Изобретение относится к рбработк металлов давлением, в частности к автоматизированной горячей штамповке изделий. Известна линия горячей штамповки, содержащая автоматический нагреватель, штамповочный и обрезной прессы, а также два робота, расположенные справа и слева от штамповоч ного пресса. Оси роботов, ручьев штампов, проходящие через боковые окна штамповочного и обрезного прес сов, а также ось нагревателя расположены на одной линии l . При такой компановке обслуживание штамповочного и обрезного прессов производится одним роботом, что снижает производительность работы линии Наиболее близкой к изобретению по технической сущности и достигаемог1у результату является автоматическая линия горячей штамповки, содержащая установленные по ходу технологическо го процесса автоматический нагреватель, робот-загрузчик, штамповочный пресс с формовочным штампом, роботкузнец, робот-обрезчик и обрезной пресс со штампом 2 . Недостатком известной линии явля ется ее низкая производительность из-за работы роботов по максимальны углам поворота. Цель изобретения - увеличение пр изводительности линии путем сокраще ния цикла производства поковок. Указанная цель достигается тем, что автоматическая линия горячей штамповки, содержащая установленные по ходу технологического процесса автоматический нагреватель, роботзагрузчик, штамповочный пресс с фор мовочным штампом, робот-кузнец, робот-обрезчик и обрезной пресс со штампом, снабжена передающим устройством, установленным между штамповрчным и обрезным прессами, выпол ненным в виде соединенной с трубопроводом сжатого воздуха трубы с по перечным сечением, соответствующим конфигурации поковки, на концах кот рой установлены приемное устройство расположенное на уровне плоскости разъема формовочного штампа штамповочного пресса, и ориентирующее устройство, расположенное на уровне плоскости разъема штг1мпа обрезного пресса, при этом центры, ориентирующего устройства и обрезного штампа расположены на оси руки робота-обрезчика. Приемное устройство быть расположено в боковом окне штамповочного пресса и выполнено в виде ложемента и приводного подвижного затвора. Установка передакйдего устройства в виде трубы с трубопроводом подвода сжатого воздуха с приемным и ориентирующим устройствами на концах позволяет передавать поковки от штамповочного пресса к обрезному. Расположение ложемента приемного устройства на уровне плоскости разъема ковочных штампов, а ориентирующего устройства на уровне плоскости разъема штампа обрезного пресса позволяет подавать поковки с одного уровня на другой более высокий или низкий. Расположение приемного устройства в боковом окне штамповочного пресса позволяет сократить время цикла за счет уменьшения угла поворота робота-кузнеца. Расположение центров ориентирующего устройства и обрезного штампа на оси руки робота позволяет сократить цикл работы за счет исключения поворота робота-обрезчика. Выполнение поперечного сечения по конфигурации поковки позволяет сохранить ее ориентацию в процессе транспортировки. На фиг.1 изображена автоматическая линия горячей штамповки, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг.З - труба с приемным и ориентирующим устройствами; на фиг.4 то, же, вид-сверху; на фиг.5 - расположение ориентирукидего устройства и обрезногй штампа относительно оси руки робота. Автоматическая линия горячей штамповки состоит из последовательно установленных по ходу технологического процесса автоматического загрузчика 1, индукционного нагревателя 2, транспортера 3 с ориентирующим устройством 4 для- передачи заготовок посредством робота-загрузчика 5 к штамповочному прессуб,ковочных штс1мпов 7j передающего устройства 8 с приемным 9 и ориентирующим 10 устройствами на концах. Приемное устройство 9 состоит из ложемента 11 с отверстием q для подвода воздуха и затвора 12 с приводом 13. Роботкузнец 14 служит для перекладки затвора 12 с приводом 13. Робот-кузнец 14 служит для перекладки поковки с ковочных штампов 7 на приемное устройство 9. Сжатый воздух подводится через труе опровод 15. Робот обрезчик 16 установлен по фронту обрезного пресса 17,, где расположен обрезной штамп 18. Тара для поковок 19 и облоя 20 расположена с тыльной стороны пресса. Автоматическая линия работает следующим образом. Автоматический загрузчик 1 подает заготовку в нагреватель 2, Нагретая заготовка по транспортеру 3 через ориентирующее устройство 4 попадает ;на позицию захвата робота-загрузчика 5. Последний передает заготовку на
осадочную площадку ковочных штампов 7 штамповочного пресса 6. Ходом пресса, осаженная заготовка передается в окончательный ручей, робот 5 возвращается в исходное положение. в это время пресс совершает очередной ход. Робот-кузнец 14 берет отштампованную деталь и передает на ложемент 11 приемного устройства 9. Згисват разжимается, и робот-кузнец 14 возвращается в исходное положение, подавая сигнал на привод 13, который перемещает затвор 12, закрывая приемное устройство. При закрытом затворе 12 подается команда на подачу сжатого воздуха, который передается через отверстие а в ложементе 11 в трубопровод 15. Поковка под действиГ
П
ем сжатого воздуха по передающему
устройству 8 доходит до подпружиненного упора, ударяется об него и попадает в ориентирующее устройство 10. Подается сигнал на включение робота-обрезчика 16, который передает поковку на обрезной штамп 18 обрезного пресса 17. После выхода руки робота из рабочей зоны подается команда на вкдпочение обрезного пресса.
Обрезанная поковка и облой удгшяются в тару 19 и 20. На. этом автоматический цикл завершен.
Использование изобретения по сравнению с прототипом позволяет сократить время производственного цикла, что повышает производительность ли,нии горячей штамповки.
76 f -и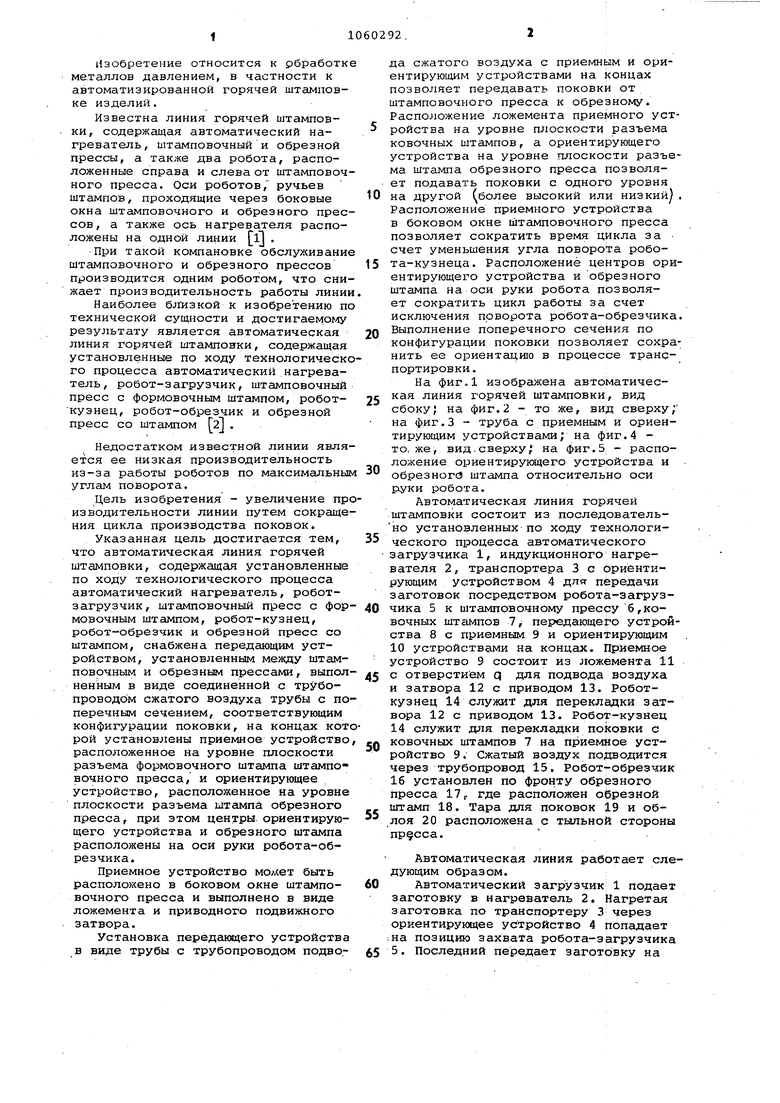

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1549665A1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
1. АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ, содержащая установленные по ходу технологического процесса автоматический нагреватель, робот-загрузчик, штамповочный пресс с формовочным, штампом, робот-кузнец, робот-обрезчик и обрезной пресс со штампом, отличающаяся тем, что, с целью увеличения производительности путем сокращения цикла производства поковок, она снабжена передающим устройством, установленным между штамповочныгл и обрезным npeccai oi, выполненным в виде соединенной с трубопроводом сжатого воздуха трубы с поперечным сечением, соответствующим конфигурации поковки, на концах которой установлены приемное устройство, расположенное на , уровне плоскости разъема формовочного штампа штамповочного пресса, и ориентирующее устройство, располо. женное на уровне плоскости разъема штампа обрезного пресса, при этом центры ориентирующего устройства и обрезного штампа расположены на оси руки робота-обрезчика. 2. Линия ПОП.1, отличаюW щаяся тем, что приемное устройство расположено в боковом окне штамповочного пресса и вьшолнено в |виде ложемента и приводного подвижного затвора. D з: э SD ;о ND
11
Фиг.
