Изобретение относится к объектам машиностроения и может быть использовано для равномерной и непрерывной подачи кусковых и сыпучих материалов природного шельфа из бункера в установки топливных устройств тепловых станций, бытового и/или оборонного назначения, а также для вулканизации резинотехнических изделий путем варьирования температурой, скоростью и влагопоглощением, что особенно важно при изготовлении мелкоразмерных деталей автомобильного производства в масштабе серийной и крупносерийной производительности процесса.
Известен способ оптимизации изготовления питателя ленточного - Матвеенко И.В. и Тарский В.Л. М33 Оборудование литейных цехов. Учебник для техникумов. М., "Машиностроение", 1976, см. рис. 27 (а) на с.34-/1/, по которому топливный материал природного шельфа подают из бункера в окно приемного фланца, а его выдачу производят в зоне разгрузки из окна выпускного фланца, питатель снабжают натяжным устройством тяговой цепи, скребками, приводными звездочками, разгрузочным люком, желобом днища и приводом.
К недостаткам известного технического решения /1/ следует отнести малые технологические возможности питателей, отсутствие условия их пожаробезопасности, средств пожаротушения, избирательности режимов подачи массы топливного материала, малый срок использования зубчатых и цепных передач, использование питателя в различных технологических процессах при обработке, доработке изделий, требующих процесса вулканизации.
Поставленная задача достигается тем, что способ оптимизации изготовления питателя ленточного, заключающийся в том, что бесконечную ленту устанавливают на натяжной и приводной барабаны, производят натяжение ленты с возможностью удержания перемещаемого материала на опорных поворотных роликах от окна бункера к окну разгрузки, отличающийся тем, что натяжной и приводной барабаны приводят во взаимодействие с выходным валом привода, который настраивают на дискретный режим подачи бесконечной ленты, а материал перемещают на бесконечной ленте, опирающейся на опорные поворотные ролики от окна бункера к окну разгрузки, нижний профиль нерабочего участка бесконечной ленты располагают в динамической оппозиции к рабочему участку бесконечной ленты на минимальном расстоянии друг от друга в зоне граничных секций загрузки и секции вулканизации, а узел секции натяжения и секции привода выполняют в питателе крайними и заключают их в общий внешний корпус питателя ленточного, в котором выполняют приемный фланец, причем натяжение бесконечной ленты производят при стыковке конечных участков бесконечной ленты и коррелируют по температуре ее нагрева в секции вулканизации, а герметичные уплотнения статически неподвижных стыков усиливают свое воздействие на взаимосвязанные контактные поверхности бесконечной ленты, при этом перемещаемый материал и/или изделия в секции вулканизации нагревают до температуры вулканизируемого состояния материала и/или изделия за счет подачи энергии к нагревательному устройству, одновременно оптимизируют положение поверхности зеркала нагрева нагревательного устройства и поддерживают рабочий режим температуры пребывания в секции вулканизации для перемещаемого материала и/или изделий, а мотор-редуктор используют для привода скребкового полотна (42) подборщика просыпи, ссыпающейся нижнего профиля (10) бесконечной ленты, а со стороны торцов корпус питателя ленточного снабжают технологическими люками и средством пожаротушения, причем подборщик просыпи питателя устанавливают в нижней части секции натяжения, загрузки и привода перед выпускным окном, а демонтаж и замену элементов передачи вращения привода обеспечивают через технологические люки, при этом привод устанавливают на рамной конструкции, которую соединяют с ним относительно бетонного пола, а внешний профиль впадин между зубьями, связывающими приводной барабан ленточной передачи и привод, выполняют равномерным по величине прочности поверхностного слоя контактных поверхностей, используют для переустановки неизношенных поверхностей шестерен на новый срок эксплуатации, при этом корреляция прочности изнашиваемых поверхностей впадин зубчатых зацеплений устанавливают прямо пропорционально соотношению чисел зубьев шестерни и колеса мотор-редуктора, определяющих расчет долговечности по пятну контактных поверхностей в рабочих циклах нагружений, передаваемых через муфту к валу питателя.
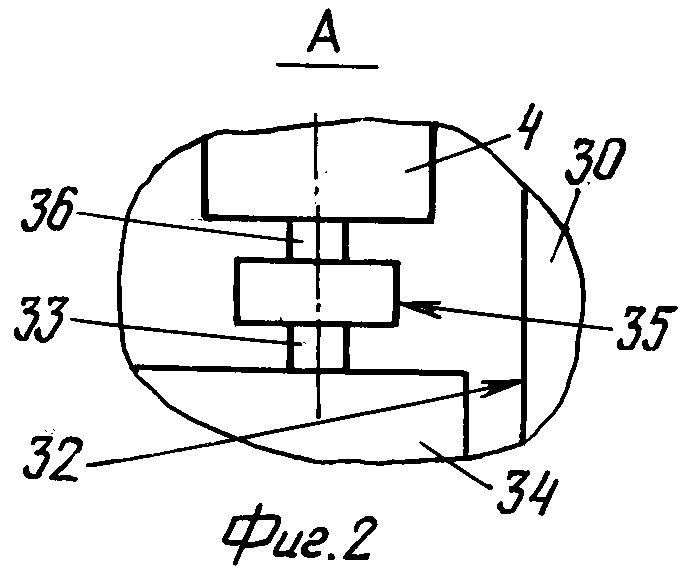
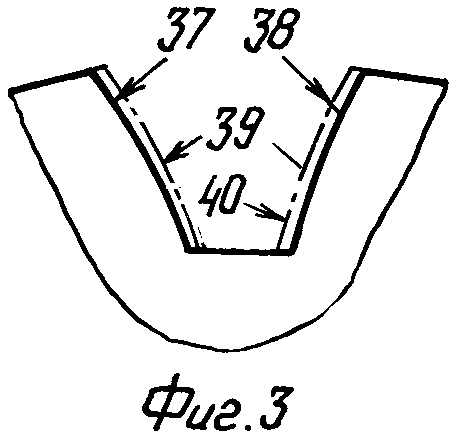
Графические изображения: фиг.1 - профильная проекция ленточного привода; фиг.2 - вид А на соединение вала привода через муфту со шкивом питателя; фиг.3 - обозначение впадины зуба шестерни и/или колеса.
Цифровые обозначения, приведенные в графических материалах: питатель ленточный (1); бесконечная лента (2); натяжной и приводной барабаны (3 и 4); материал (5); опорные поворотные ролики (6); окно (7); бункер (8); окно разгрузки (9); нижний профиль (10); нерабочий участок (11); рабочий участок (12); секция загрузки (13); секция вулканизации (14); секция натяжения (15); секция привода (16); внешний корпус (17); приемный фланец (18); нагревательное устройство (19); зеркало нагрева (20); мотор-редуктор (21); торцы (22 и 23); корпус (23); технологические люки (24-26); средство пожаротушения (27); выпускной люк (28); выпускное окно (29); рамная конструкция (30); бетонный пол (31); окно (32); муфта (35); вал (36); внешний профиль (37 и 38) впадин между зубьями; контактные поверхности (39 и 40); подборщик просыпи (41) питателя (1); скребковое полотно (42).
Описание способа оптимизации изготовления питателя ленточного. Способ оптимизации изготовления питателя ленточного (1), заключающийся в том, что бесконечную ленту (2) устанавливают на натяжной и приводной барабаны (3 и 4), производят натяжение ленты (2) с возможностью удержания перемещаемого материала (5) на опорных поворотных роликах (6) от окна (7) бункера (8) к окну разгрузки (9), отличающийся тем, что:
- натяжной и приводной барабаны (3 и 4) приводят во взаимодействие с выходным валом привода, который настраивают на дискретный режим подачи бесконечной ленты (2);
- материал (5) перемещают на бесконечной ленте (2), опирающейся на опорные поворотные ролики (6) от окна (7) бункера (8) к окну разгрузки (9);
- нижний профиль (10) нерабочего участка (11) бесконечной ленты (2) располагают в динамической оппозиции к рабочему участку (12) бесконечной ленты (2) на минимальном расстоянии друг от друга в зоне граничных секций загрузки (13) и секции вулканизации (14);
- узел секции натяжения (15) и секции привода (16) выполняют в питателе крайними и заключают их в общий внешний корпус (17) питателя ленточного (1), в котором выполняют приемный фланец (18);
- натяжение бесконечной ленты производят при стыковке конечных участков бесконечной ленты и коррелируют по температуре ее нагрева в секции вулканизации (14);
- герметичные уплотнения статически неподвижных стыков усиливают свое воздействие на взаимосвязанные контактные поверхности бесконечной ленты (2);
- перемещаемый материал и/или изделия (5) в секции вулканизации (14) нагревают до температуры вулканизируемого состояния материала и/или изделия (5) за счет подачи энергии к нагревательному устройству (19);
- оптимизируют положение поверхности зеркала нагрева (20) нагревательного устройства (19) и поддерживают рабочий режим температуры пребывания в секции вулканизации (14) для перемещаемого материала и/или изделий (5);
- мотор-редуктор (21) используют для привода скребкового полотна (42) подборщика просыпи, ссыпающейся с нижнего профиля (10) бесконечной ленты;
- со стороны торцов (22 и 23) корпус (23) питателя ленточного (1) снабжают технологическими люками (24-26) и средством пожаротушения (27);
- подборщик просыпи (41) питателя (1) устанавливают в нижней части секции натяжения, загрузки и привода перед выпускным окном (29);
- демонтаж и замену элементов передачи вращения привода обеспечивают через технологические люки (25 и 26);
- привод устанавливают на рамной конструкции (30), которую соединяют с ним относительно бетонного пола (31);
- внешний профиль (37 и 38) впадин между зубьями, связывающими приводной барабан ленточной передачи и привод, выполняют равномерным по величине прочности поверхностного слоя контактных поверхностей (39 и 40), используют для переустановки неизношенных поверхностей шестерен на новый срок эксплуатации;
- корреляцию прочности изнашиваемых поверхностей впадин (37) зубчатых зацеплений устанавливают прямо пропорционально соотношению чисел зубьев шестерни и колеса мотор-редуктора, определяющих расчет долговечности по пятну контактных поверхностей в рабочих циклах нагружений, передаваемых через муфту (35) к валу (36) питателя (1).
Пример выполнения способа оптимизации изготовления питателя ленточного.
Способ оптимизации изготовления питателя ленточного (1), заключающийся в том, что бесконечную ленту (2) устанавливают на натяжной и приводной барабаны (3 и 4), производят натяжение ленты (2) с возможностью удержания перемещаемого материала (5) на опорных поворотных роликах (6) от окна (7) бункера (8) к окну разгрузки (9), отличающийся тем, что:
- натяжной и приводной барабаны (3 и 4) приводят во взаимодействие с выходным валом привода, который настраивают на дискретный режим подачи бесконечной ленты (2);
- материал (5) перемещают на бесконечной ленте (2), опирающейся на опорные поворотные ролики (6) от окна (7) бункера (8) к окну разгрузки (9);
- нижний профиль (10) нерабочего участка (11) бесконечной ленты (2) располагают в динамической оппозиции к рабочему участку (12) бесконечной ленты (2) на минимальном расстоянии друг от друга в зоне граничных секций загрузки (13) и секции вулканизации (14);
- узел секции натяжения (15) и секции привода (16) выполняют в питателе крайними и заключают их в общий внешний корпус (17) питателя ленточного (1), в котором выполняют приемный фланец (18);
- натяжение бесконечной ленты производят при стыковке конечных участков бесконечной ленты и коррелируют по температуре ее нагрева в секции вулканизации (14);
- герметичные уплотнения статически неподвижных стыков усиливают свое воздействие на взаимосвязанные контактные поверхности бесконечной ленты (2);
- перемещаемый материал и/или изделия (5) в секции вулканизации (14) нагревают до температуры вулканизируемого состояния материала и/или изделия (5) за счет подачи энергии к нагревательному устройству (19);
- оптимизируют положение поверхности зеркала нагрева (20) нагревательного устройства (19) и поддерживают рабочий режим температуры пребывания в секции вулканизации (14) для перемещаемого материала и/или изделий (5);
- мотор-редуктор (21) используют для привода скребкового полотна (42) подборщика просыпи, ссыпающийся с нижнего профиля (10) бесконечной ленты;
- со стороны торцов (22 и 23) корпус (23) питателя ленточного (1) снабжают технологическими люками (24-26) и средством пожаротушения (27);
- подборщик просыпи (41) питателя (1) устанавливают в нижней части секции натяжения, загрузки и привода перед выпускным окном (29);
- демонтаж и замену элементов передачи вращения привода обеспечивают через технологические люки (25 и 26);
- привод устанавливают на рамной конструкции (30), которую соединяют с ним относительно бетонного пола (31);
- внешний профиль (37 и 38) впадин между зубьями, связывающими приводной барабан ленточной передачи и привод, выполняют равномерным по величине прочности поверхностного слоя контактных поверхностей (39 и 40), используют для переустановки неизношенных поверхностей шестерен на новый срок эксплуатации;
- корреляцию прочности изнашиваемых поверхностей впадин (37) зубчатых зацеплений устанавливают прямо пропорционально соотношению чисел зубьев шестерни и колеса мотор-редуктора, определяющих расчет долговечности по пятну контактных поверхностей в рабочих циклах нагружений, передаваемых через муфту (35) к валу (36) питателя (1).
Промышленная полезность нового технического решения заключается в том, что способ практически показывает новые возможности использования питателя для различных технологических целей, с возможностью быстрой переналадки технологических процессов в различных отраслях промышленного производства, в частности переработки угля, обработки резинотехнических изделий от вулканизата до готового изделия и для многих иных целей промышленного производства.
Экономическая эффективность нового технического решения заключается в том, что наряду с высокой производительностью питателя его возможности представляются инвариантными при получении высокого уровня качества выпускаемой продукции и создания условий безопасного труда людей, занятых в различных направлениях промышленного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОВШОВЫЙ ЭЛЕВАТОР (НОРИЯ) ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ | 2020 |
|
RU2737177C1 |
| Конвейерная система | 1988 |
|
SU1553468A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПИТАТЕЛЯ ДЛЯ ПОДАЧИ ТОПЛИВНОГО МАТЕРИАЛА | 2003 |
|
RU2266857C2 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2019473C1 |
| Вертикальный ленточный конвейер | 1979 |
|
SU874506A1 |
| Крутонаклонный ленточный конвейер | 1986 |
|
SU1766786A1 |
| ЗЕРНОВОЙ МЕТАТЕЛЬ | 2001 |
|
RU2222484C2 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ВИТАМИНИЗИРОВАННОЙ КОРМОВОЙ СМЕСИ | 2004 |
|
RU2286050C2 |
| Крутонаклонный ленточный конвейер | 1986 |
|
SU1738726A1 |
| Подборщик просыпи ленточного конвейера | 1989 |
|
SU1678720A1 |
Изобретение относится к объектам машиностроения и может быть использовано для равномерной и непрерывной подачи кусковых и сыпучих материалов природного шельфа из бункера в установки топливных устройств бытового или оборонного назначения. Способ оптимизации изготовления питателя ленточного заключается в том, что бесконечную ленту устанавливают на натяжной и приводной барабаны, производят натяжение ленты с возможностью удержания перемещаемого материала на опорных поворотных роликах от окна бункера к окну разгрузки. Натяжной и приводной барабаны приводят во взаимодействие с выходным валом привода, который настраивают на дискретный режим подачи бесконечной ленты, а материал перемещают на бесконечной ленте, опирающейся на опорные поворотные ролики от окна бункера к окну разгрузки, нижний профиль нерабочего участка бесконечной ленты располагают в динамической оппозиции к рабочему участку бесконечной ленты на минимальном расстоянии друг от друга в зоне граничных секций загрузки и секции вулканизации, а узел секции натяжения и секции привода выполняют в питателе крайними и заключают их в общий внешний корпус питателя ленточного, в котором выполняют приемный фланец, причем натяжение бесконечной ленты производят при стыковке конечных участков бесконечной ленты и коррелируют по температуре ее нагрева в секции вулканизации, а герметичные уплотнения статически неподвижных стыков усиливают свое воздействие на взаимосвязанные контактные поверхности бесконечной ленты, при этом перемещаемый материал и/или изделия в секции вулканизации нагревают до температуры вулканизируемого состояния материала и/или изделия за счет подачи энергии к нагревательному устройству. Технический результат заключается в том, что способ практически показывает новые возможности использования питателя для различных технологических целей, с возможностью быстрой переналадки технологических процессов в различных отраслях промышленного производства, в частности переработки угля, обработки резинотехнических изделий от вулканизата до готового изделия и для многих иных целей промышленного производства. Экономическая эффективность нового технического решения заключается в том, что наряду с высокой производительностью питателя его возможности представляются инвариантными при получении высокого уровня качества выпускаемой продукции и создания условий безопасного труда людей, занятых в различных направлениях промышленного производства. 3 ил.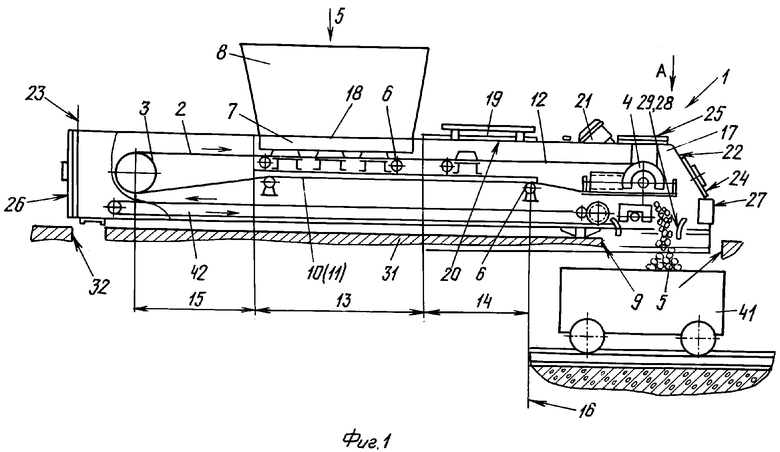
Способ оптимизации изготовления питателя ленточного, заключающийся в том, что бесконечную ленту устанавливают на натяжной и приводной барабаны, производят натяжение ленты с возможностью удержания перемещаемого материала на опорных поворотных роликах от окна бункера к окну разгрузки, отличающийся тем, что натяжной и приводной барабаны приводят во взаимодействие с выходным валом привода, который настраивают на дискретный режим подачи бесконечной ленты, а материал перемещают на бесконечной ленте, опирающейся на опорные поворотные ролики от окна бункера к окну разгрузки, нижний профиль нерабочего участка бесконечной ленты располагают в динамической оппозиции к рабочему участку бесконечной ленты на минимальном расстоянии друг от друга в зоне граничных секций загрузки и секции вулканизации, а узел секции натяжения и секции привода выполняют в питателе крайними и заключают их в общий внешний корпус питателя ленточного, в котором выполняют приемный фланец, причем натяжение бесконечной ленты производят при стыковке конечных участков бесконечной ленты и коррелируют по температуре ее нагрева в секции вулканизации, а герметичные уплотнения статически неподвижных стыков усиливают свое воздействие на взаимосвязанные контактные поверхности бесконечной ленты, при этом перемещаемый материал и/или изделия в секции вулканизации нагревают до температуры вулканизируемого состояния материала и/или изделия за счет подачи энергии к нагревательному устройству, одновременно оптимизируют положение поверхности зеркала нагрева нагревательного устройства и поддерживают рабочий режим температуры пребывания в секции вулканизации для перемещаемого материала и/или изделий, а мотор-редуктор используют для привода скребкового полотна подборщика просыпи, ссыпающейся с нижнего профиля бесконечной ленты, а со стороны торцов корпус питателя ленточного снабжают технологическими люками и средством пожаротушения, причем подборщик просыпи питателя устанавливают в нижней части секции натяжения, загрузки и привода перед выпускным окном, а демонтаж и замену элементов передачи вращения привода обеспечивают через технологические люки, при этом привод устанавливают на рамной конструкции, которую соединяют с ним относительно бетонного пола, а внешний профиль впадин между зубьями, связывающий приводной барабан ленточной передачи и привод, выполняют равномерным по величине прочности поверхностного слоя контактных поверхностей, используют для переустановки неизношенных поверхностей шестерен на новый срок эксплуатации, при этом корреляцию прочности изнашиваемых поверхностей впадин зубчатых зацеплений устанавливают прямо пропорционально соотношению чисел зубьев шестерни и колеса мотор-редуктора, определяющих расчет долговечности по пятну контактных поверхностей в рабочих циклах нагружений, передаваемых через муфту к валу питателя.
| Матвеенко И.В., Тарский В.Л | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Оборудование литейных цехов | |||
| Учебник для техникумов | |||
| - М.: Машиностроение, 1976, рис | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| ВИБРОШНЕКОВЫЙ ПИТАТЕЛЬ | 0 |
|
SU388986A1 |
| УСТАНОВКА ДЛЯ РАЗГРУЗКИ ЕМКОСТЕЙ | 1998 |
|
RU2126359C1 |
| US 3842994 A, 22.10.1974 | |||
| КОМПОЗИЦИЯ ДЛЯ ЛЕЧЕНИЯ ВОЗРАСТНЫХ И ПАТОЛОГИЧЕСКИХ ИЗМЕНЕНИЙ КОЖИ | 2008 |
|
RU2403010C2 |

