с/
С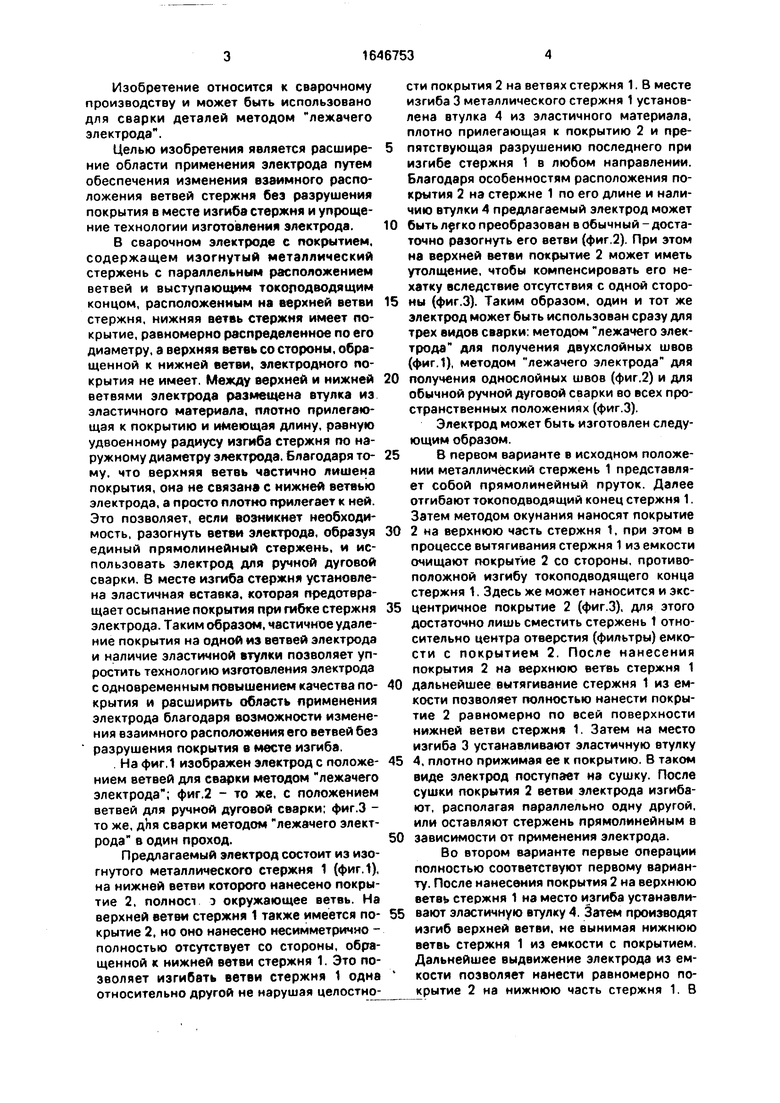
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный электрод | 1981 |
|
SU1073049A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2262431C2 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТУЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2458772C2 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Электрододержатель для ручной дуговой сварки | 1987 |
|
SU1445883A1 |
| Электрододержатель для ручной дуговой сварки | 1988 |
|
SU1622099A1 |
| Электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2811539C1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2244615C1 |
| Тренажер для обучения навыкам ведения сварки | 1988 |
|
SU1651309A1 |
Изобретение относится к сварочному производству и может быть использовано для сварки деталей методом лежачего электрода. Цель изобретения - повышение качества электрода путем обеспечения равномерности и сплошности покрытия по всей длине стержня и расширение области применения электрода путем обеспечения возможности изменения взаимного расположения ветвей стержня. Электрод состоит из изогнутого металлического стержня 1, на нижнюю ветвь которого нанесено покрытие 2, полностью окружающее стержень. На верхней ветви покрытие 2 полностью удалено со стороны, обращенной к нижней ветви стержня. В месте изгиба 3 ветвей на покрытии 2 размещена эластичная втулка 4, препятствующая разрушению покрытия 2 при изгибе ветвей стержня 1. Благодаря возможности изменения взаимного расположения ветвей стержня 1 электрод можно использовать для двухслойной или однослойной сварки методом лежачего электрода или для ручной дуговой сварки. 3 ил.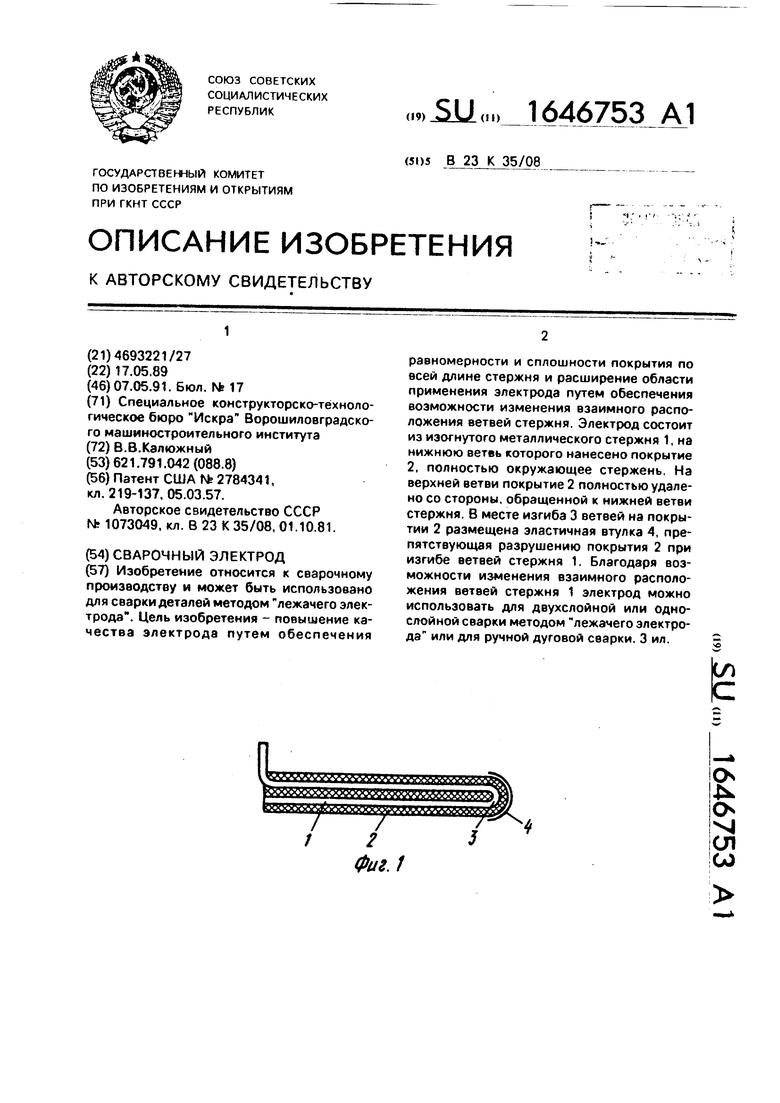
К
О х| СЛ СО
Изобретение относится к сварочному производству и может быть использовано для сварки деталей методом лежачего электрода.
Целью изобретения является расширение области применения электрода путем обеспечения изменения взаимного расположения ветвей стержня без разрушения покрытия в месте изгиба стержня и упрощение технологии изготовления электрода.
В сварочном электроде с покрытием, содержащем изогнутый металлический стержень с параллельным расположением ветвей и выступающим токопод водящим концом, расположенным на верхней ветви стержня, нижняя ветвь стержня имеет покрытие, равномерно распределенное по его диаметру, а верхняя ветвь со стороны, обращенной к нижней ветви, электродного покрытия не имеет. Между верхней и нижней ветвями электрода размещена втулка из эластичного материала, плотно прилегающая к покрытию и имеющая длину, равную удвоенному радиусу изгиба стержня по наружному диаметру электрода. Благодаря тому, что верхняя ветвь частично лишена покрытия, она не связана с нижней ветвью электрода, а просто плотно прилегает к ней. Это позволяет, если возникнет необходимость, разогнуть ветви электрода, образуя единый прямолинейный стержень, и использовать электрод для ручной дуговой сварки. В месте изгиба стержня установлена эластичная вставка, которая предотвращает осыпание покрытия при гибке стержня электрода. Таким образом, частичное удаление покрытия на одной из ветвей электрода и наличие эластичной втулки позволяет упростить технологию изготовления электрода с одновременным повышением качества покрытия и расширить область применения электрода благодаря возможности изменения взаимного расположения его ветвей без разрушения покрытия в месте изгиба.
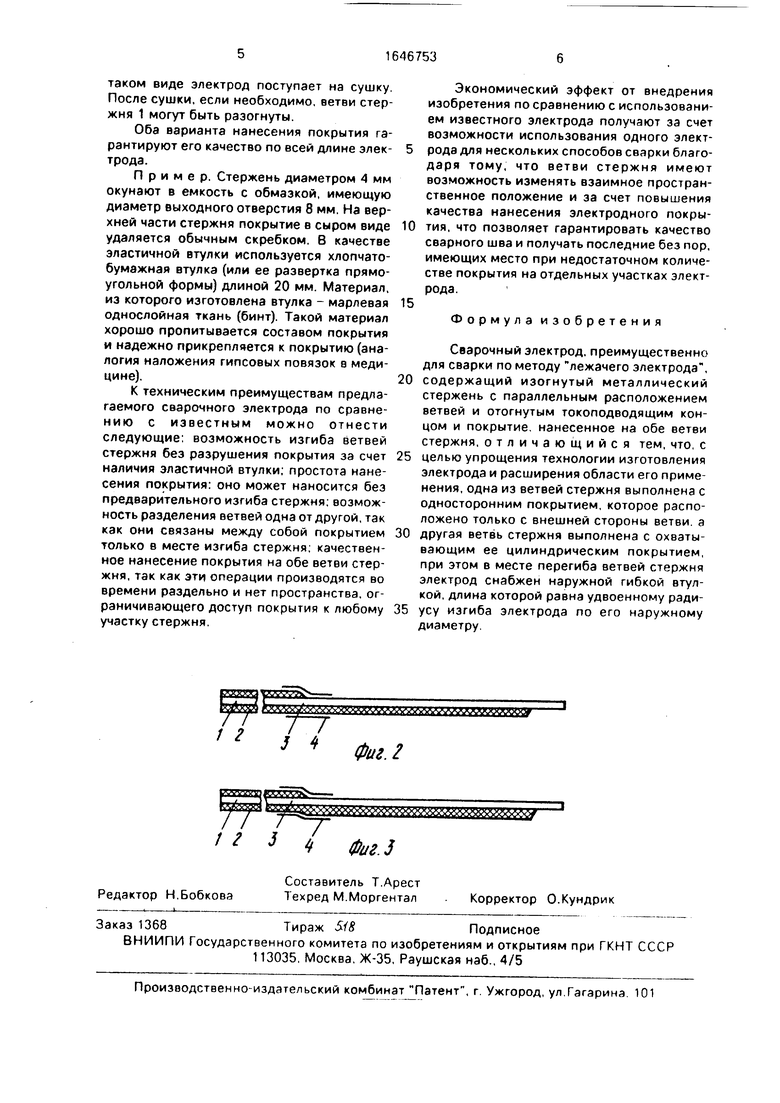
. На фиг.1 изображен электрод с положением ветвей для сварки методом лежачего электрода ; фиг.2 - то же, с положением ветвей для ручной дуговой сварки; фиг.З - то же, для сварки методом лежачего электрода в один проход.
Предлагаемый электрод состоит из изогнутого металлического стержня 1 (фиг.1), на нижней ветви которого нанесено покрытие 2, полное э окружающее ветвь. На верхней ветви стержня 1 также имеется покрытие 2, но оно нанесено несимметрично - полностью отсутствует со стороны, обращенной к нижней ветви стержня 1. Это позволяет изгибать ветви стержня 1 одна относительно другой не нарушая целостности покрытия 2 на ветвях стержня 1. В месте изгиба 3 металлического стержня 1 установлена втулка 4 из эластичного материала, плотно прилегающая к покрытию 2 и препятствующая разрушению последнего при изгибе стержня 1 в любом направлении. Благодаря особенностям расположения покрытия 2 на стержне 1 по его длине и наличию втулки 4 предлагаемый электрод может
0 быть легко преобразован в обычный-достаточно разогнуть его ветви (фиг.2). При этом на верхней ветви покрытие 2 может иметь утолщение, чтобы компенсировать его нехатку вследствие отсутствия с одной сторо5 ны (фиг.З). Таким образом, один и тот же электрод может быть использован сразу для трех видов сварки: методом лежачего электрода для получения двухслойных швов (фиг.1), методом лежачего электрода для
0 получения однослойных швов (фиг.2) и для обычной ручной дуговой сварки во всех пространственных положениях (фиг.З).
Электрод может быть изготовлен следующим образом.
5 В первом варианте в исходном положении металлический стержень 1 представляет собой прямолинейный пруток. Далее отгибают токоподводящий конец стержня 1. Затем методом окунания наносят покрытие
0 2 на верхнюю часть стержня 1, при этом в процессе вытягивания стержня 1 из емкости очищают покрытие 2 со стороны, противоположной изгибу токоподводящего конца стержня 1. Здесь же может наносится и экс5 центричное покрытие 2 (фиг.З). для этого достаточно лишь сместить стержень 1 относительно центра отверстия (фильтры) емкости с покрытием 2. После нанесения покрытия 2 на верхнюю ветвь стержня 1
0 дальнейшее вытягивание стержня 1 из емкости позволяет полностью нанести покрытие 2 равномерно по всей поверхности нижней ветви стержня 1. Затем на место изгиба 3 устанавливают эластичную втулку
5 4, плотно прижимая ее к покрытию. В таком виде электрод поступает на сушку. После сушки покрытия 2 ветви электрода изгибают, располагая параллельно одну другой, или оставляют стержень прямолинейным в
0 зависимости от применения электрода.
Во втором варианте первые операции полностью соответствуют первому варианту. После нанесения покрытия 2 на верхнюю ветвь стержня 1 на место изгиба устэнавли5 вают эластичную втулку 4. Затем производят изгиб верхней ветви, не вынимая нижнюю ветвь стержня 1 из емкости с покрытием. Дальнейшее выдвижение электрода из емкости позволяет нанести равномерно покрытие 2 на нижнюю часть стержня 1. В
таком виде электрод поступает на сушку. После сушки, если необходимо, ветви стержня 1 могут быть разогнуты.
Оба варианта нанесения покрытия гарантируют его качество по всей длине электрода.
Пример. Стержень диаметром 4 мм окунают в емкость с обмазкой, имеющую диаметр выходного отверстия 8 мм. На верхней части стержня покрытие в сыром виде удаляется обычным скребком. В качестве эластичной втулки используется хлопчатобумажная втулка (или ее развертка прямоугольной формы) длиной 20 мм. Материал, из которого изготовлена втулка - марлевая однослойная ткань (бинт). Такой материал хорошо пропитывается составом покрытия и надежно прикрепляется к покрытию (аналогия наложения гипсовых повязок в медицине).
К техническим преимуществам предлагаемого сварочного электрода по сравнению с известным можно отнести следующие: возможность изгиба ветвей стержня без разрушения покрытия за счет наличия эластичной втулки; простота нанесения покрытия: оно может наносится без предварительного изгиба стержня; возможность разделения ветвей одна от другой, так как они связаны между собой покрытием только в месте изгиба стержня; качественное нанесение покрытия на обе ветви стержня, так как эти операции производятся во времени раздельно и нет пространства, ограничивающего доступ покрытия к любому участку стержня.
t «jx yx - yyyyxxxjvwvwvvKVyyB
0
5
0
Экономический эффект от внедрения изобретения по сравнению с использованием известного электрода получают за счет возможности использования одного электрода для нескольких способов сварки благодаря тому, что ветви стержня имеют возможность изменять взаимное пространственное положение и за счет повышения качества нанесения электродного покрытия, что позволяет гарантировать качество сварного шва и получать последние без пор, имеющих место при недостаточном количестве покрытия на отдельных участках электрода.
Формула изобретения
Сварочный электрод, преимущественно для сварки по методу лежачего электрода,
содержащий изогнутый металлический стержень с параллельным расположением ветвей и отогнутым токоподводящим концом и покрытие, нанесенное на обе ветви стержня, отличающийся тем, что, с
5 целью упрощения технологии изготовления электрода и расширения области его применения, одна из ветвей стержня выполнена с односторонним покрытием, которое расположено только с внешней стороны ветви, а
0 другая ветвь стержня выполнена с охватывающим ее цилиндрическим покрытием, при этом в месте перегиба ветвей стержня электрод снабжен наружной гибкой втулкой, длина которой равна удвоенному ради5 усу изгиба электрода по его наружному диаметру.
Фиг. 2
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2022 |
|
RU2784341C1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Сварочный электрод | 1981 |
|
SU1073049A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
