(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ
1
Изобретение относится к обработке металлов давлением, а именно к автоматизированной горячей штамповке изделий.
Известна линия горячей штамповки, содержащая автоматический нагреватель, штамповочный и обрезной прессы, два робота, расположенные справа и слева от штамповочного пресса. Оси роботов, ручьев штампов, проходящие через боковые окна штамповочного и обрезного прессов, а также ось нагревателя расположены на одной линии 1.
Однако при такой компановке линии для штамповки поковок и обрезки облоя требуются два пресса и дйа промышленных робота. Все это увеличивает капитальные затраты на создание линии.
Известна автоматическая линия горячей штамповки, содержаш.ая нагреватель с устройством его загрузки, транс- : портер подачи заготовок в боковое окно пресса, штамповочный пресс со штампами предварительной и окончательной штамповки, и обрезным штампом, два промышленных робота, установленных с фронтальной и боковой стороны пресса 2.
Однако такое расположение роботов затрудняет обслуживание линии (смену штампов, наблюдение за ходом технологического npduecca и др.) и требует два робота, что увеличивает стоимость линии. Кроме того, устанавливает заготовки в предварительный штамп и перекладывает поковки по позициям формообразования робот, расположенный с фронтальной стороны пресса, что увеличивает цикл производства поковки и время нахождения заготовки на штампе, так
10 как робот берет заготовку из окончательного штампа и устанавливает в обрезной, поворачивается, берет заготовку с транспортера и устанавливает в предварительный штамп, что отрицательно сказывается на стойкости
15 штампов.
Цель изобретения - улучшение условия обслуживания линии.
Поставленная цель достигается тем, что в автоматической линии горячей штамповки, 20 содержащей .нагреватель с устройством его загрузки, транспортер подачи заготовок в боковое окно пресса, штамповочный пресс с установленными на нем обрезным и ковочными штампами предварительного и окончательного переходов и промышленный робот с захватом, штамповочный, пресс снабжен устройствами для укладки заготовок в штамп и удаления отштампованных поковок и облоя, а промышленный робот установлен с задней стороны пресса и его захват расположен между ручьями штампов, при этом устройство для укладки заготовок в предварительный штамп установлено в боковом окне пресса над транспортером, а устройства для удаления отштампованных поковок и облоя расположены в другом окне пресса. Устройство для загрузки заготовок может быть выполнено в виде силового цилиндра с установленной на его штоке поворотной планкой. Устройство для удаления облоя может быть выполнено в виде силового цилиндра с установленным на его штоке захватом.
Устройство для удаления отштампованных поковок может быть выполнено в виде силового цилиндра с установленной на его штоке рамкой по форме поковки.
Расположение робота с задней стороны пресса обеспечивает доступ к рабочему пространству для замень штампов и наблюдения за ходом технологического процесса. Расположение захвата между ручьями штампа позволяет не убирать руку робота из рабочего пространства пресса при деформировании заготовки и осушествлять зажим поковки сразу после рабочего хода. Вспомогательные механизмы (устройство для подачи заготовок, удаления поковок и облоя) позволяют упростить работу робота и заменить другой робот простой механизацией. Вспомогательные механизмы и промышленный робот установку заготовок в штамп, удаление поковок и облоя и перекладку поковок из ручья в ручей осуш,ествляют одновременно, что снижает время цикла штамповки. Установка устройств для подачи заготовок и удаления поковок и облоя над транспортерами и выполнение их в виде силовых цилиндров с соответствуюш.ими механизмами существенно упрошает линию.
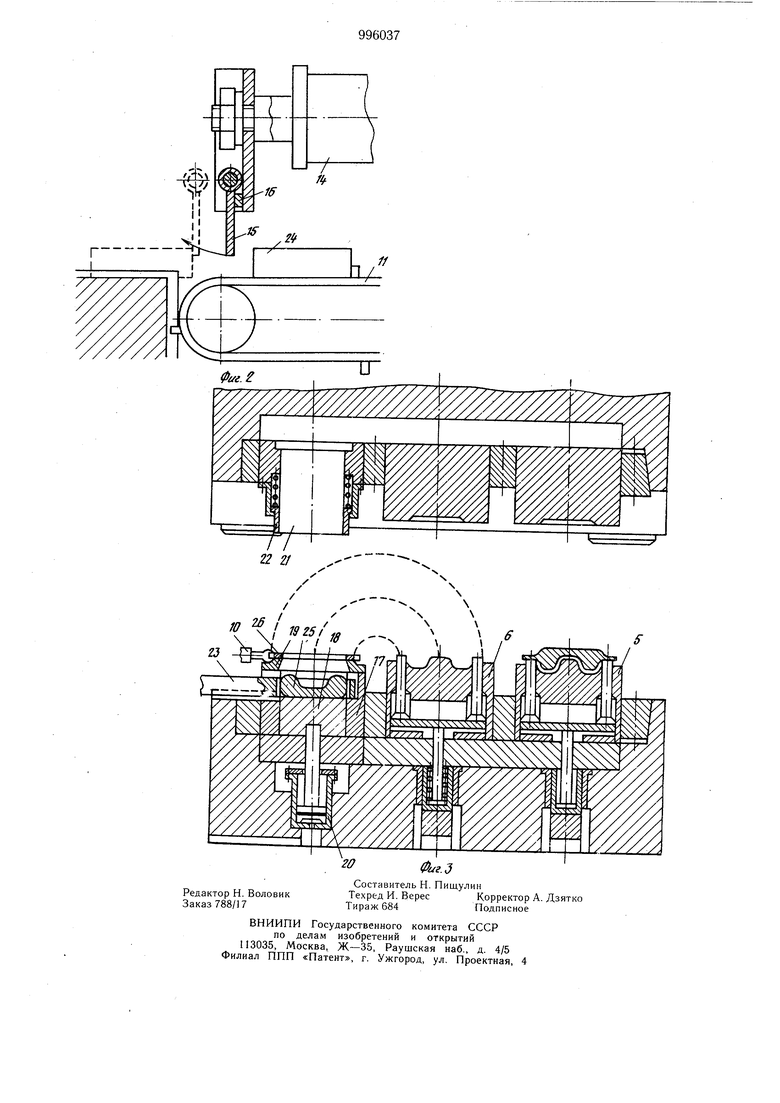
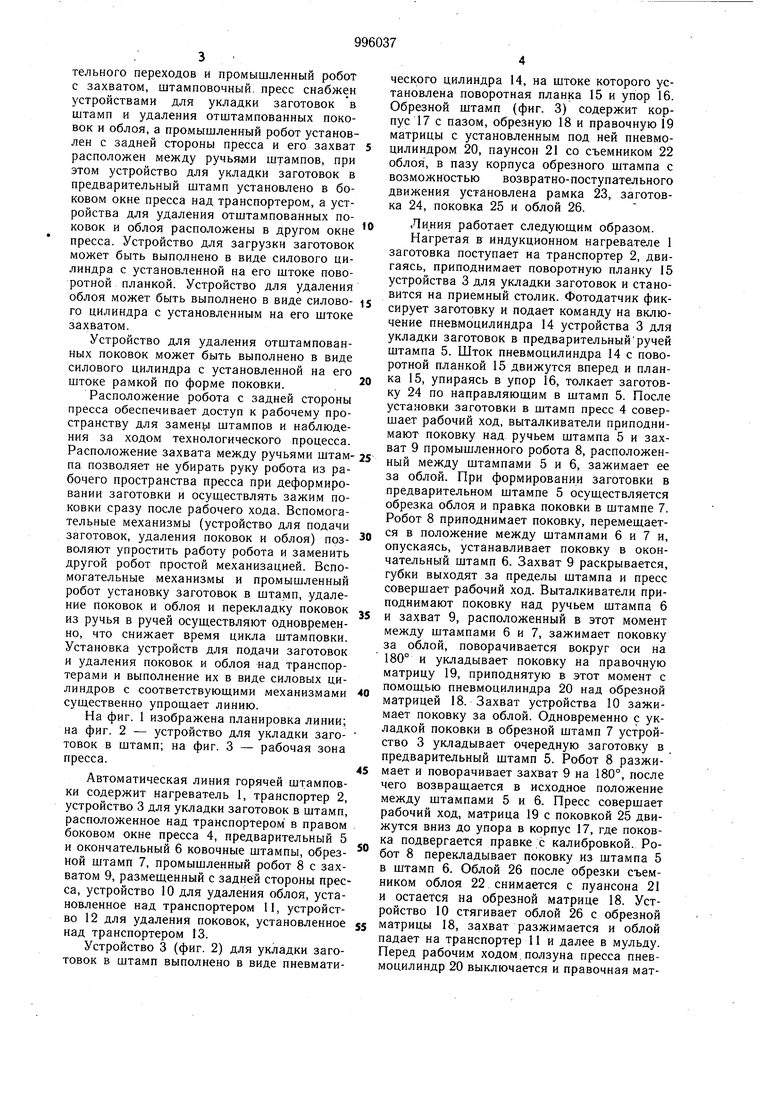
На фиг. 1 изображена планировка линии; на фиг. 2 - устройство для укладки заготовок в штамп; на фиг. 3 - рабочая зона пресса.
Автоматическая линия горячей штамповки содержит нагреватель 1, транспортер 2, устройство 3 для укладки заготовок в штамп, расположенное над транспортером в правом боковом окне пресса 4, предварительный 5 и окончательный 6 ковочные штампы, обрезной штамп 7, промышленный робот 8 с захватом 9, размещенный с задней стороны пресса, устройство 10 для удаления облоя, установленное над транспортером 11, устройство 12 для удаления поковок, установленное над транспортером 13.
Устройство 3 (фиг. 2) для укладки заготовок в штамп выполнено в виде пневматического цилиндра 14, на штоке которого установлена поворотная планка 15 и упор 16. Обрезной штамп (фиг. 3) содержит корпус 17с пазом, обрезную 18 и правочную 19 матрицы с установленным под ней пневмоцилиндром 20, паунсон 21 со съемником 22 облоя, в пазу корпуса обрезного штампа с возможностью возвратно-поступательного движения установлена рамка 23, заготовка 24, поковка 25 и облой 26.
Линия работает следующим образом.
Нагретая в индукционном нагревателе 1 заготовка поступает на транспортер 2, двигаясь, приподнимает поворотную планку 15 устройства 3 для укладки заготовок и становится на приемный столик. Фотодатчик фиксирует заготовку и подает команду на включение пневмоцилиндра 14 устройства 3 для укладки заготовок в предварительныйручей штампа 5. Шток пневмоцилиндра 14 с поворотной планкой 15 движутся вперед и планка 15, упираясь в упор 16, толкает заготовку 24 по направляющим в штамп 5. После установки заготовки в штамп пресс 4 совершает рабочий ход, выталкиватели приподнимают поковку над ручьем штампа 5 и захват 9 промышленного робота 8, расположенный между штампами 5 и 6, зажимает ее за облой. При формировании заготовки в предварительном штампе 5 осуществляется обрезка облоя и правка поковки в штампе 7. Робот 8 приподнимает поковку, перемещается в положение между штампами 6 и 7 и, опускаясь, устанавливает поковку в окончательный штамп 6. Захват 9 раскрывается, губки выходят за пределы штампа и пресс совершает рабочий ход. Выталкиватели приподнимают поковку над ручьем штампа 6 и захват 9, расположенный в этот момент между штампами 6 и 7, зажимает поковку за облой, поворачивается вокруг оси на 180° и укладывает поковку на правочную матрицу 19, приподнятую в этот момент с помощью пневмоцилиндра 20 над обрезной матрицей 18. Захват устройства 10 зажимает поковку за облой. Одновременно с укладкой поковки в обрезной штамп 7 устройство 3 укладывает очередную заготовку в предварительный штамп 5. Робот 8 разжимает и поворачивает захват 9 на 180°, после чего возвращается в исходное положение между штампами 5 и 6. Пресс совершает рабочий ход, матрица 19 с поковкой 25 движутся вниз до упора в корпус 17, где поковка подвергается правке с калибровкой. Робот 8 перекладывает поковку из штампа 5 в штамп 6. Облой 26 после обрезки съемником облоя 22 снимается с пуансона 21 и остается на обрезной матрице 18. Устройство 10 стягивает облой 26 с обрезной матрицы 18, захват разжимается и облой падает на транспортер 11 и далее в мульду. Перед рабочим ходом, ползуна пресса пневмоцилиндр 20 выключается и правочная матрица 19 с поковкой 25 после обрезки облоя остаются в нижнем положении. Включается устройство 12 и шток с рамкой 23 движутся назад, стягивая поковку 25 на склиз, с которого она скатывается на транспортер 13 и попадает в мульду. Рамка 23 устройства 12 движется вперед, включается пневмоцилиндр 20 штампа 7 и правочная матрица 19, поднимаясь в рамке 23, становится над обрезиой матрицей для укладки иа нее очередной заготовки, отштампованной в окончательном штампе 7.
Предлагаемое изобретение позволяет улучшить условия обслуживания линии горячей штамповки.
Формула изобретения
1. Автоматическая линия горячей штамповки, содержаш,ая нагреватель с устройством его загрузки, транспортер подачи заготовок в боковое окно пресса, штамповочный пресс с установленными на нем обрезным и ковочными штампами предварительного и окончательного переходов и промышленный робот с захватом, отличающаяся тем, что, .с целью улучшения условий ее обслуживания, штамповочный пресс снабжен устройствами для укладки заготовок в штамп
и удаления отштампованных поковок и об лоя, 3 промь1шленный робот установлен с задней стороны пресса и его захват расположен между ручьями штампов, при этом устройство для укладки заготовок в предварительный штамп установлено в боковом окне пресса над транспортером, а устройства для удаления отштампованныхпоковок и облоя расположены в другом окне пресса.
2.Автоматическая линия по п. 1, отличающаяся тем, что устройство для загрузки
0 заготовок выполнено в виде силового цилиндра с установленной на его штоке поворотной планкой. .
3.Автоматическая линия по п. 1, отличающаяся тем, что устройство для удале5 ния облоя выполнено в виде силового цилиндра с установленным йа его штоке захватом.
4.Автоматическая линия по п. 1, отличающаяся тем, что устройство для удаления отштампованных поковок выполнено в виде силового цилиндра с установленной на его штоке рамкой по форме поковки.
Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 733843, кл. В 2 J 13/10, 1979. 2. Коган М. С. Опыт эксплуатации промышленных роботов. «Циклон-ЗБ. - Станки и инструмент. № 11, 1978, с. 10 (npotOTHn)
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1248721A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |