Изобретение относится к способу изготовления кольцеобразных, устойчивых к растягивающим или сжимающим нагрузкам формованных изделий из пластмассы согласно ограничительной части пункта 1 формулы, а также к арматуре для находящихся под давлением текучих сред согласно ограничительной части пункта 7 формулы.
В DE 10 2005 042 579 A1, DE 37 32 703 А1 и в DE 37 40 531 А1 описаны комбинированные водомеры, корпуса которых имеют верхнее отверстие, через которое устанавливаются и извлекаются встроенные измерительные устройства. Герметичное закрытие верхнего отверстия осуществляется посредством нажимной крышки, которая при помощи крепежных винтов разъемно соединена с корпусом. Для достижения большей прочности при сжатии нажимная крышка выполнена из металла. Измерительный механизм расположен на нажимной крышке. Если нажимная крышка выполнена немагнитной, например из латуни, вращение турбины может быть передано на измерительный механизм при помощи постоянных магнитов.
По различным причинам уже много лет предпринимаются попытки изготавливать соприкасающуюся с питьевой водой арматуру не из металла, в частности не из латуни, а из пластмассы. Пластмассы имеют, однако, некоторые свойства, которые делают необходимой их особую адаптацию для такого применения. Во-первых, пластмассы существенно менее стабильны, чем металлы. Кроме того, пластмассы склонны к тому, что не выдерживают длительного воздействия сжимающей или растягивающей нагрузки. Кроме того, вода проникает в пластмассу и дополнительно снижает ее прочность. Ввиду повышенных требований к прочности, пластмассы должны быть усилены стекловолокном или керамическим волокном, из-за чего усложняется процесс литья под давлением.
И наконец, было установлено, что то, каким образом впрыскиваемый в пресс-форму для литья под давлением расплав пластмассы распределяется внутри нее и с какой стороны лежат так называемые линии стыка, является определяющим для прочности готового формованного изделия. Литые изделия, у которых линии стыка расположены неудачно, обладают существенно пониженной прочностью. Это является неудовлетворительным.
Линии стыка возникают, если охлажденные фронты потока впрыскиваемой в пресс-форму пластмассы сталкиваются друг с другом и потому не могут образовать достаточно прочное (неразъемное) соединение материала. Если расплав пластмассы, например, обтекает керн, то вблизи поверхности керна расплав охлаждается, что приводит к существенному ослаблению линии стыка.
В технике известно несколько способов улучшения качества линии стыка.
Первый способ состоит в том, чтобы целенаправленно нагревать фронт потока. Так, например, может обогреваться обтекаемый расплавом пластмассы керн, чтобы уменьшить или предотвратить охлаждение расплава. Кроме того, известен способ, при котором кратковременно подогревается поверхность пресс-формы в области линии стыка во время заполнения. Посредством этого фронт потока расплава размягчается и обеспечивается лучшее перемешивание материала в области фронта потока. Разумеется, из-за этого может увеличиться время цикла.
В случае формованных изделий, у которых одновременно производится впрыск через несколько литников, не удается избежать образования линий стыка, поскольку различные потоки расплава сталкиваются друг с другом в конце пути течения потоков. При применении так называемого каскадного литья под давлением полость в начале фазы наполнения заполняется только через сопло одного литникового канала. Когда фронт потока расплава перетекает в следующий участок, открывается сопло следующего канала и новая порция расплава впрыскивается в имеющийся поток расплава. Таким образом, посредством использования нескольких каналов можно избежать больших путей течения и столкновения холодных фронтов потоков друг с другом. Разумеется, необходимо трудоемкое управление соплами литниковых каналов, и время цикла увеличивается.
Усовершенствование каскадного литья под давлением достигается за счет соответствующим образом управляемых горячих сопел литниковых каналов. Для этого сначала полость заполняется через сопла всех каналов. Незадолго до окончательного заполнения, или во время фазы давления подпитки, оставшаяся часть полости заполняется только через сопло одного канала. Это приводит к протеканию через область линии стыка между соплами каналов. В этом случае также необходимо трудоемкое управление соплами литниковых каналов.
Следующим известным способом улучшения качества линий стыка формованного изделия является так называемое двухтактное литье под давлением. При этом полость заполняется посредством двух впрыскивающих агрегатов, которые могут управляться отличным друг от друга образом. После заполнения обоими агрегатами червяк одного из агрегатов отводится, в то время как второй агрегат продолжает впрыск. Таким образом еще текучее ядро линии стыка смещается. Поскольку для осуществления этого способа необходимо несколько впрыскивающих агрегатов с соответствующей системой управления, этот способ является очень трудоемким.
Во всех случаях предпринимаются попытки осуществить протекание через линию стыка, чтобы улучшить ее механические свойства. При этом после столкновения фронтов потоков пластичное ядро линии стыка смещается. Еще медленно смещающаяся линия стыка приобретает, таким образом, параболическую форму и становится похожа на шпунтовое соединение. Лучшим, но также и самым трудоемким образом оно достигается посредством применения описанных выше способов каскадного литья под давлением и двухтактного литья под давлением, которые, тем не менее, являются очень трудоемкими.
В основе настоящего изобретения лежит задача, состоящая в том, чтобы предложить способ изготовления формованных изделий с использованием пресс-формы с основной полостью, в которой формуется формованное изделие, и по меньшей мере одним керном.
Данная задача решается посредством способа с признаками п.1 формулы.
Настоящее изобретение состоит в том, чтобы обеспечить протекание через линию стыка за счет того, что в особенно критических местах расположены дополнительные полости, в которые может втекать расплав пластмассы, причем через сердцевину линий стыка протекает горячий расплав пластмассы и образуется вышеупомянутая параболическая форма.
Следующим преимуществом предлагаемого в изобретении способа является то, что посредством умелого размещения дополнительных полостей направление волокон усиленных волокнами пластмасс, например, может регулироваться, например, параллельно друг другу и перпендикулярно к направлению силы, благодаря чему прочность пластмассового формованного изделия на сжатие значительно повышается. При этом практически обеспечиваются свойства однородной усиленной волокнами пластмассы.
Образующиеся при этом дополнительные формованные тела могут затем быть удалены. При необходимости, однако, эти дополнительные формованные тела могут также выполнять осмысленные функции, при осуществлении которых прочность не играет роли.
Типичным применением предлагаемого в изобретении способа является изготовление арматуры для подвергающихся сжимающим нагрузками формованных элементов водопровода, например корпусов, нажимных крышек и зажимных колец счетчиков расхода воды. Существенным преимуществом здесь является то, что корпуса и/или нажимные диски выполняются из пластмассы. Пластмасса является немагнитным материалом, поэтому вращение измерительного элемента может быть с помощью постоянного магнита передано на измерительный механизм. Кроме того, пластмасса не оказывает негативного влияния на измеряемую текучую среду, в частности на воду.
Для увеличения механической устойчивости формованного изделия оказывается предпочтительным, чтобы линия стыка образовывалась смещенной в сторону от соединительного канала. В частности, является предпочтительным, чтобы линия стыка образовывалась в том участке формованного изделия, который при использовании формованного изделия по назначению находится в области, на которую воздействуют незначительные механические нагрузки.
Точка впрыска пластмассы предпочтительно так расположена в пресс-форме, что по меньшей мере одна линия стыка образуется вблизи соединительного канала.
Если используется несколько точек впрыска пластмассы, они размещаются таким образом, что линии стыка образуются вблизи соединительных каналов.
Несколько точек впрыска предпочтительно управляются таким образом, что линии стыка во время впрыска расплава пластмассы образуются у соединительных каналов и что при последующем увеличении давления расплав пластмассы протекает в дополнительные полости; причем происходит протекание через образовавшиеся при заполнении основной полости линии стыка.
Кроме того, в основе настоящего изобретения лежит задача, состоящая в том, чтобы предложить арматуру для находящихся под давлением текучих сред, в частности воды, с зажимным кольцом, причем зажимное кольцо выполнено из пластмассы и имеет высокую прочность.
Эта задача решается посредством арматуры с признаками п.7 формулы.
Благодаря особенной форме зажимного кольца с присоединенными посредством ножек дополнительными формованными телами находящиеся под большими нагрузками пластмассовые формованные детали удается изготовить без ослабленных линий стыка и с оптимальной ориентацией усиливающих волокон. Образующиеся при этом дополнительные формованные тела и ножки могут затем быть удалены. При необходимости, однако, эти дополнительные формованные тела могут также выполнять осмысленные функции, при осуществлении которых прочность не играет роли.
Арматура предпочтительно имеет корпус с отверстием и нажимную крышку, которая посредством крепежных устройств разъемно закрывает отверстие, причем нажимная крышка содержит уплотняющую пластину и зажимное кольцо, причем уплотняющая пластина имеет окружный краевой фланец, уплотняющая пластина отлита под давлением из пластмассы и зажимное кольцо прижимает уплотняющую пластину к корпусу.
Согласно предпочтительному варианту осуществления изобретения, краевой фланец уплотняющей пластины скошен наружу, и зажимное кольцо сформовано подходящим ему по форме. Этот скос приводит к тому, что давление снизу на уплотняющую пластину вызывает растягивающие напряжения в упорном кольце. Однако благодаря протеканию расплава пластмассы в дополнительные формованные тела содержащиеся в пластмассе усиливающие волокна оказываются в точности правильно ориентированы, в том числе и в области обтекаемой линии стыка.
Существенным преимуществом является то, что уплотняющая пластина выполнена из пластмассы. Пластмасса является немагнитным материалом, поэтому вращение турбины может быть с помощью постоянного магнита передано на измерительный механизм. Кроме того, пластмасса не оказывает негативного влияния на измеряемую текучую среду, в частности на воду, если выбирается материал, безвредный для пищевых продуктов.
Типичным примером применения предлагаемой в изобретении арматуры с предлагаемым в изобретении зажимным кольцом являются водомеры (счетчики расхода воды), например комбинированные водомеры с корпусом, который имеет боковое, закрывающееся посредством нажимной крышки отверстие.
Изобретение в форме примера его осуществления детально разъясняется при помощи чертежей. На них, соответственно, чисто схематически представлено:
фиг. 1 - первая пресс-форма для изготовления кольцеобразного, устойчивого к растягивающим или сжимающим нагрузкам формованного изделия из пластмассы;
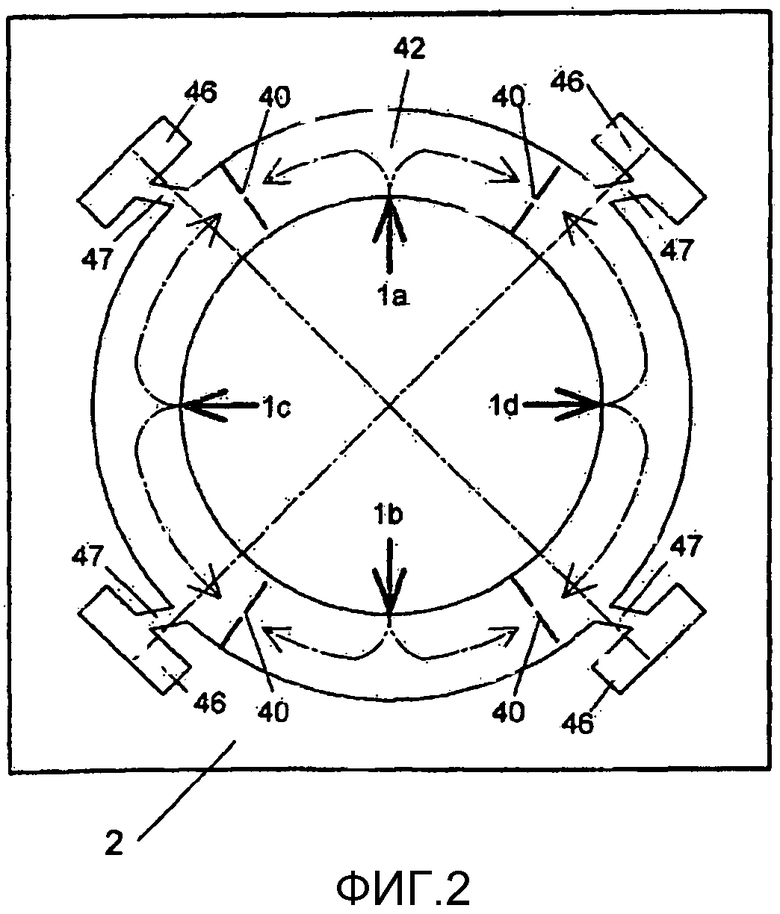
фиг. 2 - вторая пресс-форма для изготовления кольцеобразного, устойчивого к растягивающим или сжимающим нагрузкам формованного изделия из пластмассы;
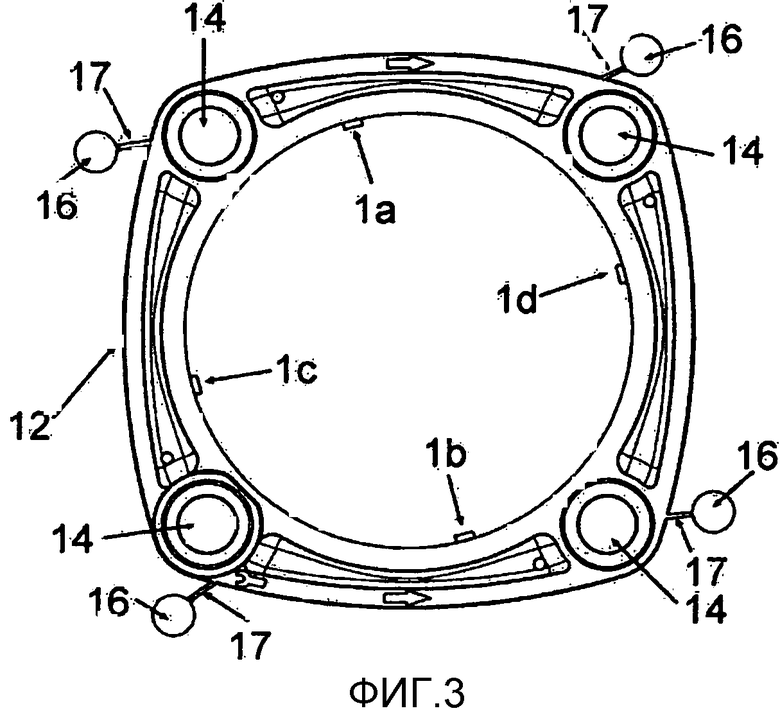
фиг. 3 - перспективное изображение кольцеобразного, устойчивого к растягивающим или сжимающим нагрузкам формованного изделия из пластмассы;
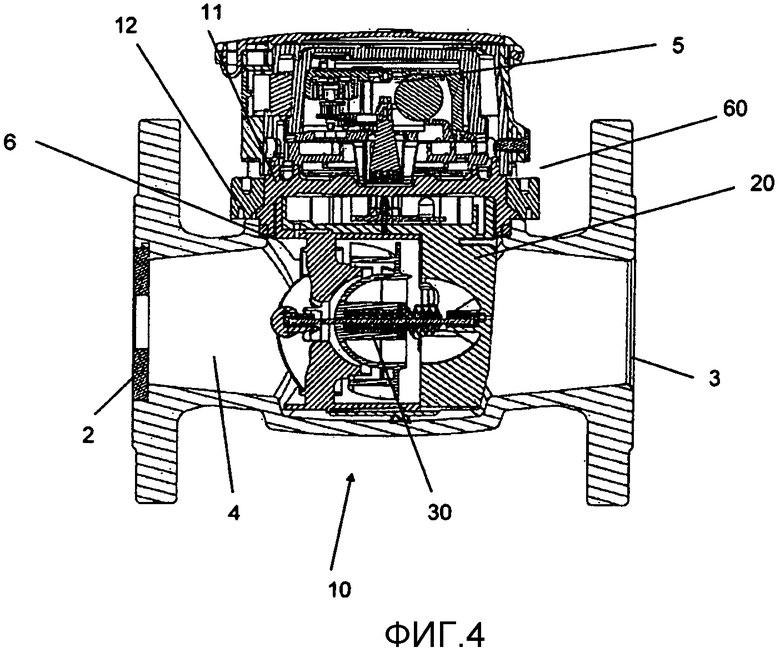
фиг. 4 - турбинный счетчик в разрезе;
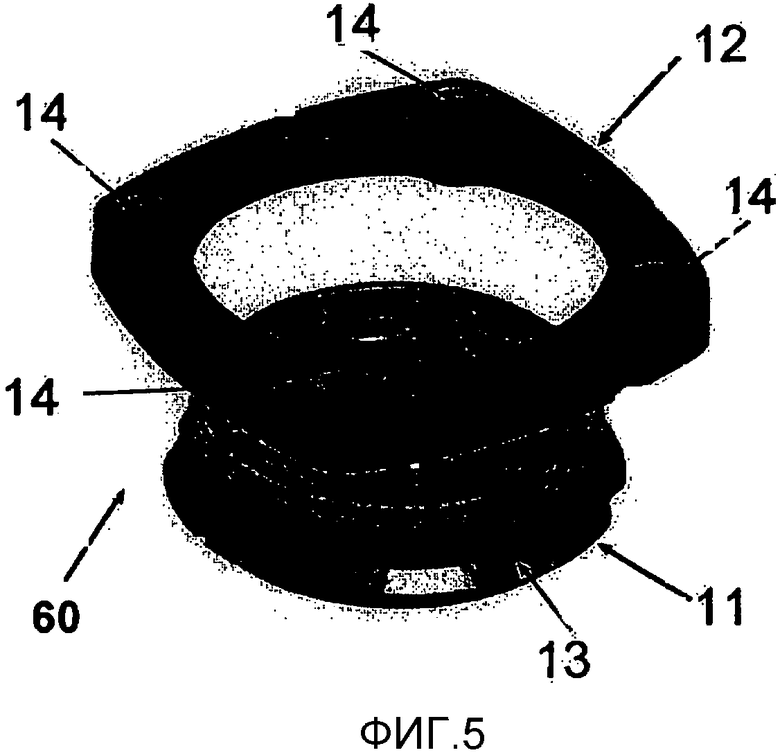
фиг. 5 - перспективное изображение комбинации уплотняющей пластины и зажимного кольца; и
фиг. 6 - третья пресс-форма для изготовления кольцеобразного, устойчивого к растягивающим или сжимающим нагрузкам формованного изделия из пластмассы.
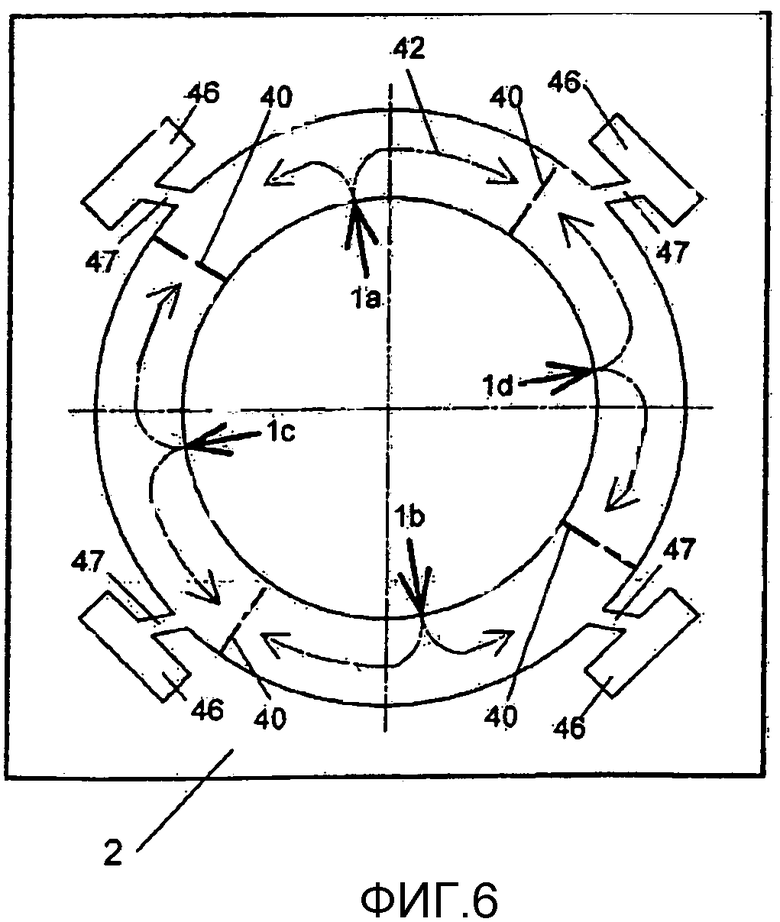
На фиг. 1 чисто схематически изображена первая пресс-форма 2 с основной полостью 42 для изготовления кольцеобразного, устойчивого к растягивающим или сжимающим нагрузкам формованного изделия из пластмассы. Расплав пластмассы впрыскивается в основную полость 42 в точке 1a впрыска и более или менее равномерно течет направо и налево. Там, где тем временем немного охладившись, сталкиваются обе части потока, возникает опасность того, что линия 40 стыка будет иметь существенно уменьшенную прочность.
Чтобы избежать этого, в пресс-форме 2 выполнена дополнительная полость 46, которая соединена с основной полостью 42 посредством соединительного канала 47. Дополнительная полость 46 немного смещена в сторону от линии 40 стыка. Сечение и направление соединительного канала 47 выбраны таким образом, что сначала расплав пластмассы не втекает в соединительный канал 47. Это происходит (расплав пластмассы втекает в соединительный канал 47) лишь тогда, когда давление впрыска увеличится, то есть в так называемую фазу давления подпитки. В то время когда расплав пластмассы втекает в дополнительную полость 46, происходит протекание через линию 40 стыка и образуется вышеупомянутый параболический фронт потока.
На фиг. 2 показана конструкция второй пресс-формы 2, когда расплав пластмассы впрыскивается в основную полость 42 через четыре точки 1a, 1b, 1c, 1d впрыска. При этом через точки 1a и 1b впрыска сначала впрыскивается меньшее количество материала, чем через точки 1c и 1d впрыска, чтобы линии 40 стыка лежали вблизи соединительных каналов 47 с нужной стороны от дополнительных полостей 46. Во время фазы давления подпитки давление впрыска в точках 1a и 1b впрыска увеличивается, поэтому происходит протекание через линии 40 стыка, в то время как наполняются дополнительные полости 46.
В представленной на фиг. 6 третьей пресс-форме 2 через четыре точки 1a, 1b, 1c, 1d впрыска в основную полость 42 впрыскивается, соответственно, одинаковое количество материала расплава пластмассы. Расположение точек 1a, 1b, 1c, 1d впрыска выбирается таким образом, что линии 40 стыка образуются вблизи соединительных каналов 47 с нужной стороны от дополнительных полостей 46. Во время фазы давления подпитки давление впрыска во всех точках 1a, 1b, 1c, 1d впрыска увеличивается, поэтому происходит протекание через линии 40 стыка, в то время как наполняются дополнительные полости 46.
На фиг. 3 показано зажимное кольцо 12, изготовленное в пресс-форме, подобной показанной на фиг. 2 или фиг. 6. Зажимное кольцо 12 имеет четыре сильно, в зависимости от действующих сил, нагруженных крепежных отверстия 14. Для выполнения крепежных отверстий 14 необходимо размещение четырех кернов (на фиг. 2 или фиг. 6 не показаны) в основной полости 42. Для достижения как можно более равномерного заполнения основной полости 42 предусмотрено четыре точки 1a, 1b, 1c, 1d впрыска. Впрыскиваемый через них расплав пластмассы с обеих сторон обтекает керны, чтобы соединиться с обратной стороны и образовать там линию стыка, из-за которой происходит известное уменьшение прочности, что, однако, в области крепежных отверстий является по возможности нежелательным и чего можно избежать посредством четырех дополнительных полостей 46.
Чтобы обеспечить протекание через линию стыка, соединительные каналы 47 смещены в сторону по отношению к образовавшимся во время фазы наполнения основной области 42 из-за обтекания кернов, а также соединения потоков материала от соседних точек 1a,1c; 1c,1b; 1b,1d; 1d,1a впрыска линиям стыка.
Посредством этого во время фазы давления подпитки, когда расплав пластмассы через соединительные каналы 47 нагнетается в дополнительные полости 46, удается осуществить протекание через линии стыка таким образом, что прочность готового формованного изделия 12 также и области крепежных отверстий 14 лишь несущественно уменьшается.
Образовавшиеся в дополнительных полостях дополнительные формованные тела 16 и ножки 17 удаляются перед дальнейшим использованием формованного изделия 12. Альтернативно существует возможность придать формованным телам 16 такую форму, которая сделает возможным их дальнейшее использование в качестве заводской таблички, рукоятки или подобного приспособления.
На фиг. 4 показан турбинный счетчик в разрезе. На этом чертеже виден корпус 10 с впускным отверстием 2, выпускным отверстием 3 и цилиндрический, при необходимости также конический проточный канал 4. На своей верхней стороне корпус 10 имеет отверстие 6, которое разъемно закрывается посредством нажимной крышки 60. Над нажимной крышкой 60 расположен измерительный механизм 5.
В проточном канале 4 под нажимной крышкой 60 расположен держатель 20, на котором размещены все необходимые компоненты для измерения расхода, в частности, турбина 30, которая приводится во вращение протекающей текучей средой и вращение которой при помощи постоянных магнитов передается на измерительный механизм 5 насквозь через нажимную крышку 60.
Как видно из фиг. 5, нажимная крышка 60 выполнена из двух частей и изготовлена из пластмассы при помощи литья. Она состоит из уплотняющей пластины 11 с окружным краевым фланцем 13 и отдельного зажимного кольца 12 с четырьмя крепежными отверстиями 14. Благодаря разделению обычной, выполненной как одно целое нажимной крышки на уплотняющую пластину 11 и зажимное кольцо 12, каждая часть может быть при оптимальных условиях отлита из пластмассы. Если пластмасса содержит усиливающие волокна для повышения прочности состоящей из двух частей нажимной крышки 60 при сжатии, то эти усиливающие волокна во время фазы давления подпитки при протекании через линии стыка увлекаются в движение и ориентируются в направлении дополнительных полостей. Чтобы иметь возможность использовать достигнутую таким образом прочность при растяжении, в частности, в области крепежных отверстий, краевой фланец 13 уплотняющей пластины 11 выполняется скошенным наружу (см. фиг. 5). Если внутренняя область корпуса находится под давлением, то это давление воздействует снизу на уплотняющую пластину, которая через краевой фланец 13 передает давление на зажимное кольцо 12. При этом скос краевого фланца 13 преобразует силу давления в растягивающую силу, которая оптимально выдерживается параллельно ориентированными усиливающими волокнами.
Изобретение относится к способу изготовления кольцеобразных, устойчивых к растяжению или сжатию формованных изделий (12) из пластмассы с использованием пресс-формы (2) для литья под давлением с основной полостью (42). В пресс-форме (2) дополнительно к основной полости (42) выполнена по меньшей мере одна дополнительная полость (46), причем по меньшей мере одна дополнительная полость (46) соединена с основной полостью (42) посредством соединительного канала (47). Основная полость (42) так заполняется расплавом пластмассы, что в основной полости (42) у соединительного канала (47) между по меньшей мере одной дополнительной полостью (46) и основной полостью (42) образуется линия (40) стыка. Сечение соединительного канала (47) имеет такие размеры, что во время заполнения основной полости (42) расплав пластмассы не протекает в дополнительную полость (46). Давление наполнения увеличивается до тех пор, пока расплав пластмассы не начнет протекать в дополнительную полость (46). Протекание расплава происходит через образовавшуюся при заполнении основной полости (42) линию (40) стыка. Затем пресс-форма (2) открывается и формованное изделие вынимается. Арматура используется в устройствах для находящихся под давлением текучих сред и содержит зажимное кольцо, изготовленное способом по изобретению. Технический результат, достигаемый при использовании способа по изобретению, заключается в том, чтобы обеспечить увеличение механической устойчивости формованного изделия. 2 н. и 7 з.п. ф-лы, 6 ил.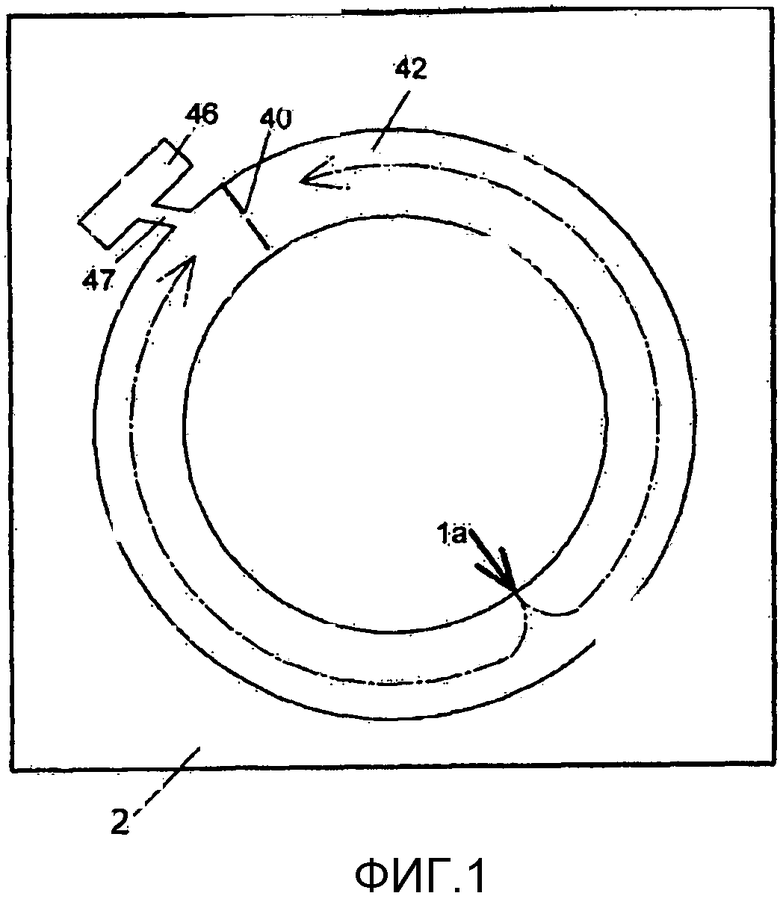
1. Способ изготовления кольцеобразных, устойчивых к нагрузкам на растяжение или сжатие формованных изделий (12) из пластмассы с использованием пресс-формы (2) для литья под давлением с основной полостью (42), причем в пресс-форме (2) дополнительно к основной полости (42) выполнена по меньшей мере одна дополнительная полость (46), причем эта по меньшей мере одна дополнительная полость (46) соединена с основной полостью (42) посредством соединительного канала (47), отличающийся тем, что
основную полость (42) заполняют расплавом пластмассы таким образом, что в основной полости (42) у соединительного канала (47) между по меньшей мере одной дополнительной полостью (46) и основной полостью (42) образуется смещенная в сторону от соединительного канала (47) линия (40) стыка, причем сечение соединительного канала (47) имеет такие размеры, что во время заполнения основной полости (42) расплав пластмассы не попадает в дополнительную полость (46);
давление наполнения увеличивают до тех пор, пока расплав пластмассы не начнет протекать в дополнительную полость (46); причем это протекание происходит через образовавшуюся при заполнении основной полости (42) линию (40) стыка;
пресс-форму (2) открывают и формованное изделие (12) извлекают.
2. Способ по п.1, отличающийся тем, что точка (1а) впрыска так расположена в пресс-форме (2), что по меньшей мере одна линия (40) стыка образуется у соединительного канала (47).
3. Способ по п.1, отличающийся тем, что несколько точек (1a, 1b, 1c, 1d) впрыска так расположены в пресс-форме (2), что линии (40) стыка образуются у соединительных каналов (47).
4. Способ по любому из пп.1-3, отличающийся тем, что при наличии нескольких точек (1a, 1b, 1c, 1d) впрыска они управляются таким образом, что линии (40) стыка во время впрыска расплава пластмассы образуются у соединительных каналов (47), и при последующем увеличении давления расплав пластмассы протекает в дополнительные полости (46); причем протекание происходит через образовавшиеся при заполнении основной полости (42) линии (40) стыка.
5. Способ по любому из пп.1-3, отличающийся тем, что отделяют образовавшиеся в дополнительной полости (46) и в соединительном канале (47) дополнительные формованные тела (16, 17).
6. Способ по п.4, отличающийся тем, что отделяют образовавшиеся в дополнительной полости (46) и в соединительном канале (47) дополнительные формованные тела (16, 17).
7. Арматура для находящихся под давлением текучих сред, в частности воды, содержащая зажимное кольцо из пластмассы, изготовленное способом по любому из пп.1-6, отличающаяся тем, что зажимное кольцо имеет:
отверстия (14) для крепежных устройств;
по меньшей мере одну точку (1a, 1b, 1c, 1d) впрыска у одного из отверстий (14); и
по меньшей мере одно дополнительное формованное тело (16) на обращенной от точки (1a, 1b, 1c, 1d) впрыска стороне отверстия (14).
8. Арматура по п.7, отличающаяся тем, что
арматура содержит корпус (10) с отверстием (6) и
нажимную крышку (60), которая посредством крепежных устройств разъемно закрывает отверстие (6), причем
нажимная крышка (60) содержит
уплотняющую пластину (11) и
зажимное кольцо (12), причем
уплотняющая пластина (11) имеет окружный краевой фланец (13),
уплотняющая пластина (11) отлита под давлением из пластмассы, и
зажимное кольцо (12) прижимает уплотняющую пластину (11) к корпусу (10).
9. Арматура по п.8, отличающаяся тем, что
краевой фланец (13) уплотняющей пластины (11) скошен наружу,
зажимное кольцо (12) выполнено соответствующим по форме краевому фланцу.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ИЗДЕЛИЯ | 2000 |
|
RU2191703C2 |
| JP 11090961A, 06.04.1999 | |||
| Мачта | 1979 |
|
SU879687A1 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ПРЕССОВАНИЯ СМОЛЫ ИЛИ ПЕКА | 2001 |
|
RU2270096C2 |
| КОНТЕЙНЕР ДЛЯ МЕДИКАМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2285645C2 |
| Переработка пластмасс, Справочник, под редакцией В.А.Брагинского, Ленин- град, Химия, 1985, с.130-141 | |||

