Изобретение относится к объектам машиностроения и может быть использовано для равномерной и непрерывной подачи кусковых и сыпучих топливных материалов природного шельфа из бункера в вагоны или в установки топливных устройств бытового или оборонного назначения.
Известен способ оптимизации конструирования питателя для подачи топливного материала - Матвеенко И.В. и Тарский В.Л. М33 Оборудование литейных цехов. Учебник для техникумов. М.: Машиностроение, 1976, см. рис.27 (б) на с. 34 - [1], по которому топливный материал природного шельфа подают из бункера в окно приемного фланца, а его выдачу производят в зоне разгрузки из окна выпускного фланца, питатель снабжают натяжным устройством тяговой цепи, скребками, приводными звездочками, разгрузочным люком, желобом днища и приводом.
К недостаткам известного технического решения [1] следует отнести малые технологические возможности питателей, отсутствие условия их пожаробезопасности, средств пожаротушения, избирательности режимов подачи массы топливного материала и малый срок использования зубчатых и цепных передач.
Поставленная задача достигается тем, что способ изготовления питателя, заключающийся в том, что корпус питателя изготовляют с приемным и выпускным фланцами, в корпусе питателя размещают поворотные валы с зубчатыми звездочками и бесконечными тяговыми цепями, размещают склиз для движения и разгрузки топливного материала в окно выпускного фланца, питатель снабжают натяжными блоками тяговых цепей с размещенными на их щеках скребками, придают вращение ведущему валу со скоростью, соразмерной подаче топливного материала Sм из бункера, обеспечивающему перемещение топливного материала тангенциальными поверхностями скребков в разгрузочный люк по желобу днища, отличающийся тем, что скребки выполняют металлическими и их контактную поверхность дополнительно упрочняют, на питателе устанавливают полуавтоматические поворотные гидролюки, выполненные с возможностью подачи направленного потока пеногасящей массы или жидкости, натяжными устройствами обеспечивают равномерное нагружение на подшипники ведущего и ведомого валов, с сохранением стрелы прогиба цепи, устанавливают проходное сечение топливного материала полуавтоматической шиберной заслонкой, обеспечивают пожаробезопасные движения подач и производительность процесса питателя, приводную станцию оснащают электродвигателем, вал которого соединяют первой муфтой (13) с валом первого редуктора (14), выходной вал которого соединяют второй муфтой (15) с ведущим валом второго редуктора (16), а промежуточной муфтой (17) связывают выходной вал второго редуктора и ведущий вал питателя, при этом площади приемного и выпускного окон фланцев питателя соотносятся между собой в виде коэффициентов пропорциональных чисел 1,27:1, осуществляют разметку под установочные анкерные болты на рабочей площади питателя, производят монтаж и установку питателя и приводной станции, осуществляют согласование и подключение электрических цепей и системы оповещения рабочего и аварийного режимов, проверяют уровень и соответствие технического масла в редукторах, подсоединяют гидранты к системе пожаротушения, выполняют настройку двухкоординатного позиционирования сопел систем пожаротушения, осуществляют холостой запуск питателя и настраивают проходное сечение подаваемого топливного материала по ссыпному лотку и кратковременную остановку приводной станции, окончательно проверяют конструктивные соединения, надежность резьбовых соединений, стрелу прогиба бесконечных роликовых цепей, состояние закрепления скребков к щекам роликовых цепей и устраняют места случайного осыпания топливного материала.
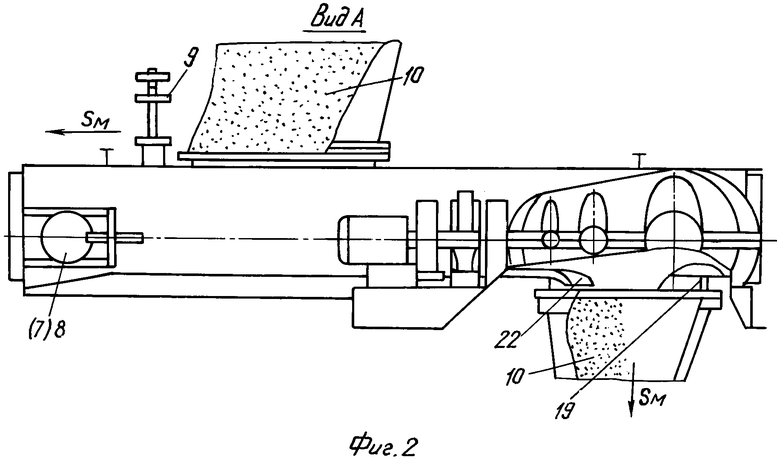
Графические изображения: фиг.1 - вид сверху на питатель и приводную станцию; фиг.2 - вид А (профильная проекция).
Перечень цифровых и графических изображений: бесконечные цепи (1 и 2); питатель (3); металлические скребки (4); гидролюки (5 и 6); натяжные устройства (7 и 8); шиберная заслонка (9); топливный материал (10); приводная станция (11) с электродвигателем (12); муфта (13); редуктор (14); муфта (15); редуктор (16); промежуточная муфта (17); приемное (18) и выпускное (19) окна; сопла (20 и 21); ссыпной лоток (22).
Описание способа изготовления питателя для подачи топливного материала.
Способ изготовления питателя, заключающийся в том, что корпус питателя изготовляют с приемным и выпускным фланцами, в корпусе питателя размещают поворотные валы с зубчатыми звездочками и бесконечными тяговыми цепями, размещают склиз для движения и разгрузки топливного материала в окно выпускного фланца, питатель снабжают натяжными блоками тяговых цепей с размещенными на их щеках скребками, придают вращение ведущему валу со скоростью соразмерной подаче топливного материала Sм из бункера, обеспечивающему перемещение топливного материала тангенциальными поверхностями скребков в разгрузочный люк по желобу днища, отличающийся тем, что
- скребки (4) выполняют металлическими и их контактную поверхность дополнительно упрочняют;
- на питателе (3) устанавливают полуавтоматические поворотные гидролюки (5 и 6), выполненные с возможностью подачи направленного потока пеногасящей массы или жидкости;
- натяжными устройствами (7 и 8) обеспечивают равномерное нагружение на подшипники ведущего и ведомого валов, с сохранением стрелы прогиба цепи;
- устанавливают проходное сечение топливного материала полуавтоматической шиберной заслонкой (9);
- обеспечивают пожаробезопасные движения подач и производительность процесса питателя (3);
- приводную станцию (11) оснащают электродвигателем (12), вал которого соединяют первой муфтой (13) с валом первого редуктора (14), выходной вал которого соединяют второй муфтой (15) с ведущим валом второго редуктора (16), а промежуточной муфтой (17) связывают выходной вал второго редуктора и ведущий вал питателя;
- площади приемного (18) и выпускного (19) окон фланцев питателя соотносятся между собой в виде коэффициентов пропорциональных чисел 1,27:1;
- осуществляют разметку под установочные анкерные болты на рабочей площади питателя;
- производят монтаж и установку питателя (3) и приводной станции (11);
- осуществляют согласование и подключение электрических цепей и системы оповещения рабочего и аварийного режимов;
- проверяют уровень и соответствие технического масла в редукторах (14 и 16);
- подсоединяют гидранты к системе пожаротушения;
- выполняют настройку двухкоординатного позиционирования сопел (20 и 21) систем пожаротушения;
- осуществляют холостой запуск питателя (3) и настраивают проходное сечение подаваемого топливного материала (10) по ссыпному лотку (22) и кратковременную остановку приводной станции (11);
- окончательно проверяют конструктивные соединения, надежность резьбовых соединений, стрелу прогиба бесконечных роликовых цепей, состояние закрепления скребков к щекам роликовых цепей и устраняют места случайного осыпания топливного материала.
Пример выполнения способа изготовления питателя.
Способ изготовления питателя, заключающийся в том, что корпус питателя изготовляют с приемным и выпускным фланцами, в корпусе питателя размещают поворотные валы с зубчатыми звездочками и бесконечными тяговыми цепями, размещают склиз для движения и разгрузки топливного материала в окно выпускного фланца, питатель снабжают натяжными блоками тяговых цепей, с размещенными на их щеках скребками, придают вращение ведущему валу со скоростью, соразмерной подаче топливного материала Sм из бункера, обеспечивающему перемещение топливного материала тангенциальными поверхностями скребков в разгрузочный люк по желобу днища, изготавливают таким образом, что:
- скребки (4) выполняют металлическими и их контактную поверхность дополнительно упрочняют;
- на питателе (3) устанавливают полуавтоматические поворотные гидролюки (5 и 6), выполненные с возможностью подачи направленного потока пеногасящей массы или жидкости;
- натяжными устройствами (7 и 8) обеспечивают равномерное нагружение на подшипники ведущего и ведомого валов с сохранением стрелы прогиба цепи;
- устанавливают проходное сечение топливного материала полуавтоматической шиберной заслонкой (9);
- обеспечивают пожаробезопасные движения подач и производительность процесса питателя (3);
- приводную станцию (11) оснащают электродвигателем (12), вал которого соединяют первой муфтой (13) с валом первого редуктора (14), выходной вал которого соединяют второй муфтой (15) с ведущим валом второго редуктора (16), а промежуточной муфтой (17) связывают выходной вал второго редуктора и ведущий вал питателя;
- площади приемного (18) и выпускного (19) окон фланцев питателя соотносятся между собой в виде коэффициентов пропорциональных чисел 1,27:1;
- осуществляют разметку под установочные анкерные болты на рабочей площади питателя;
- производят монтаж и установку питателя (3) и приводной станции (11);
- осуществляют согласование и подключение электрических цепей и системы оповещения рабочего и аварийного режимов;
- проверяют уровень и соответствие технического масла в редукторах (14 и 16);
- подсоединяют гидранты к системе пожаротушения;
- выполняют настройку двухкоординатного позиционирования сопел (20 и 21) систем пожаротушения;
- осуществляют холостой запуск питателя (3) и настраивают проходное сечение подаваемого топливного материала (10) по ссыпному лотку (22) и кратковременную остановку приводной станции (11);
- окончательно проверяют конструктивные соединения, надежность резьбовых соединений, стрелу прогиба бесконечных роликовых цепей, состояние закрепления скребков к щекам роликовых цепей и устраняют места случайного осыпания топливного материала.
Промышленная полезность нового технического решения.
Применение требований пожаробезопасности и улучшение эксплуатационных требований к питателю, заключающиеся в оптимизации скорости подачи кускового и дробленого топливного материала, повышение долговечности и соразмерный износ зубчатых поверхностей звездочек питателя и роликов бесконечных цепей делают новое техническое решение отличным и более совершенным в соответствии с требованиями ИСО 9002, когда качество и безопасность здоровью человека становятся основными атрибутами создания новой техники.
Экономическая эффективность способа проектирования питателя заключается в рационализации операций, оптимизирующих условия подачи топливного материала от 10 до 40 тонн в час, что весьма важно для различных уровней технологических процессов переработки и подачи материала при добыче, перегрузке и реальном использовании топливного материала в технологическом процессе по его сжиганию в тепловых установках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПТИМИЗАЦИИ ИЗГОТОВЛЕНИЯ ПИТАТЕЛЯ ЛЕНТОЧНОГО | 2004 |
|
RU2261833C1 |
| ЛЕНТОЧНЫЙ ТРАНСПОРТЕР, СОСТАВЛЕННЫЙ ИЗ ТЕЛЕСКОПИЧЕСКИ ВЫДВИЖНЫХ СЕКЦИЙ | 1935 |
|
SU50059A1 |
| СКРЕБКОВЫЙ КОНВЕЙЕР ДЛЯ РАЗГРУЗКИ СКЛАДОВ НАСЫПНОГО ПРОДУКТА | 1997 |
|
RU2137695C1 |
| Врубовая канатная машина | 1933 |
|
SU39725A1 |
| Устройство для выщелачивания, растительного и т.п. сырья | 1941 |
|
SU65360A1 |
| УСТРОЙСТВО ДЛЯ ВЫКОПКИ ЛАКРИЧНОГО КОРНЯ | 1998 |
|
RU2129356C1 |
| СКРЕБКОВЫЙ ЭЛЕВАТОР ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 1996 |
|
RU2111912C1 |
| Устройство для выгрузки сыпучих материалов | 1985 |
|
SU1232613A1 |
| СКРЕБКОВЫЙ ЭЛЕВАТОР ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 1997 |
|
RU2130706C1 |
| Устройство для уборки просыпи из под конвейера | 1978 |
|
SU751743A1 |
Изобретение относится к объектам машиностроения и может быть использовано для равномерной и непрерывной подачи кусковых и сыпучих топливных материалов природного шельфа из бункера в вагоны. Способ изготовления питателя заключается в том, что корпус питателя изготовляют с приемным и выпускным фланцами, в корпусе размещают поворотные валы с зубчатыми звездочками и бесконечными тяговыми цепями, размещают склиз для движения и разгрузки топливного материала в окно выпускного фланца, питатель снабжают натяжными блоками тяговых цепей с размещенными на их щеках скребками, придают вращение ведущему валу со скоростью, соразмерной подаче топливного материала из бункера. Скребки выполняют металлическими и их контактную поверхность дополнительно упрочняют, на питателе устанавливают полуавтоматические поворотные смотровые гидролюки. Натяжными устройствами обеспечивают равномерное нагружение на подшипники ведущего и ведомого валов. Технический результат заключается в повышении долговечности и соразмерном износе зубчатых поверхностей звездочек питателя и роликов бесконечных цепей. 2 ил.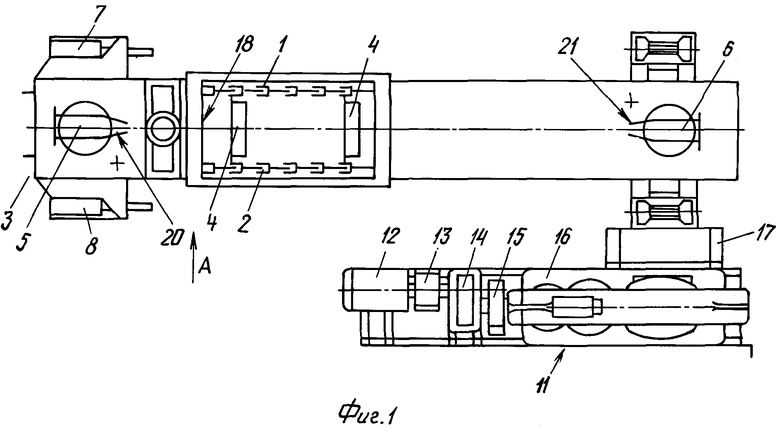
Способ изготовления питателя, заключающийся в том, что корпус питателя изготовляют с приемным и выпускным фланцами, в корпусе питателя размещают поворотные валы с зубчатыми звездочками и бесконечными тяговыми цепями, размещают склиз для движения и разгрузки топливного материала в окно выпускного фланца, питатель снабжают натяжными блоками тяговых цепей с размещенными на их щеках скребками, придают вращение ведущему валу со скоростью, соразмерной подаче топливного материала Sм из бункера, обеспечивающему перемещение топливного материала тангенциальными поверхностями скребков в разгрузочный люк по желобу днища, отличающийся тем, что скребки выполняют металлическими и их контактную поверхность дополнительно упрочняют, на питателе устанавливают полуавтоматические поворотные смотровые гидролюки, выполненные с возможностью подачи направленного потока пеногасящей массы или жидкости, натяжными устройствами обеспечивают равномерное нагружение на подшипники ведущего и ведомого валов с сохранением стрелы прогиба цепи, одновременно устанавливают проходное сечение топливного материала полуавтоматической шиберной заслонкой, обеспечивают пожаробезопасные движения подач и производительность процесса питателя, а приводную станцию оснащают электродвигателем, вал которого соединяют первой муфтой (13) с валом первого редуктора (14), выходной вал которого соединяют второй муфтой (15) с ведущим валом второго редуктора (16), а промежуточной муфтой (17) связывают выходной вал второго редуктора и ведущий вал питателя, при этом площади приемного и выпускного окон фланцев питателя соотносятся между собой в виде коэффициентов пропорциональных чисел 1,27:1, осуществляют разметку под установочные анкерные болты на рабочей площади питателя, производят монтаж и установку питателя и приводной станции, осуществляют согласование и подключение электричеких цепей и системы оповещения рабочего и аварийного режимов, проверяют уровень и соответствие технического масла в редукторах, подсоединяют гидранты к системе пожаротушения, выполняют настройку двухкоординатного позиционирования сопел систем пожаротушения, осуществляют холостой запуск питателя и настраивают проходное сечение подаваемого топливного материала по ссыпному лотку и кратковременную остановку приводной станции, окончательно проверяют конструктивные соединения, надежность резьбовых соединений, стрелу прогиба бесконечных роликовых цепей, состояние закрепления скребков к щекам роликовых цепей и устраняют места случайного осыпания топливного материала.
| Матвеенко И.В., Тарский В.Л | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| М.: Машиностроение, 1976, с.34, рис | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Питатель для загрузки в емкость сыпучего материала | 1977 |
|
SU667471A1 |
| УГЛЕПОГРУЗОЧНЫЙ КОМПЛЕКС | 1996 |
|
RU2099269C1 |
| US 3910428, 07.10.1975 | |||
| US 4290725, 22.09.1981. | |||

