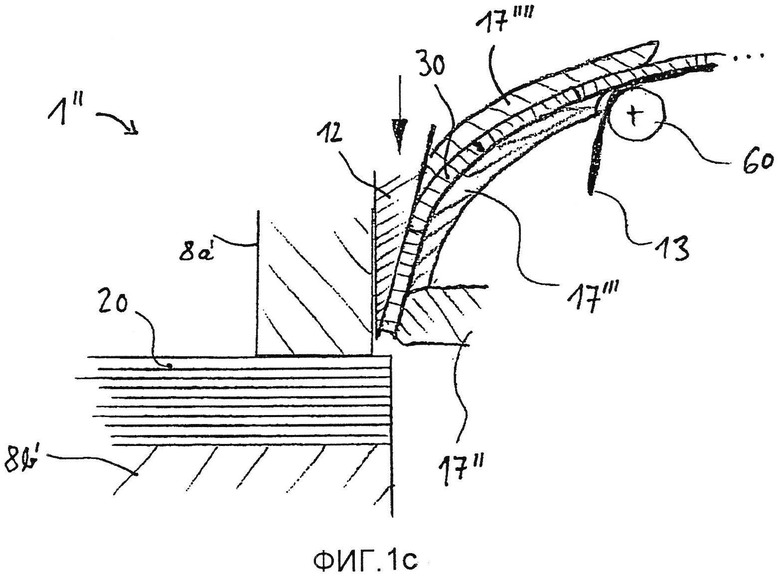
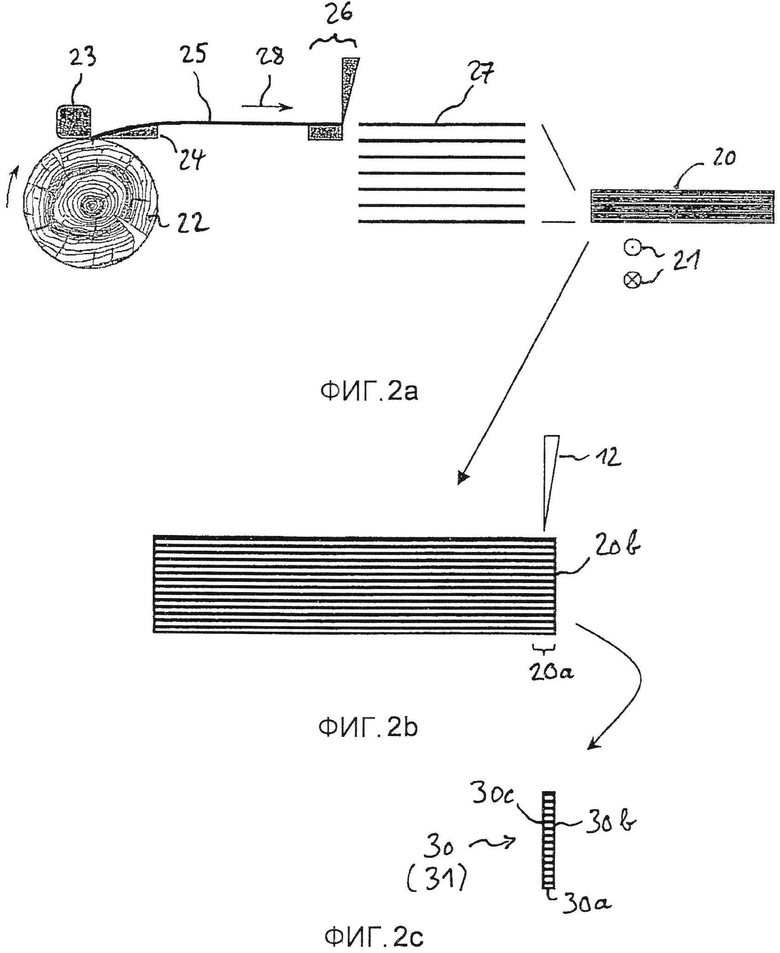
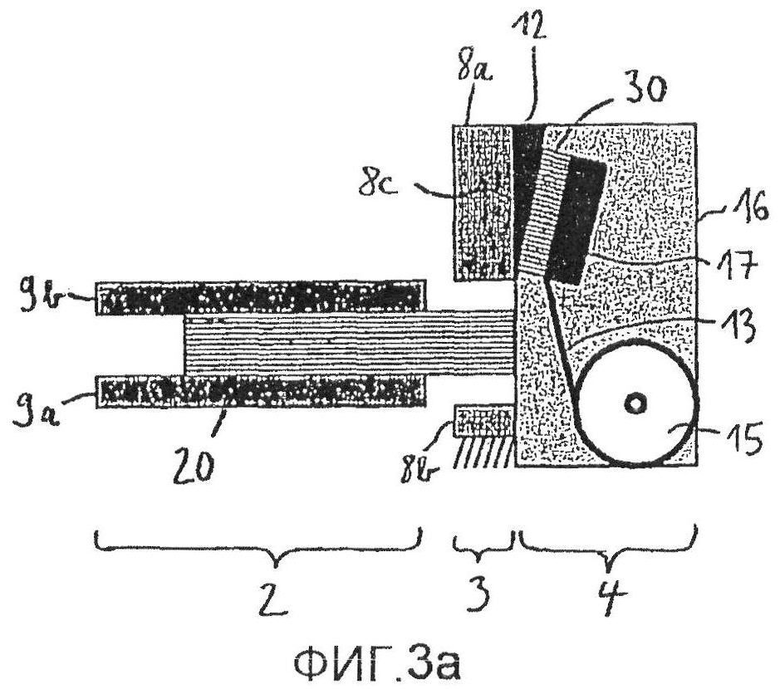


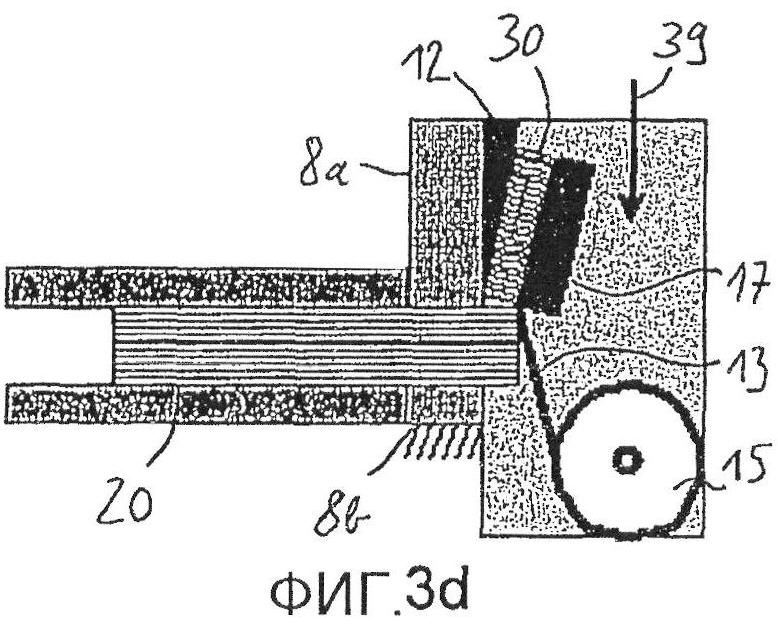
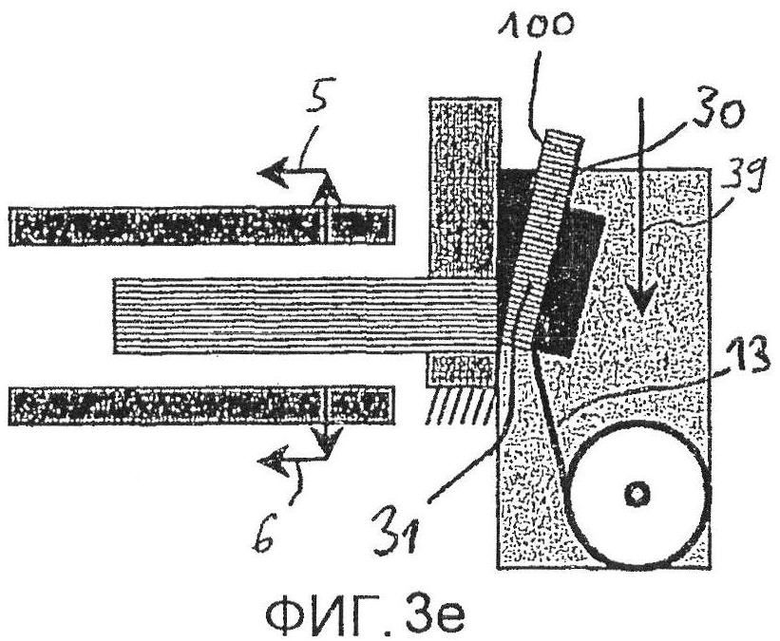
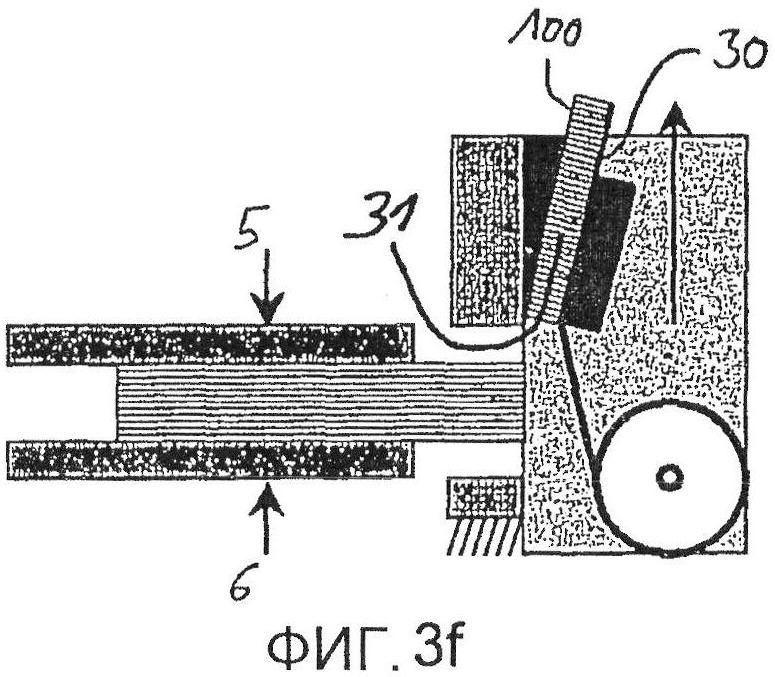
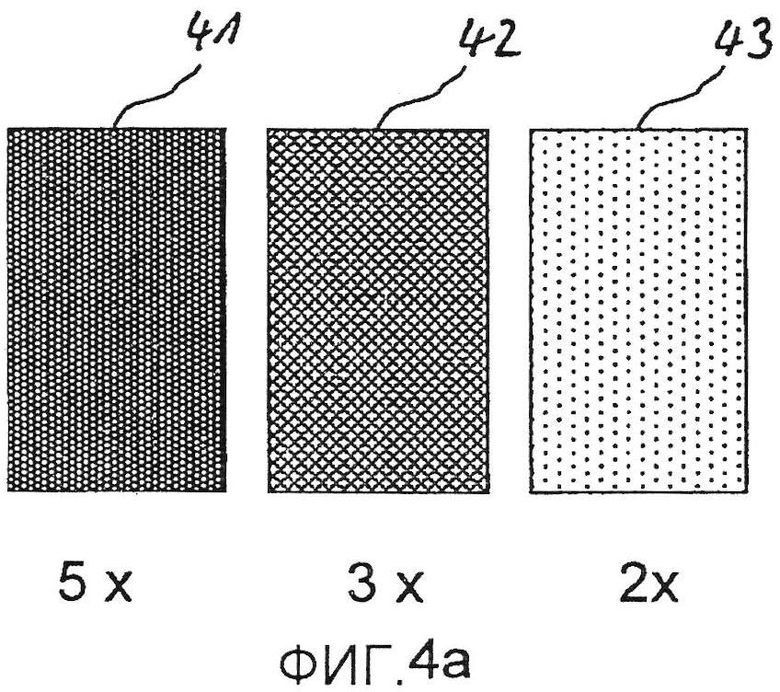

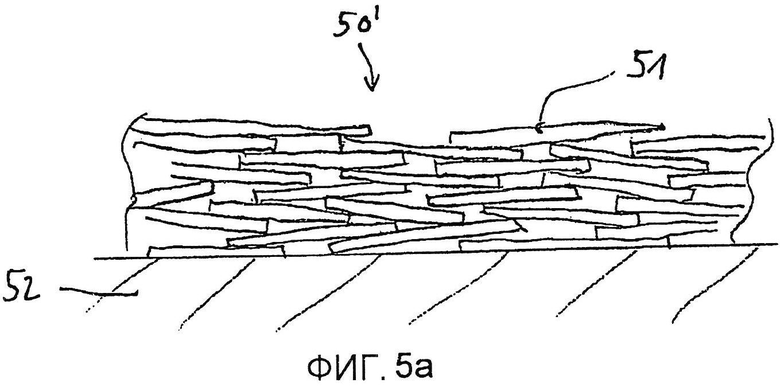
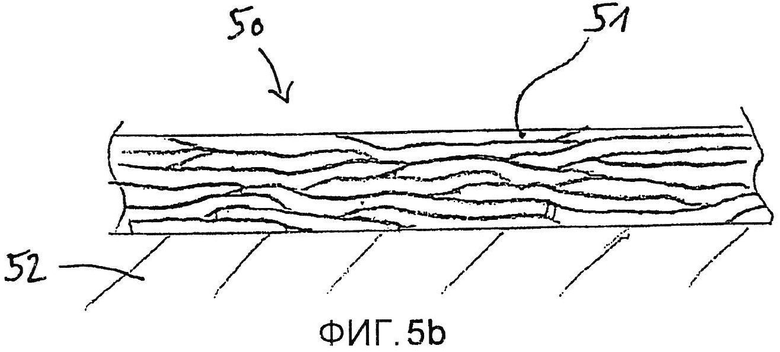
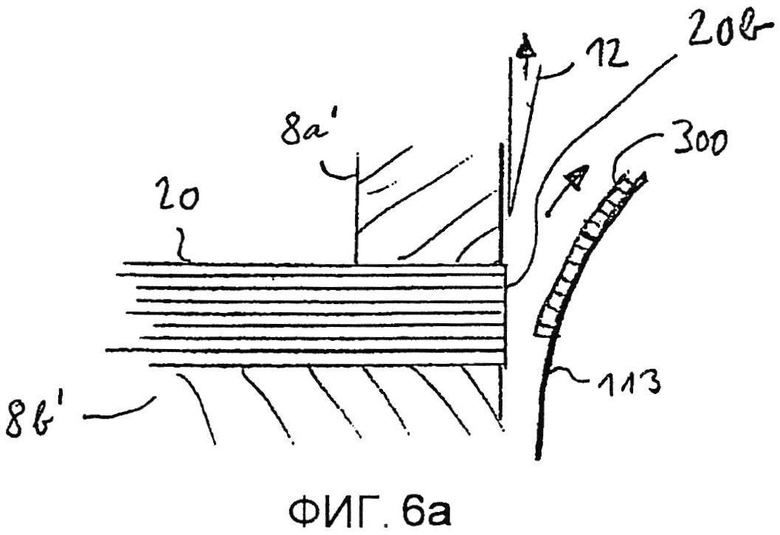
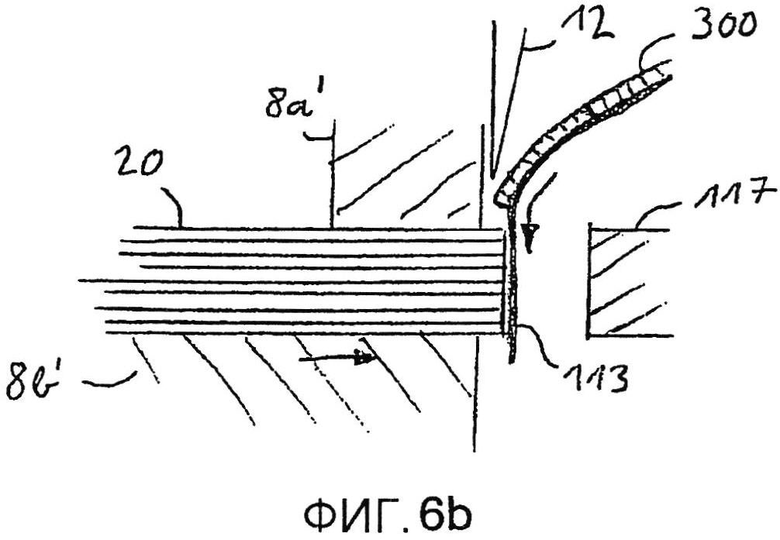
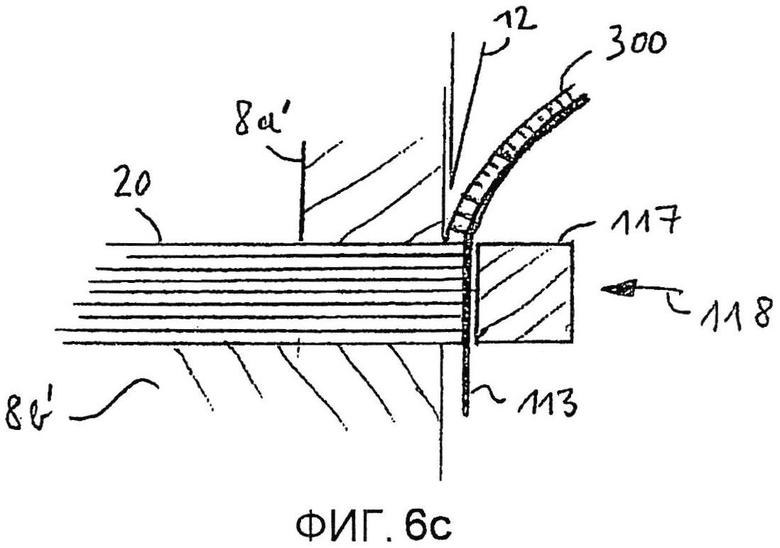
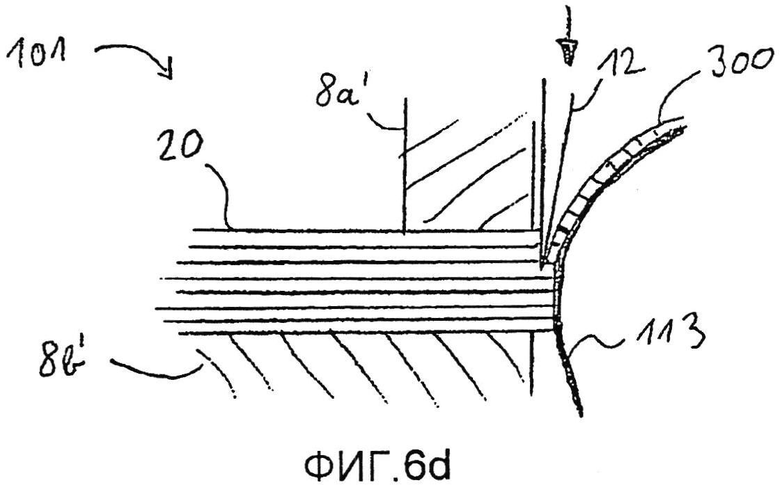
Группа изобретений относится к деревообрабатывающей промышленности, в частности к производству лент из волокнистого материала. При осуществлении способа производства бесконечной ленты отрезают пластинчатый элемент от лицевой стороны блока волокнистого материала. Располагают друг относительно друга краевую поверхность пластинчатого элемента и блок волокнистого элемента так, чтобы главная поверхность пластинчатого элемента следовала за лицевой поверхностью блока волокнистого материала. Соединяют пластинчатые элементы посредством соединительного средства. Отрезают следующий пластинчатый элемент от лицевой стороны блока волокнистого материала. Устройство для производства бесконечной ленты содержит режущее устройство для отрезания пластинчатого элемента, располагающее устройство для расположения пластинчатого элемента и блока волокнистого материала друг относительно друга и соединительное устройство для соединения пластинчатых элементов. Бесконечная лента состоит из множества пластинчатых элементов и соединительного средства. Блок волокнистого материала содержит или состоит из субстроительных частей. Применение бесконечной ленты, содержащей волокнистый материал, возможно для формирования или покрытия поверхности. Упрощается процесс производства бесконечной ленты. 5 н. и 10 з.п. ф-лы, 6 ил.
1. Способ производства бесконечной ленты из по меньшей мере блока волокнистого материала, в частности блока волокнистого материала, содержащего древесину, содержащий по меньшей мере следующие этапы, на которых: отрезают пластинчатый элемент от лицевой стороны блока волокнистого материала, причем пластинчатый элемент имеет поверхность среза от блока волокнистого материала, главную поверхность, направленную к поверхности среза, и краевую поверхность, соединяющую поверхность среза и главную поверхность; располагают друг относительно друга краевую поверхность пластинчатого элемента и блок волокнистого материала так, чтобы главная поверхность пластинчатого элемента следовала за лицевой поверхностью блока волокнистого материала, при этом упомянутая лицевая поверхность формирует главную поверхность следующего пластинчатого элемента; соединяют пластинчатый элемент и следующий пластинчатый элемент посредством соединительного средства; отрезают следующий пластинчатый элемент от лицевой стороны блока волокнистого материала.
2. Способ по п.1, в котором этапы по п.1 повторяют до тех пор, пока не достигнута требуемая длина бесконечной ленты, которая должна быть произведена.
3. Способ по п.1 или 2, в котором на этапе расположения краевой поверхности пластинчатого элемента с блоком волокнистого материала относительно друг друга пластинчатый элемент примыкает к блоку.
4. Способ по п.1, содержащий этап на котором соединительные средства предоставляют блоку волокнистого материала и/или пластинчатому элементу перед тем, как следующий пластинчатый элемент отрезают от блока волокнистого материала.
5. Способ по п.1, содержащий этап на котором следующий пластинчатый элемент полностью отрезают от блока волокнистого материала перед тем, как пластинчатый элемент и следующий пластинчатый элемент соединяют посредством соединительного средства.
6. Способ по п.1, содержащий этап на котором во время производства бесконечной ленты блок волокнистого материала автоматически направляют к соединительному концу бесконечной ленты, который является концом бесконечной ленты, который подлежит расположению бок о бок со следующим пластинчатым элементом.
7. Способ по п.1, в котором разрезание выполняют во время удержания блока в неподвижном состоянии, в то же время перемещая бесконечную ленту во время разрезающего движения в направлении блока.
8. Устройство (1; 1′) для производства бесконечной ленты (100; 200), содержащей волокнистый материал, из по меньшей мере одного блока (10; 20; 40; 50′; 50) волокнистого материала, причем устройство, в частности, пригодно для осуществления способа по любому из пп.1-7, по меньшей мере содержащее: режущее устройство (12; 12′), которое выполнено с возможностью отрезания пластинчатого элемента (30) от лицевой стороны (20a) по меньшей мере одного блока волокнистого материала, располагающее устройство (12, 16, 17) для расположения пластинчатого элемента (30) и блока (10; 20; 40; 50′; 50) волокнистого материала друг относительно друга и соединительное устройство для соединения по меньшей мере двух пластинчатых элементов.
9. Устройство по п.8, в котором пластинчатый элемент имеет поверхность среза от блока волокнистого материала, главную поверхность, направленную к поверхности среза, и краевую поверхность, соединяющую поверхность среза и главную поверхность, и в котором устройство дополнительно выполнено с возможностью расположения относительно друг друга краевой поверхности пластинчатого элемента и блока волокнистого материала посредством располагающего устройства так, чтобы главная поверхность пластинчатого элемента следовала за лицевой поверхностью блока волокнистого материала, при этом упомянутая лицевая поверхность формирует главную поверхность следующего пластинчатого элемента; отрезания следующего пластинчатого элемента (31) от лицевой стороны блока волокнистого материала посредством режущего устройства и составления бесконечной ленты из пластинчатого элемента и следующего пластинчатого элемента, при этом пластинчатый элемент и следующий пластинчатый элемент соединяются посредством по меньшей мере одного соединительного средства.
10. Устройство (1) по п.9, которое дополнительно содержит по меньшей мере одно или все из следующих компонентов: устройство (2) удержания блока для удержания блока волокнистого материала; устройство (5, 6) перемещения блока для перемещения блока волокнистого материала, в частности, в автоматической синхронизации с функционированием режущего устройства (12); средство (3) прижимания блока, предпочтительно способное фиксировать блок относительно любой неподвижно фиксированной части; устройство (4) обработки ленты; устройство (12, 17) удержания и/или фиксации ленты; по меньшей мере одно приводное устройство для приведения в действие одного из подвижных компонентов устройства; устройство или механизм для сопоставления относительного перемещения по меньшей мере двух компонентов устройства, например относительного перемещения устройства удерживания блока и устройства обработки ленты; по меньшей мере одно электрическое устройство управления.
11. Бесконечная лента (100; 200), содержащая волокнистый материал, в частности, полученный посредством способа по любому из пп.1-7, в частности 3D-бесконечная лента, содержащая множество пластинчатых элементов, отрезанных от лицевой стороны блока волокнистого материала, по меньшей мере одно соединительное средство, соединяющее множество пластинчатых элементов, при этом пластинчатые элементы, соответственно, имеют поверхность среза от блока волокнистого материала, главную поверхность, направленную к поверхности среза, и краевую поверхность, соединяющую поверхность среза и главную поверхность, и при этом краевая поверхность пластинчатого элемента и краевая поверхность следующего пластинчатого элемента расположены так, что главная поверхность пластинчатого элемента следует за главной поверхностью следующего пластинчатого элемента.
12. Блок (20; 40; 50) волокнистого материала, выполненный чтобы быть пригодным для применения в качестве основного материала для формирования бесконечной ленты по п.11, причем блок волокнистого материала содержит или по существу состоит из субстроительных частей, в частности случайных фрагментов или из слоев шпона, расположенных в заданной последовательности.
13. Бесконечная лента по п.11, в которой пластинчатые элементы, формирующие бесконечную ленту, содержат различные субстроительные части, в частности полосообразные элементы, или по существу состоят из различных субстроительных частей, которые предпочтительно изготовлены из шпона, полученного посредством разрезания блока волокнистого материала по п.12, который предпочтительно состоит из наслоенных шпонов.
14. Бесконечная лента по п.13, в которой заданная последовательность полосообразных элементов обеспечена в бесконечной ленте и в блоке, который был основным материалом для формирования бесконечной ленты, при этом последовательность была определена согласно по меньшей мере одному критерию.
15. Применение бесконечной ленты, содержащей волокнистый материал, по любому из пп.11, 13 или 14 для формирования или покрытия поверхности, в частности искривленной поверхности трехмерных предметов или частей, например, мебели.
| Способ ремонта металлической кровли и устройство для его осуществления | 1986 |
|
SU1458529A1 |
| US 5383504 A, 24.01.1995; | |||
| СПОСОБ СВЯЗИ, УСТРОЙСТВО ДОСТУПА К СЕТИ И ОСНОВНОЕ СЕТЕВОЕ УСТРОЙСТВО | 2018 |
|
RU2771923C2 |
| Способ нанесения покрытия в виде пленки или пропитанной смолами бумаги на тонкие плиты | 1988 |
|
SU1768026A3 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗАНИЯ ПРОТИВОПОЛОЖНЫХ КОНЦОВ ЛИСТА ФАНЕРЫ НЕПРАВИЛЬНОЙ ФОРМЫ | 1991 |
|
RU2085368C1 |

