Изобретение относится к технологии сварки, в частности к технологическим приспособлениям для сварки, и может быть использовано для формирования обратной стороны сварных швов преимущественно при сварке листовых деталей из алюминиевых сплавов за один проход.
Известна подкладка для формирования обратной стороны сварного шва при односторонней сварке стыковых соединений, содержащая корпус с размещенным в нем теплоизолирующим слоем и слоем флюса на гибкой биметаллической ленте со слоями, имеющими различные коэффициенты температурного расширения, при этом слой из материала с большим коэффициентом температурного расширения расположен со стороны теплоизолирующего слоя, а лента в поперечном сечении выполнена в виде желоба с радиусом кривизны, определяемым по формуле (Авторское свидетельство СССР №903009. Подкладка для формирования обратной стороны шва при односторонней сварке стыковых соединений - МКИ3: В 23 К 9/02, 37/06. - Бюл. №5, 07.02.82). Недостаток известной подкладки состоит в том, что она может использоваться при сварке деталей из конструкционных сталей с помощью флюса.
Наиболее близкими аналогами по технической сущности и достигаемому результату являются подкладки для формирования обратной стороны сварного шва при односторонней сварке стыковых соединений листовых заготовок из алюминиевого сплава, содержащие формирующую канавку рациональной формы, которые устанавливаются в сварочное приспособление с прижимами и в процессе автоматической сварки устраняют в проплаве сварного шва окисные включения (1. Сварка в машиностроении. Справочник / Т.1, стр.225-226, рис.77а, б, в; Т.2, стр.228, рис.5. - М.: Машиностроение, 1978. 2. Г.Д.Никифоров. Технология и оборудование сварки плавлением. - М.: Машиностроение. 1978. - стр.35, рис.28а, б, в, стр.182, рис.99). Данные подкладки приняты за прототип.
Недостатком известных подкладок, принятых за прототип, является то, что при сварке листовых заготовок малой толщины из алюминиевого сплава неплавящимся электродом допускается чрезмерный нагрев подкладок, в результате которого появляется прожог и происходит замыкание присадочной проволоки с образованием коробления сварочных кромок, при этом ширина сварочной ванны превосходит толщину свариваемых кромок, что, в свою очередь, не обеспечивает струйную подачу присадочной проволоки в сварочную ванну, создавая в проплаве сварного шва дефекты в виде пор.
Основной задачей предложенного изобретения является снижение температуры нагрева подкладки, вызывающей коробление сварочных кромок и замыкание присадочной проволоки на заготовку.
Техническим результатом, достигаемым предлагаемым изобретением, является улучшение качества проплава одностороннего продольного шва листовых заготовок из алюминиевого сплава малой толщины при скорости сварки, равной диффузионной скорости кристаллизации.
Указанный технический результат достигается тем, что в известной подкладке для формирования сварного шва преимущественно листовых деталей из алюминиевых сплавов, содержащей формирующую канавку и отверстия для крепления подкладки в сварочном приспособлении, согласно предложенному техническому решению:
на ней с противоположной стороны от формирующей канавки выполнены поперечные пазы;
поперечные пазы выполнены по всей ширине подкладки;
поперечные пазы выполнены вдоль осей отверстий для крепления подкладки в сварочном приспособлении;
поперечные пазы выполнены глубиной, равной половине толщины подкладки;
поперечные пазы выполнены шириной, равной половине глубины паза;
отверстия для крепления подкладки выполнены с равным шагом вдоль формирующей канавки;
расстояние между поперечными пазами равно удвоенному шагу размещения отверстий на подкладке;
толщина подкладки прямо пропорциональна ее длине.
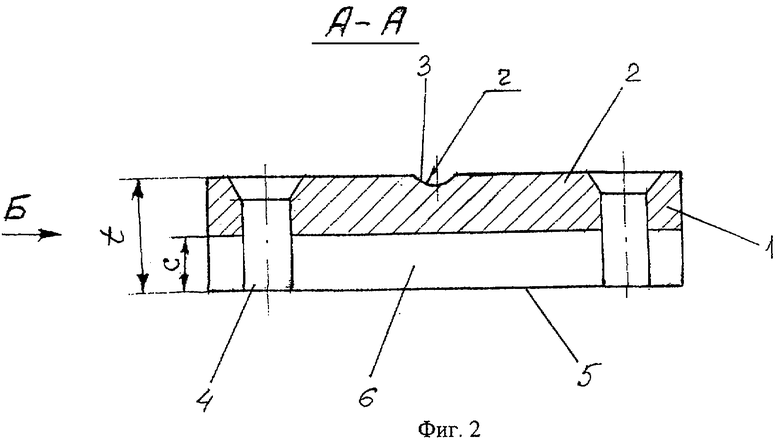
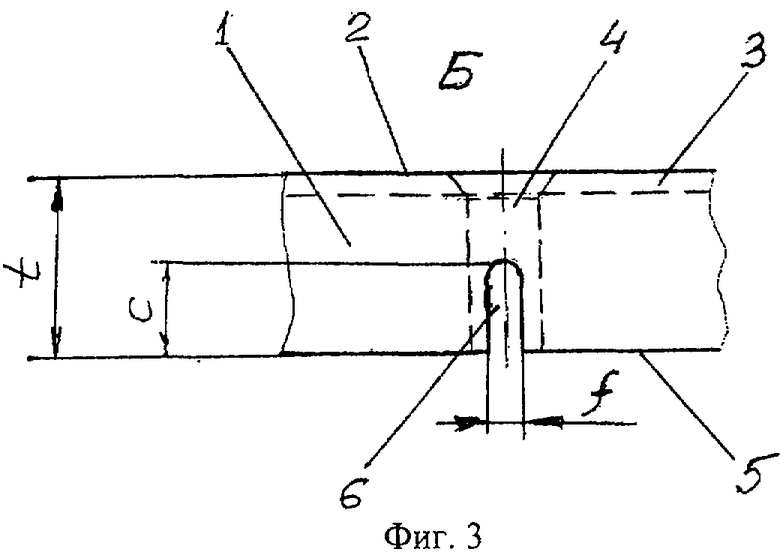
На фиг.1 показана предложенная подкладка, вид сверху; на фиг, 2 - разрез А-А на фиг.1; на фиг.3 -вид Б на фиг.2.
Подкладка 1 длиной L выполнена в виде полосы толщиной t=L/140, на стороне 2 которой выполнена канавка 3 с радиусом r, формирующая сварной шов с противоположной стороны свариваемой заготовки односторонней сваркой, и отверстия 4 для крепления подкладки 1 в сварочном приспособлении, выполненные на расстоянии а друг от друга вдоль формирующей канавки 3 (Фиг.1). С противоположной стороны 5 выполнены поперечные пазы 6, проходящие вдоль осей отверстий 4 на расстоянии b=2а, глубиной с=t/2 и шириной f=с/2 на всей ширине подкладки 1 (Фиг.2 и 3).
Сварка с применением предлагаемой подкладки осуществляется следующим образом.
Подкладка 1, выполненная из нержавеющей стали 12Х18Н10Т, со стороны 2 которой выполнены отверстия 4 с шагом а=150 мм, разделена со стороны 5 на секции поперечными пазами 6 глубиной с=5,0 мм и шириной f=2,5 мм на расстоянии b=300 мм и закреплена стороной 5 в сварочном приспособлении с помощью отверстий 4. Перед сваркой листовые заготовки из алюминиевого сплава закрепляют на подкладке 1 свариваемыми кромками вдоль формирующей канавки 3 с помощью прижимных планок. В процессе сварки подкладка 1 служит токопроводом для прохождения сварочного тока. При прохождении сварочного тока секции подкладки обеспечивают поляризацию сварочного тока, образующую на неплавящемся электроде в катодный полупериод разряд ионов водорода, и создают в процессе сварки эффект фарадеевской составляющей на поверхности расплавленных сварных кромок, что уменьшает собственный массовый нагрев подкладки, тем самым исключает коробление секций и смещение кромок заготовки относительно друг друга. Поверхностное натяжение расплавленного металла на границе раздела фаз между жидким и твердым металлом обеспечивает проплав сварного шва на глубину сварочной ванны, определяемую формирующей канавкой 3 подкладки 1, и вывод окисной пленки Al2O в проплав сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2008 |
|
RU2379163C1 |
| Подкладка | 1977 |
|
SU722714A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2011 |
|
RU2444422C1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611653A1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
Изобретение относится к технологии сварки, а именно к приспособлениям для формирования обратной стороны сварных швов преимущественно при сварке листовых деталей из алюминиевых сплавов. Подкладка содержит формирующую канавку и отверстия для крепления подкладки в сварочном приспособлении. На подкладке вдоль осей отверстий для крепления, с противоположной стороны от формирующей канавки, выполнены поперечные пазы. Глубина пазов составляет половину глубины подкладки, а ширина - половину глубины паза. Поперечные пазы выполнены по всей ширине подкладки. Расстояние между пазами равно удвоенному шагу размещения отверстий на подкладке. Толщина подкладки прямо пропорциональна ее длине. Это позволит улучшить качество проплава одностороннего продольного шва за счет снижения температуры нагрева подкладки, вызывающей коробление кромок деталей. 7 з.п. ф-лы., 3 ил.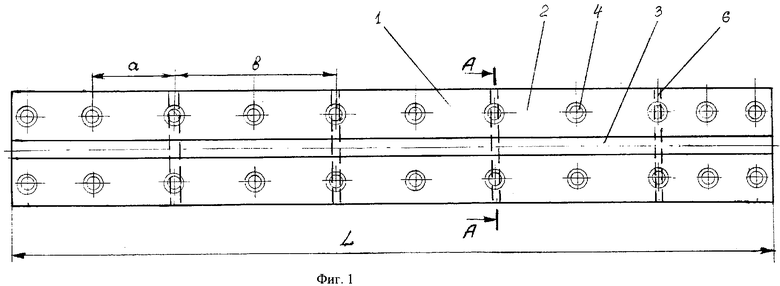
| АКУЛОВ А.И | |||
| Сварка в машиностроении | |||
| Т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1978, с.229 | |||
| Медно-флюсовая подкладка | 1989 |
|
SU1655745A1 |
| Устройство для формирования и защиты обратной стороны сварного шва | 1977 |
|
SU637223A2 |
| SU 761216 A, 08.09.1980 | |||
| 0 |
|
SU323213A1 | |
| US 4049183 А, 20.09.1977 | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

