Предлагаемое техническое решение относится к области металлургии, в частности к способам замены огнеупорной футеровки на своде промышленных печей, предназначенных для плавки в них металла, преимущественно для плавки меди и ее сплавов, со съемным сводом.
Известен способ замены огнеупорной футеровки, заключающийся в том, что разбор вышедшей из строя футеровки и установки на нее новой футеровки производится без снятия свода непосредственно внутри печи. Для этого печь останавливают, охлаждают, устанавливают леса и производят демонтаж старой футеровки. Затем подготавливают поверхность и производят установку новой огнеупорной футеровки (см. книгу А.И.Ващенко, М.А.Глинков и др. Металлургические печи. 1964 г. стр.197-208).
Недостатком этого способа является то, что при замене требуется полная остановка печи, необходимо много подготовительного времени на охлаждение печи, установку и демонтаж вспомогательного оборудования и невозможность применения механизации при замене футеровки. Поэтому требуется длительная остановка печей и дополнительных затрат на нагрев печи после восстановления футеровки.
Также известен способ для замены футеровки, заключающийся в том, что свод печи снимается с боковых стен печи, транспортируется в другое место и устанавливается на две неподвижные опоры. На место печи устанавливается другой свод с замененной футеровкой. Снятый свод охлаждают и производят съем старой футеровки. Затем на свод снизу устанавливается новая футеровка и устанавливается на хранение до следующей замены футеровки (см., например, свидетельство на полезную модель РФ №11789, кл. В 21 С 47/04, 1998 г.)
Недостатком данного способа является то, что хотя и можно в нем использовать частично механизацию и не требуется остановки печи при замене футеровки, но все равно новую футеровку устанавливают снизу вверх, что делает неудобным ее монтаж и невозможно получить плотную футеровку без зазоров между кирпичами.
Технической задачей изобретения является улучшение условий набора новой футеровки и полное исключение образования зазоров в футеровке при ее наборе.
Указанная задача достигается тем, что в способе для замены футеровки на своде печи, включающем съем секции свода вместе с металлическим каркасом и футеровкой из огнеупорной кладки, установку ее на неподвижные опоры, съем и удаление разрушенной футеровки, укладку новой футеровки на место снятой и установку секции на печь, перед съемом и удалением разрушенной футеровки секцию вместе с футеровкой переворачивают относительно опор таким образом, что после установки секции на опоры ее огнеупорная кладка оказалась сверху, а металлический каркас - снизу, при этом укладку новой футеровки осуществляют сверху по отношению к каркасу секции, а после укладки новой футеровки производят повторный переворот секции в исходное положение.
Предлагаемый способ поясняется чертежом.
На фиг.1 изображено устройство для установки и переворота секции свода, выполненное в соответствии с изобретением.
Как показано на фиг.1 предлагаемое устройство для способа содержит неподвижные опоры 1 и 2, расположенные на одной оси и жестко закрепленные на основании 3, поверхность 4 которого выполнена ровной. По другую сторону опоры 2 соосно установлена дополнительная опора 5 с плоской рабочей поверхностью. В верхней части опоры 2 выполнено сквозное отверстие 6 под съемную ось 7, а в средней ее части выполнен продольный паз 8. Ось 7 закрепляется от смещения, например, клином 9. Секция свода имеет металлический каркас 10, с внутренней стороны которого закреплена огнеупорная кладка 11 в виде множества кирпичей из огнеупорного материала, а с наружной стороны он снабжен Г-образными выступами 12 и 13 с отверстиями 14 и 15. Со стороны центра каркаса 10 выступы 12 и 13 снабжены опорой 16 со сквозным отверстием 17 под ось 7.
Работа предлагаемого устройства осуществляется следующим образом. Каркас 10 секции свода печи за отверстия 14 и 15 выступов 12 и 13 краном снимается с печи и транспортируется на предлагаемое устройство. Снятая секция свода выступом 13 укладывается на опору 1, а отверстие 17 опоры 16 совмещается с отверстием 6 опоры 2. После совмещения отверстий 6 и 17 в них устанавливается ось 7 и закрепляется от осевого перемещения, например, клином 9. После этого из отверстия 14 выступа 12 снимается захватный механизм крана, а за выступ 13 каркас 10 поднимают вверх, поворачивают вокруг оси 7 и укладывают выступ 13 на опору 5. После этого захватный механизм крана удаляют из отверстия 15 выступа 13 и установка секции на устройстве заканчивается. После установки секции огнеупорная кладка 11 оказывается сверху, а каркас 10 внизу. Затем производится разрушение старой кладки 11 и удаление ее с каркаса 10. После удаления разрушенной кладки на ее место по всей площади устанавливается новая кладка 11 и закрепляется одним из известных способов, например с помощью выступов и жестких пластин. При этом установка и перемещение элементов кладки 11 осуществляется сверху и ее вес и объем не влияет на укладку и перемещение их по площади каркаса. После окончания закреплении кладки 11 на всей площади каркаса 10 осуществляется переворот секции в транспортное положение. Для этого в отверстие 15 выступа 13 закрепляется захват грузоподъемного механизма и производится поворот каркаса 10 вместе с кладкой 11. Поворот каркаса осуществляется до тех пор, пока выступ 13 не коснется опоры 1. После этого в отверстие 14 выступа 12 также устанавливается другой захват грузоподъемного механизма, натягивается и освобождает ось 7. Выбивается клин 9 и ось 7 вынимается из отверстий опоры 2. После этого производится подъем всей секции и установка ее на печь. На устройство устанавливается новая секция свода и процесс замены изношенной кладки повторяется.
Предлагаемый способ замены футеровки позволяет снизить время на замену вышедшей из строя огнеупорной кладки и улучшить условия установки новой кладки на секцию свода за счет ее расположения в момент укладки над корпусом и тем самым полностью исключить образования зазоров между элементами кладки.
Устройство для замены футеровки свода печи.
Предлагаемый объект относится к области металлургии, в частности к устройствам для замены огнеупорной футеровки на своде промышленных печей, предназначенных для плавки в них металла, преимущественно поворотных печей для плавки меди и ее сплавов, со съемным сводом.
Известны печи для плавки металлов, в которых свод выполнен подвесным и крепится на боковых стенках. Вся внутренняя поверхность свода состоит из ферм, на которых вплотную друг к другу навешиваются огнеупорные кирпичи и закрепляются по бокам. Каждый кирпич снабжен фигурной полостью, в которой располагается часть фермы свода. В данной конструкции замена футеровки ведется непосредственно в полости печи при полной ее остановке, при этом каждый кирпич в отдельности устанавливается непосредственно снизу вверх с последующим его перемещением вдоль фермы до упора с предыдущим кирпичем (см. книгу А.И.Ващенко, М.А.Глинков и др. Металлургические печи. М., «Металлургия», 1964 г., стр.197-208, рис.101).
Недостатком этих печей является то, что нет никаких устройств для замены футеровки. При этом требуется полная остановка печи, ее охлаждение, установка временных лесов и подача на них футеровки, что делает процесс замены сгоревшей футеровки длительным по времени и трудоемким в процессе его проведения. Это снижает производительность труда, ухудшаются условия труда рабочих и требуется много времени на замену футеровки плавильных печей больших размеров.
Также известны печи для плавки металла, у которых свод выполнен съемным из нескольких секций из металлического основания, на внутренней поверхности которых по всей площади закреплена высокотемпературная кладка в виде огнеупорных кирпичей. Для этих сводов имеется устройство для замены футеровки, которое имеет две опоры одной высоты, закрепленные на жестком основании вне печи. Опоры расположены на одной оси, а расстояние между ними выполнено меньше длины секций свода печи (см., например, свидетельство на полезную модель РФ №11789, кл. В 21 С 47/04, 1998 г.)
Недостатком данного устройства является то, что замена футеровки производится вне печи, но все равно огнеупорная кладка устанавливается снизу вверх, а приспособление для установки и закрепления секций свода не имеет возможности поворота секций при замене футеровки. Это также увеличивает сроки замены футеровки и делает эту операцию трудоемкой и неудобной в процессе эксплуатации.
Технической задачей предлагаемого устройства является сокращение времени на замену футеровки, снижение срока простоя печи и возможность производить замену футеровки на своде печи с применением средств механизации и грузоподъемных механизмов.
Указанная задача достигается тем, что устройство для замены футеровки на своде печи, содержащее две неподвижные опоры, закрепленные на основании и расположенные на одной линии, на расстоянии меньше длины секции свода, имеющей металлический каркас с выступами на его наружной стороне, а на внутренней стороне закреплена футеровка из огнеупорной кладки, снабжено дополнительной опорой, расположенной соосно и на противоположной стороне по отношению к одной из опор таким образом, что одна из опор оказалась в середине, высота опор выполнена различной по отношению к плоскости основания, а средняя опора снабжена узлом закрепления на ней секции с возможностью поворота последней таким образом, чтобы футеровка была расположена сверху металлического каркаса.
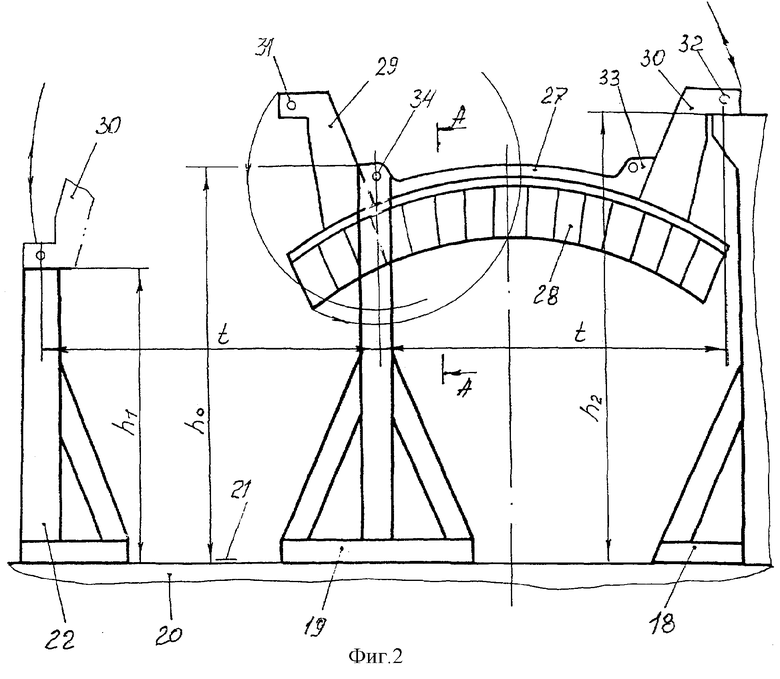
На фиг.2 изображен общий вид предлагаемого устройства в транспортном положении секции свода.
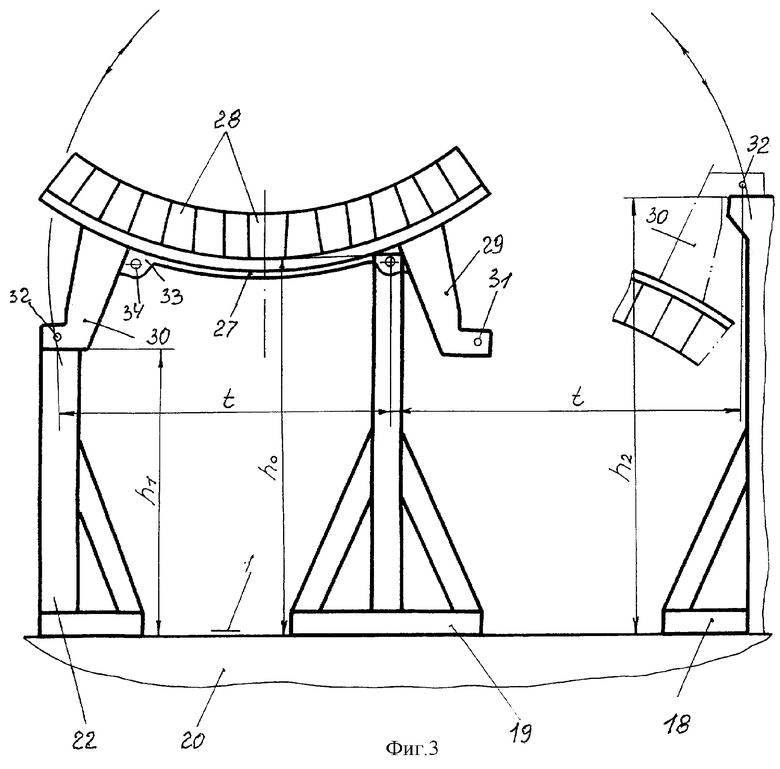
На фиг.3 - положение секции свода в рабочем состоянии
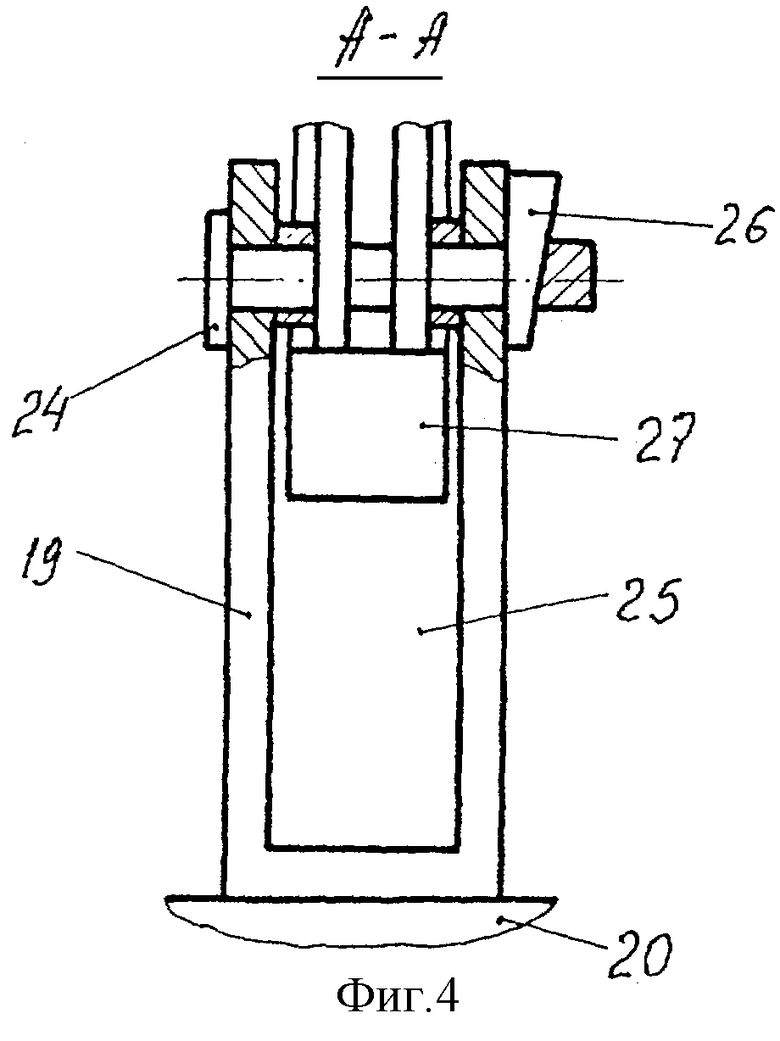
На фиг.4 - сечение по А-А фиг.2.
Как показано на фигурах предлагаемое устройство содержит неподвижные опоры 18 и 19, расположенные на одной оси и жестко закрепленные на основании 20, поверхность 21 которого выполнена горизонтально. На основании 20, по другую сторону опоры 19, закреплена опора 22 с плоской рабочей поверхностью. В верхней части опоры 19 выполнено сквозное отверстие 23 под съемную ось 24, а в средней ее части выполнен продольный паз 25. Ось 24 закрепляется от смещения, например, клином 26. Секция свода имеет металлический каркас 27, с внутренней стороны которого закреплена огнеупорная футеровка 28 в виде множества кирпичей из огнеупорного материала, а с наружной стороны он снабжен Г-образными выступами 29 и 30 с отверстиями 31 и 32. Со стороны центра каркаса 27 выступы 29 и 30 снабжены опорами 33 со сквозным отверстием 34 под ось 24. Высота опор 18, 19, 22 выполнена таким образом, что всегда выполняется условие (h1<h0<h2), расстояние между смежными опорами (t) выполнено одинаковым и меньше длины каркаса 27.
Работа предлагаемого устройства осуществляется следующим образом. Каркас 27 секции свода печи за отверстия 31 и 32 выступов 29 и 30 краном снимается с печи и транспортируется на предлагаемое устройство. Снятая секция свода выступом 30 укладывается на опору 18, а отверстие 34 опоры 33 совмещается с отверстием 23 опоры 22. После совмещения отверстий 23 и 34 в них устанавливается ось 24 и закрепляется от осевого перемещения, например, клином 26. После этого из отверстия 31 выступа 29 снимается захватный механизм крана, а за выступ 32 каркаса 27 секцию поднимают вверх, поворачивают вокруг оси 24 и укладывают выступ 30 на опору 22. После этого захватный механизм крана удаляют из отверстия 32 выступа 30 и установка секции на устройстве заканчивается. После установки секции огнеупорная кладка 28 оказывается сверху, а каркас 27 внизу. Затем производится разрушение старой кладки 28 и удаление ее с каркаса 27. После удаления разрушенной кладки на ее место по всей площади устанавливается новая кладка 28 и закрепляется одним из известных способов, например с помощью выступов и жестких пластин. При этом установка и перемещение элементов кладки 28 осуществляется сверху и ее вес и объем не влияет на укладку и перемещение их по площади каркаса. После окончания закрепления кладки 28 на всей площади каркаса 27 осуществляется переворот секции в транспортное положение. Для этого в отверстие 32 выступа 30 закрепляется захват грузоподъемного механизма и производится поворот каркаса 27 вместе с кладкой 28. Поворот каркаса осуществляется до тех пор, пока выступ 30 не коснется опоры 18. После этого в отверстие 32 выступа 29 также устанавливается другой захват грузоподъемного механизма, натягивают трос и освобождают ось 24. Выбивается клин 26 и ось 24 вынимается из отверстий опоры 19. После этого производится подъем всей секции и установка ее на печь или на другое место хранения. На устройство устанавливается новая секция свода и процесс замены изношенной кладки повторяется.
Предлагаемое устройство позволяет снизить время на замену вышедшей из строя огнеупорной кладки и улучшить условия установки новой кладки на секцию свода за счет ее расположения в момент укладки над корпусом. Замена кладки производится вне печи, а после съема секции печь не останавливается, т.к. на ее место устанавливается другая секция с замененной кладкой. Установка и закрепление футеровки сверху улучшает условия ее установки и исключает образование неплотностей между отдельными элементами кладки. По сравнению с известными устройствами для замены футеровки на своде печи предлагаемое устройство в 10-15 раз снижает время на замену кладки, повышает качество самой кладки и увеличивает стойкость печи на 10-15%.
Изобретение относится к области металлургии и может быть использовано в устройствах для замены огнеупорной футеровки на своде промышленных печей, предназначенных для плавки в них металла, преимущественно со съемным сводом. Технический результат - сокращение времени на замену футеровки, улучшение условий набора и установки новой футеровки, полное исключение образования зазоров в футеровке в процессе набора и упрощение конструкции устройства. Перед съемом и удалением разрушенной футеровки секцию вместе с футеровкой переворачивают относительно опор таким образом, что после установки секции на опоры ее огнеупорная кладка оказалась сверху, а металлический каркас - снизу, при этом укладкуновой футеровки осуществляют сверху по отношению к секции, а после укладки новой футеровки производят повторный переворот секции в исходное положение. Устройство для замены футеровки на своде печи содержит две неподвижные опоры, закрепленные на основании и расположенные на одной линии, на расстоянии меньше длины секции свода, имеющей металлический каркас с выступами на его наружной стороне. На его внутренней стороне закреплена футеровка из огнеупорной кладки. Дополнительная опора расположена соосно и на противоположной стороне по отношению к одной из опор таким образом, что одна из опор оказалась в середине. Высота опор выполнена различной по отношению к плоскости основания. Средняя опора снабжена узлом закрепления на ней секции с возможностью поворота последней таким образом, чтобы футеровка была расположена сверху металлического каркаса. 2 н. и 4 з.п. ф-лы, 4 ил.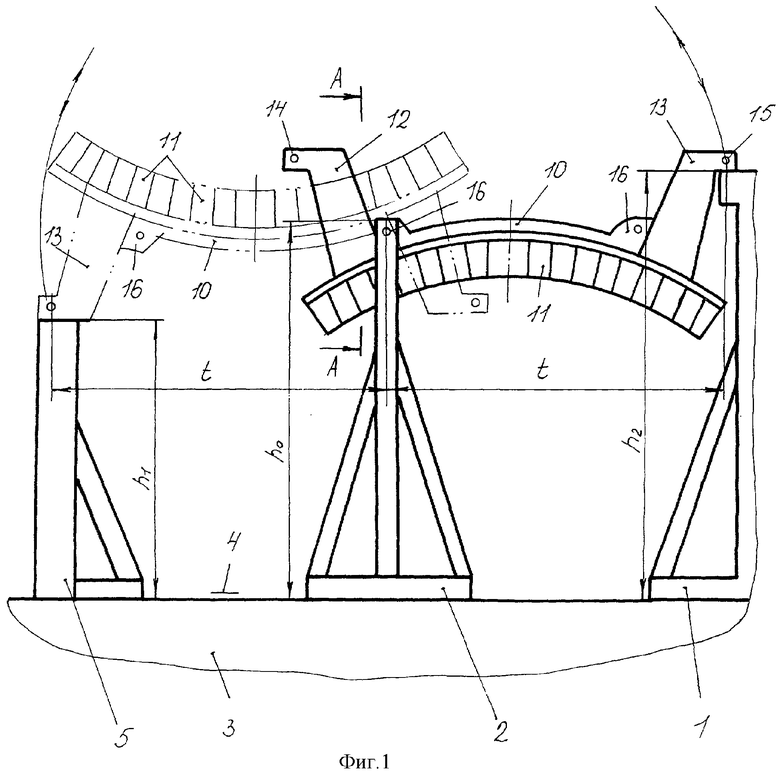
| Ручной прибор для обработки шеек коленчатых валов | 1923 |
|
SU11789A1 |

