(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1549665A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
1
Изобретение относится к обработке металлов давлением, а именно к штамповке сложных изделий за несколько переходов.
Известна автоматическая ковочная линия, содержащая нагреватель, ковочные вальцы, клиновой пресс, обрезной пресс, выкруткой пресс, рихтовочно-калибровоч- ный пресс, транспортеры и промьшшенные роботы l ,,0
Однако указанная линия имеет низкую производительность транспортных устройств и соответственно всей линии.
Наиболее близкой к предлагаемой по технической сущности является автомати- 5 ческая линия горячей штамповки, содержащая нагреватель, промышленный робот, штамповочный пресс, обрезной пресс 2..
В линии все рабочие позиции нагревательная, штамповочнаЯ( обрезная - распо- 20 ложены вокруг робота.
Недостаток этой линии заключается в необходимости применять промышленный робот сложной конструкции с большим
количеством точек позиционирования, а также низкая производительность, обу словленная применением сложного робота для передачи заготовок с пресса на пресс
Цель изобретения - упрошение конструк-. ции линии и повышение ее производительности.
Зто достигается тем, что линия предлагаемой конструкции снабжена вторым промышленным роботом, причем роботы установлены перед штамповочным прессом и за ним, а их оси, также оси ручьев всех штампов, проходящие через боковые окна штамповочного и обрезного прессов, и ось нагревателя расположены на одной линии,
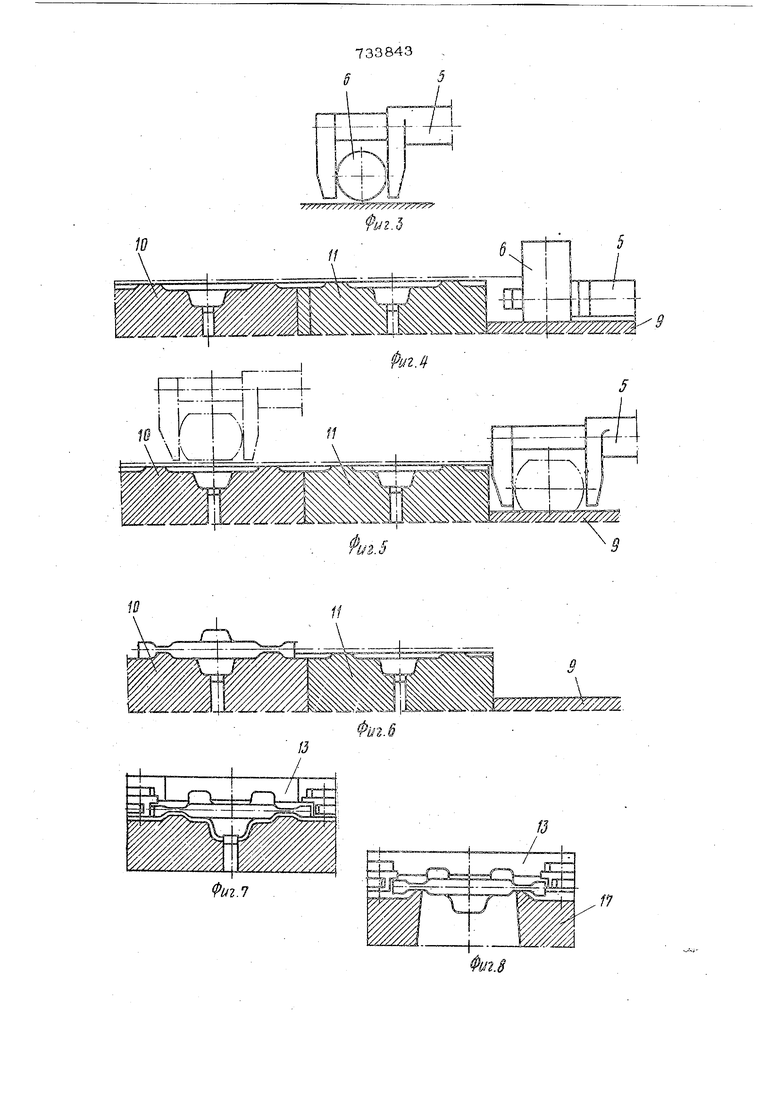
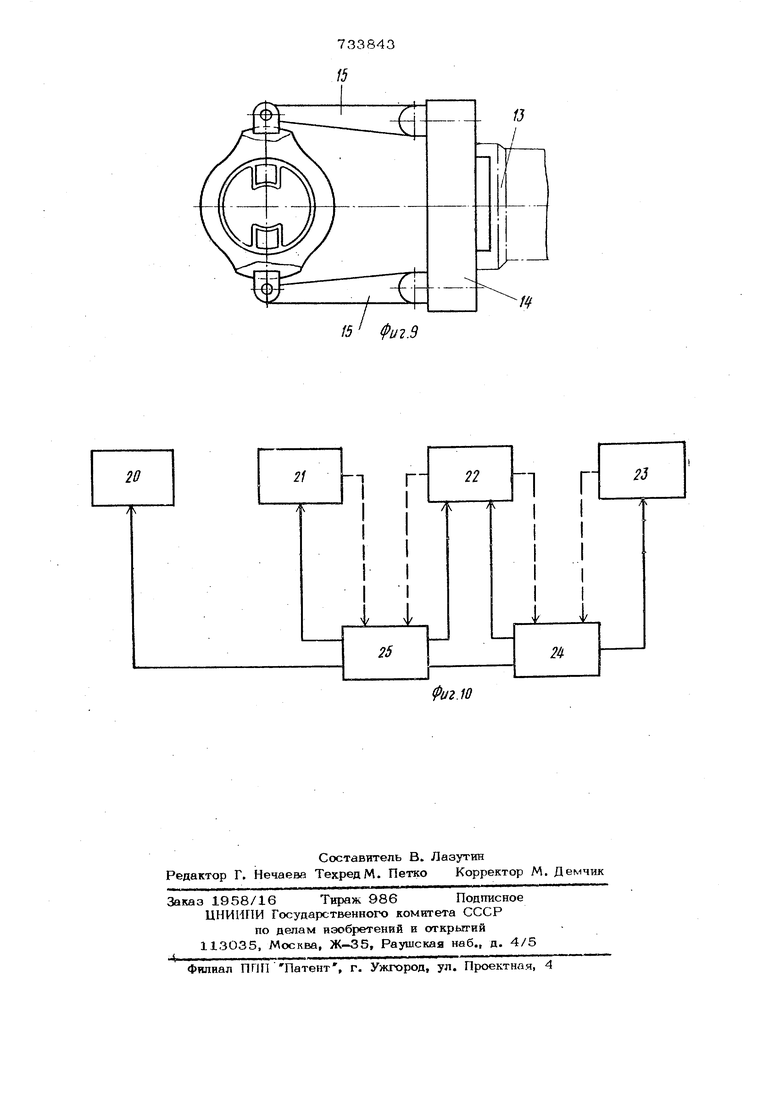
На фиг, 1 изображена описываемая автоматическая линия горячей штамповки, вид спереди; на фиг. 2 - то же, вид на фиг. 3 - схема захвата заготовок схватом первого робота с лотка нагревателя; на фиг, 4 - схема установки заго1товки в первый ручей штампа; на фиг. 5 схема установки заготовки в черновой ручей штампа; на фиг, 6 - схема штампов ки в черновом ручье с образованием облоя в магазине ручья; на фиг. 7 - схема захвата поковки из чернового ручья; аналогично установка и захват поковки из чистового ручья вторым роботом; на фиг. 8 - схема установки поковки в обрезной штамп вторым роботом; на фиг. 9 схема схвата второго робота; на фиг. 10 блок-схема системы управления линией. Автомат11ческая пиния горячей штамповки состоит из нагревателя 1, снабженного механизмом автоматической вьщачи нагретой заготовки на позицию вьщачи 2. Причем ось позиции вьццачи 2 совпадает с основной осью участка. Рядом с нагрев телем 1 со стороны позиции вьщачи 2 установлен первый промышленный робот 3, снабженный рукой 4 со схватом 5, причем ось руки совпадает с основной .осью, а схват вьтолнен по принципу пнев матических тисков для зажима тел б пра вильной геометрической формы (цилиндр, призма и т.д.). Далее по основной оси установлен кривошипный горячештамповоч ный пресс 7. Пресс 7 установлен таким образом, что основная ось проходит через боковые окна 8 и совпадает с обшей осью всех трех ручьев штампа: предварительного 9, чернового Юн чистового 11. По другую сторону пресса 7 установлен второй промышленный робот 12, который отличается от первого только конструкцией схвата. Схват 13 второго промьядленного робота содержит корпус 14, на котором установлены губки 15, исполнительные поверхности которых выполнены с возможностью захвата детали на облой Дальше по основной оси установлен обрез ной пресс 16, причем ось обрезного штампа 17 совпадает с основной осью. На обрезном прессе 16 установлен механизм 18 удаления обрезной поковки. Автоматическая линия штамповки снабже- на устрюйством управления 19, состоящи из блока 2О управления механизмом 18 удаления обрезньк поковок, шкафа 21 управления обрезным прессом 16, снабженного переключателем Автомат-наладка, икафа 22 утфавпения, кривошипным горячештамповочным прессом 7, снабхсен него переключателем Автомат-наладка, блока 23 управления нагревателем 1, снабженного переключателем Автоматналадка, системы 24 управления первым роботом 3, снабженной переключателем Автомат-валадка и переключателем Программа 1 - Программа П , и системы 25 управления вторым промышленным роботом 12, снабженной кнопкой Пуск-Стоп, переключателем Автоматналадка и переключателем Программа I Программа И - Программа Ш . Автоматическая линия штамповки работает следующим образом. В зависимости от сложности поковки может производиться одно- двух- и трехручьевая штамповка. Рассмотрим наиболее сложный случай трехручьевой штамповки. Для пуска л№нии необходимо в устройстве управления 19 на блоке 23, шкафах 21 и 22, системах 24 и 25 переключатель Автоматналадка перевести в положение Автомат. Кроме этого, на системах 24 переключатель Программа 1 - Программа П перевести в положение Программа П - Программа Ш. После этого нажимается кнопка Пуск, расположенная на системе 25 , и начинается автоматический цикл. Нагреватель 1 вьздает нагретую заготовку на позицию выдачи 2, где ее захватьшает первый робот 3. Рука 4 робота поворачивается вокруг вертикальной оси, и схват 5 устанавливает поковку в предварительный ручей 9 штампа кривошипного горячештамповочного пресса 7. После того, как схват 5 будет выведен из зоны штамповки, пресс 7 совершает ход и производит первую. )Bкy поковки. После этого первый робот 3. своим схватом 5 захватывает поковку и перемешает ее в черновой ручей Ю, в котором поковка приобретает очертания, близкие к готовой поковке. При черновой формовке у поковки образуется облой, и осуществить захват такой поковки схватом 5 становится невозможно. В автоматической линии штамповки в этот момент в работу подключается второй робот 12, оснащенный схватом 13, которым возможно захватывать поковки с облоем. Итак, робот 12 захватывает поковку из чернового ручья 1О и устанавливает ее в чистовой ручей 1, где осуществляется окончательная формовка поковки. После этого робот 12 своим схватом 13 захватывает поковку из чистового ручья 11, перемешает и устанавливает ее в штамп 17 обрезного пресса 16. После того, как рука робота 12 выйдет из рабочей зоны пресса 16, пресс 16 совершает ход, обрезая .облой, затем механизм 18 удаления обрезанной поковки сталкивает поковку со |стола пресса 16 и направляет в тару для готовых поковок. На этом автоматический цикл за верушеи. Применение предлагаемого изобретени позволит решать один из актуальных во пркюов современного производства - эффективную автоматизацию гор$гчей шта повки на кривошипных горячештамповочных прессах. Формула изобретения Автоматическая линия горячей штамповки, содержащая установленные по ходу технологического процесса автоматически нагреватель, штамповочный и обрезной прессы и промышленный робот, о т л и чаюш.аяся тем, что, с целью 7 3 упрощения конструкции и повмиения irfioизводительности, линия снабжена вторым промышленным роботом, причем роботы установлены перед штамповочным прессом и за последним, а их оси, также оси ручьев всех штампов, проходящие через боковые окна штамповочного и обрезного прессов, и ось нагревателя расположены на одной линии. Источники информации, принятые во внимание при экспертизе 1,Рекламный проспект фирмы ко Леверкузен (ФРГ), оборудованная ФРГ выставка Станки 2. 2.Белянвн П. Н. Промышленные роботы, М., Машиностроение, 1975, с. 280, рис. 165 (прототип). шJ
/J
/
/5 (U2.d
