Одним из наиболее удачных существующих способов получения высококачественных сварных швов при автоматической сварке является сварка электродом с качественным покрытием в виде ленты, наносимой на электрод непосредственно на сварочном автомате. Гибкость ленточных покрытий получается за счет введения в состав покрытия глицерина и за счет особой технологии изготовления ленты, отличной от обычных методов изготовления покрытий электродов.
Предметом настоящего изобретения является новый способ изготовления гибкого ленточного обмазочного покрытия, заключающийся в том, что для, придания покрытию гибкости нанесенную на ленту обмазку перед сушкой разделяют на отдельные элементы путем насечки, накатки и т.п.
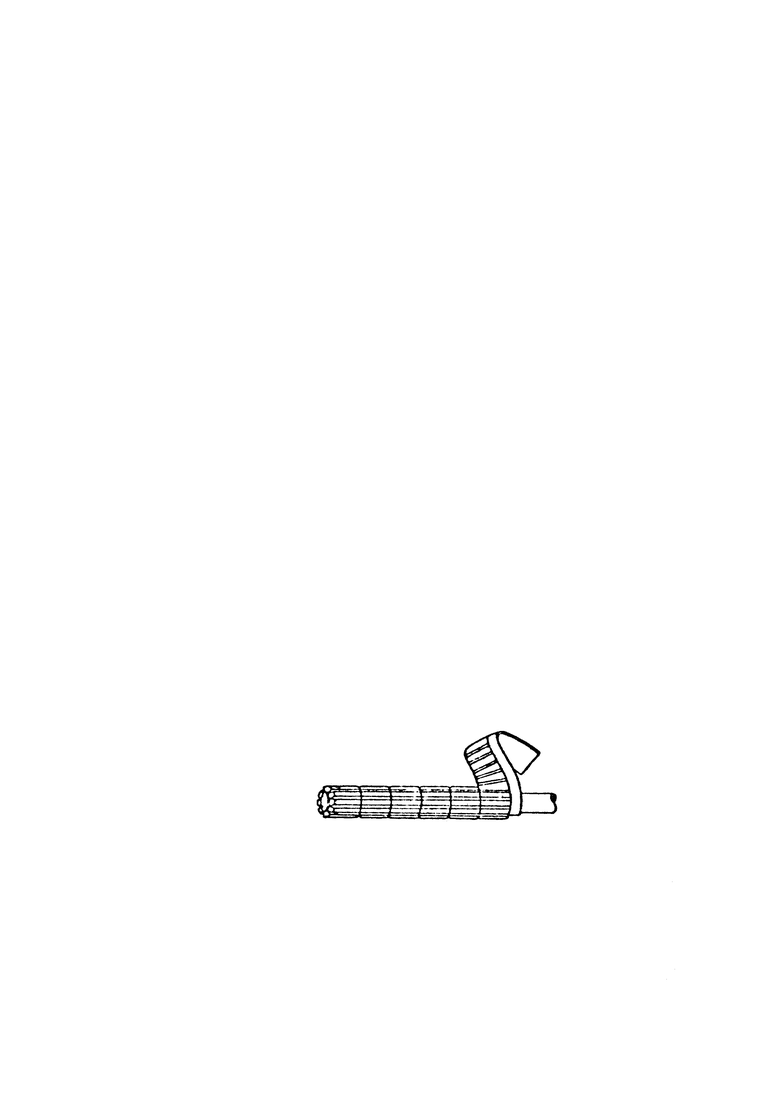
Электрод, покрытый полученным таким способом покрытием, показан на чертеже.
На основу из хлопчатобумажной, пеньковой, джутовой и тому подобной пряжи в виде полосы, ленты, тесьмы наносится масса покрытия любого состава. Для лучшей связи ленты с массой покрытия лента предварительно заершивается при помощи стальной щетки. Масса наносится на всю ширину ленты или часть ее; так, например, лента на одну треть ширины может быть оставлена с края не покрытой.
В дальнейшем лента насекается (помощью зубчатой рейки, накатки и т.п.устройств) и сушится, как обычные покрытые электроды. Гибкость ленточного покрытия достигается за счет насечки. Насечка может быть любой формы, направления и частоты. Удобной формой насечки является, например, насечка прямая, расположенная под некоторым углом к краю ленты (см. чертеж). Угол насечки в этом случае берется с таким расчетом, чтобы при намотке ленты на электрод направление насечки совпало с направлением оси электрода.
Угол насечки в этом примерном случае определяется по формуле
где α - угол насечки, h - ширина обмазанной части ленты, D - диаметр электрода.
Намотка ленты на электрод может производиться так, чтобы каждый последующий виток перекрывал предыдущий на ширину необмазанной части. Тем самым лента предохраняется от разматывания.
Как указывают авторы, изготовленное таким способом ленточное покрытие на хлопчатобумажной основе с массой состава Ц-1 (без органики, так как органику заменяет сама хлопчатобумажная лента) дало высокое качество сварного шва, превышающее нормы, требуемые при изготовлении ответственных конструкций, как-то: паровых котлов, сосулов, работающих под давлением, и пр.
Предложенный способ изготовления гибкого ленточного покрытия имеет следующие преимущества:
1) исключается необходимость введения в ленту специальных веществ для придания ей гибкости (в частности, глицерина).
2) не нарушается состав покрытий и создается возможность оперировать покрытием любого состава, принятого и проверенного на практике,
3) технология изготовления ленточного покрытия упрощается.
Покрытие подобного типа может быть во многих случаях, особенно, при массовом изготовлении, применено и для ручной электросварки, экономя транспортные расходы по перевозке электродной проволоки и создавая удобства в эксплоатации. Хранение и перевозка лент в ряде случаев может оказаться значительно удобнее и проще, нежели хранение и перевозка покрытых электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2262431C2 |
| Состав электродного покрытия | 1984 |
|
SU1197814A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2353493C2 |
| СОСТАВ ШИХТЫ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2383418C1 |
| Способ изготовления покрытий для сварочных электродов | 1941 |
|
SU63536A1 |
| Состав электродного покрытия | 1987 |
|
SU1391846A1 |
| ТЕРМОСТОЙКИЙ ПОЯС ДЛЯ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2003 |
|
RU2221955C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2012 |
|
RU2510317C1 |
| Способ изготовления электродов для электродуговой сварки | 1977 |
|
SU747665A1 |
Способ изготовления гибкого ленточного обмазочного покрытия для навивки на сварочный электрод, отличающийся тем, что для придания покрытию гибкости нанесенную на ленту обмазку перед сушкою разделяют на отдельные элементы путем насечки, накатки и т.п.
