Настоящее изобретение относится к способу и устройству для горячей формовки изделий из термопластичного материала.
Настоящее изобретение разработано, в частности, для формовки панелей для облицовки салонов автомобилей. Существующая технология изготовления облицовочных панелей включает нагрев по меньшей мере одной пластины термопластичного материала при температуре пластификации и размещение пластины вместе с листом обивочного материала между двумя половинками матрицы в устройстве для формовки, которые имеют соответствующие формующие поверхности, установленные одна против другой. Горячая формовка включает приложение давления к противолежащим поверхностям пластины в пластичном состоянии, что придает, таким образом, пластине необходимую форму. Как правило, в процессе формовки на одну поверхность самой пластины накладывают лист обивочного материала. Когда панели изготавливают для внутренней облицовки автомобилей, то на задней поверхности панели часто необходимо установить одну или несколько вставок, образующих крепежные гнезда для средств фиксации, таких как винты, заклепки и т.п. Как правило, эти вставки получают литьем под давлением отдельно от горячей формовки панелей, а затем закрепляют сваркой на задней поверхности полученной формовкой пластины. В отличие от этого вставки, полученные литьем под давлением, можно фиксировать на пластине в процессе горячей формовки самой пластины, в этом случае вставки располагают в средстве горячей формовки и механически прикрепляют к пластине в процессе формовки.
Последний подход, помимо оборудования для горячей формовки, требует оборудования для литья под давлением и включает этап производства, в котором вставки фиксируют на формуемых пластинах, или еще один этап, в котором вставки размещают в оборудовании для формовки.
Задача настоящего изобретения заключается в разработке способа и устройства для горячей формовки изделий из термопластичного материала, которые обеспечивают снижение стоимости готовых изделий и упрощение производственного цикла.
В соответствии с настоящим изобретением поставленная задача достигается посредством способа и устройства, включающих признаки, изложенные в формуле изобретения.
Далее настоящее изобретение будет описано подробно со ссылкой на прилагаемые чертежи, иллюстрирующие неограничивающий пример изобретения, на которых:
- на фиг.1 схематично представлено частичное сечение устройства для горячей формовки в соответствии с настоящим изобретением;
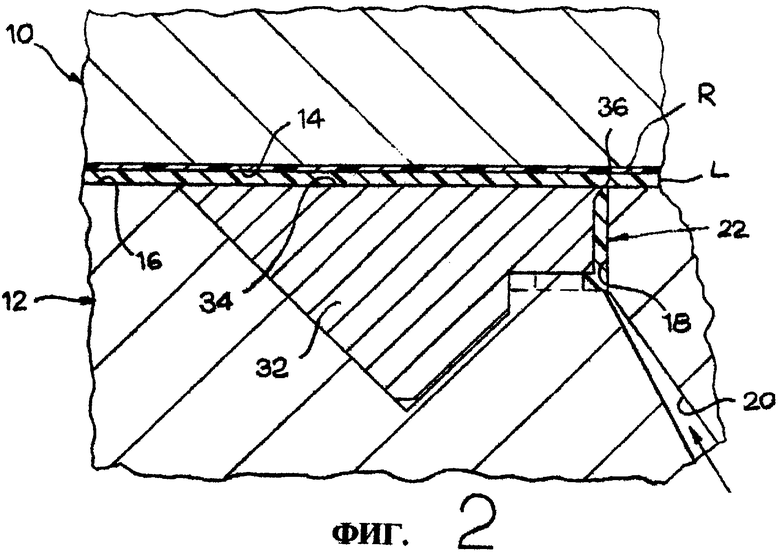
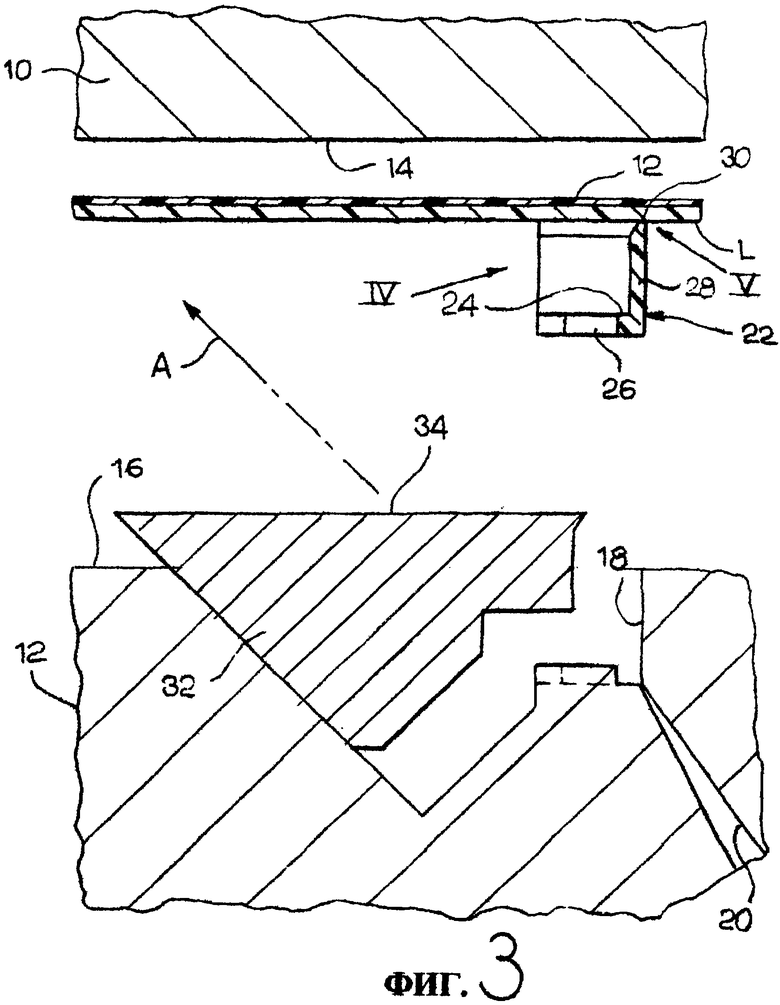
- на фиг.2 и 3 схематично представлены сечения, иллюстрирующие устройство на фиг.1 на разных этапах производственного цикла;
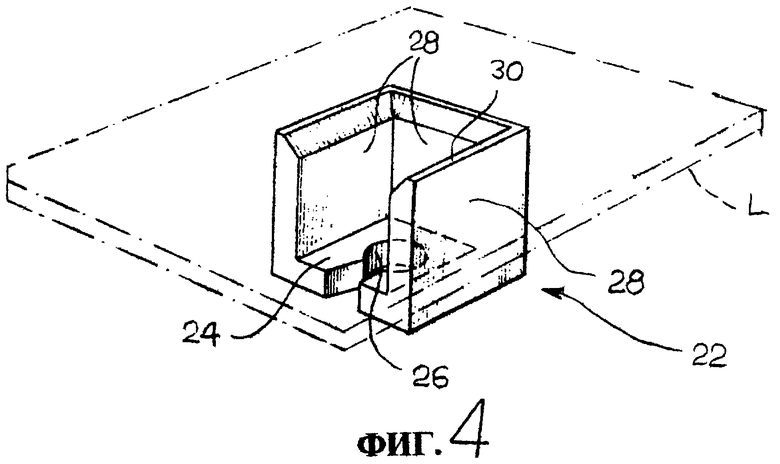
- на фиг.4 схематично представлена аксонометрическая проекция детали, указанной стрелкой IV на фиг.3; и
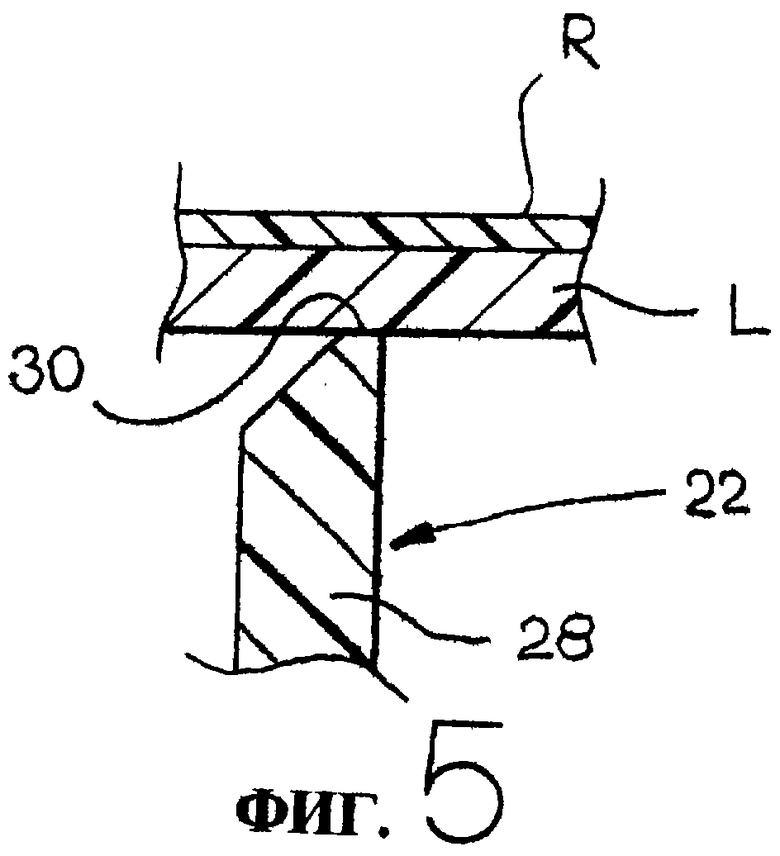
- на фиг.5 в увеличенном масштабе представлена деталь, указанная стрелкой V на фиг.3.
Как показано на фиг.1-3, ссылочными позициями 10 и 12 обозначены соответственно верхняя половинка матрицы и нижняя половинка матрицы устройства для горячей формовки. Половинки матриц 10, 12 имеют соответственно поверхности 14, 16 для формовки, которые установлены одна против другой и конструктивно предназначены для приложения давления формования к пластине L из термопластичного материала, при последовательном перемещении из открытого положения в закрытое положение.
На фиг.1 показаны половинки матрицы в закрытом положении в конце горячей формовки пластины L. Пластину L сначала нагревают до температуры пластификации и помещают между двумя половинками 10, 12 матрицы, в это время они находятся в открытом положении. Вместе с пластиной L между двумя половинками матрицы может быть размещен лист R обивочного материала, так чтобы он был уложен на одну из поверхностей пластины L при формовке последней. Половинки матрицы 10, 12 обычным образом снабжены системой охлаждения, для того чтобы обеспечить в ходе операции формовки охлаждение пластины L до более низкой температуры, чем температура пластификации термопластичного материала.
В одной из двух половинок матрицы (в показанном примере нижняя половинка 12 матрицы) предусмотрено по меньшей мере одно гнездо 18 для литья под давлением, которое соединено с инжекционным каналом 20. Гнездо 18 предназначено для образования вставки 22, имеющей форму, показанную, например, на фиг.4. Вставка 22, показанная для пояснения примера на фиг.4, включает часть 24, имеющую сквозное отверстие 26, ось которого по существу перпендикулярна пластине L. Часть 24 соединена с пластиной L тремя стенками 28, прикрепленными к пластине L, каждая вдоль одной из ее кромок 30.
На фиг.1 показана конфигурация устройства для формовки в конце этапа горячей формовки и перед впрыском пластмассы в гнездо 18 для литья под давлением. Гнездо 18 расположено между одной частью матрицы 12 и ползуном 32, который выполнен подвижным относительно половинки 12 матрицы, чтобы можно было извлечь вставку 22, которая образуется в гнезде 18. Ползун 32 имеет поверхность 34, которая составляет часть поверхности для горячей формовки у половинки 12 матрицы.
Как можно видеть на фиг.1, формовочное гнездо 18 связано с поверхностью 16, 34 горячей формовки суженной частью 36, которая образует соединительную кромку 30 между вставкой 22 и пластиной L. Суженная часть 36 имеет существенно меньшую поверхность, чем поперечное сечение остальной части гнезда 18, с тем чтобы получить в суженной части 36 заметное снижение давления пластмассы, впрыскиваемой в формовочное гнездо 18.
Как показано на фиг.2, после того как горячая формовка пластины L выполнена и после частичного охлаждения пластины L при контакте с половинками матрицы 10, 12, в гнездо 18 для литья под давлением впрыскивают пластмассу, совместимую с термопластичной матрицей пластины L. Впрыскивание пластмассы выполняют в соответствии с технологией, типичной для литья под давлением пластмасс. Например, пластмасса может быть основана на пропилене и впрыскиваться под давлением в диапазоне 60-100 МПа и при температуре в диапазоне 180°С. Суженная часть 36 при контакте между формовочным гнездом 18 и пластиной L снижает давление на пластину L впрыскиваемого материала и, таким образом, предотвращает повреждение пластины L и обивочного листа R впрыскиваемым материалом. Размеры суженной части 36 можно изменять в соответствии с параметрами процесса впрыскивания, с тем чтобы предотвратить повреждение пластины и в то же самое время получить поверхность взаимного соединения между вставкой 22 и пластиной L, которая является достаточно большой для надежного крепления.
Как показано на фиг.3, после того как вставка получена литьем под давлением, половинки матрицы 10, 12 приводят в открытое положение и в то же время перемещают ползун 32 относительно половинки матрицы 12 в направлении, указанном стрелкой А, с тем чтобы можно было извлечь вставку 22 из гнезда 18. Как показано на фиг.3 и 5, вставка 22 прикреплена к пластине L вдоль кромки 30, имеющей сужающееся сечение. Количество вставок 22, прикрепленных к пластине L, можно изменять в соответствии с конкретными потребностями. Кроме того, можно широко варьировать форму и размеры каждой вставки 22 в соответствии с тем, как описано и показано здесь исключительно с целью представления примера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМЕЮЩАЯ ФОРМУ ПОЛОГО ЦИЛИНДРА ВИНТОВАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2613434C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОСНОВЫ, СПОСОБ ФОРМОВАНИЯ ЭЛАСТОМЕРНЫХ ПОКРЫТИЙ И СПОСОБ ШТАМПОВКИ БРУСКА ИЗ МОЮЩЕГО ВЕЩЕСТВА | 1997 |
|
RU2182080C2 |
| Устройство для сращивания кабельных изделий | 1976 |
|
SU736234A1 |
| Способ формования изделий, усиленных каркасом из непрерывного волокна | 2020 |
|
RU2738650C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОТЛИТОГО ИЗДЕЛИЯ ИЗ ФОРМЫ | 2003 |
|
RU2310563C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕОБРАЗНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ, УСТОЙЧИВЫХ К НАГРУЗКАМ НА РАСТЯЖЕНИЕ ИЛИ СЖАТИЕ | 2011 |
|
RU2531194C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ ЩЕТКИ И ЗУБНАЯ ЩЕТКА | 2012 |
|
RU2611527C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЩЕТИНОК | 2003 |
|
RU2301740C2 |
| УПАКОВОЧНАЯ ТАРА ТИПА НЕПРОЗРАЧНЫХ БУТЫЛОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2346871C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ МАССЫ | 2007 |
|
RU2437757C2 |
Способ и устройство для горячей формовки изделий из термопластичного материала, которые разработаны, в частности, для формовки панелей для облицовки салонов автомобиля. Способ горячей формовки изделий из термопластичного материала включает этапы нагрева по меньшей мере одной пластины из термопластичного материала до температуры пластификации, сжатия нагретой пластины между двумя формующими поверхностями, установленными одна против другой, пары половинок матрицы и формовки посредством литья под давлением посредством впрыска пластмассы под высоким давлением в гнездо, связанное с одной из формующих поверхностей, по меньшей мере одной вставки, прикрепленной к поверхности пластины, в то время как пластину подвергают сжатию между формующими поверхностями. В гнезде выполняют суженную часть, предназначенную для получения снижения давления впрыскиваемой пластмассы при контакте с пластиной. Устройство для горячей формовки изделий из термопластичного материала содержит первую и вторую половинки матрицы, которые выполнены с возможностью перемещения одна относительно другой между открытым положением и закрытым положением. Половинки матрицы снабжены соответствующими формующими поверхностями, предназначенными для осуществления горячей формовки по меньшей мере одной пластины из термопластичного материала. По меньшей мере одна из половинок матрицы содержит по меньшей мере одно гнездо для литья под давлением, связанное с соответсвующей полученной горячей формовкой поверхностью, и по меньшей мере один инжекционный канал, предусмотренный для впрыска пластмассы внутрь гнезда. Гнездо для литья под далением имеет суженную часть, предназначенную для снижения давления впрыскиваемой пластмассы при контакте с пластиной. Технический результат способа и устройства заключается в разработке способа и устройства для горячей формовки изделий из термопластичного материала, которые обеспечивают снижение стоимости готовых изделий и упрощение производственного цикла. 2 н. и 2 з.п. ф-лы, 5 ил.
| DE 1981881 A1, 05.11.1998.JP 8229977 A, 10.09.1996.FR 2768360 A1, 19.03.1999.JP 4168019 A, 16.06.1992.US 5942169 A, 24.08.1999.WO 99/20450 A1, 29.04.1999.SU 151014 A, 01.09 | |||
| Водоотводчик | 1925 |
|
SU1962A1 |

