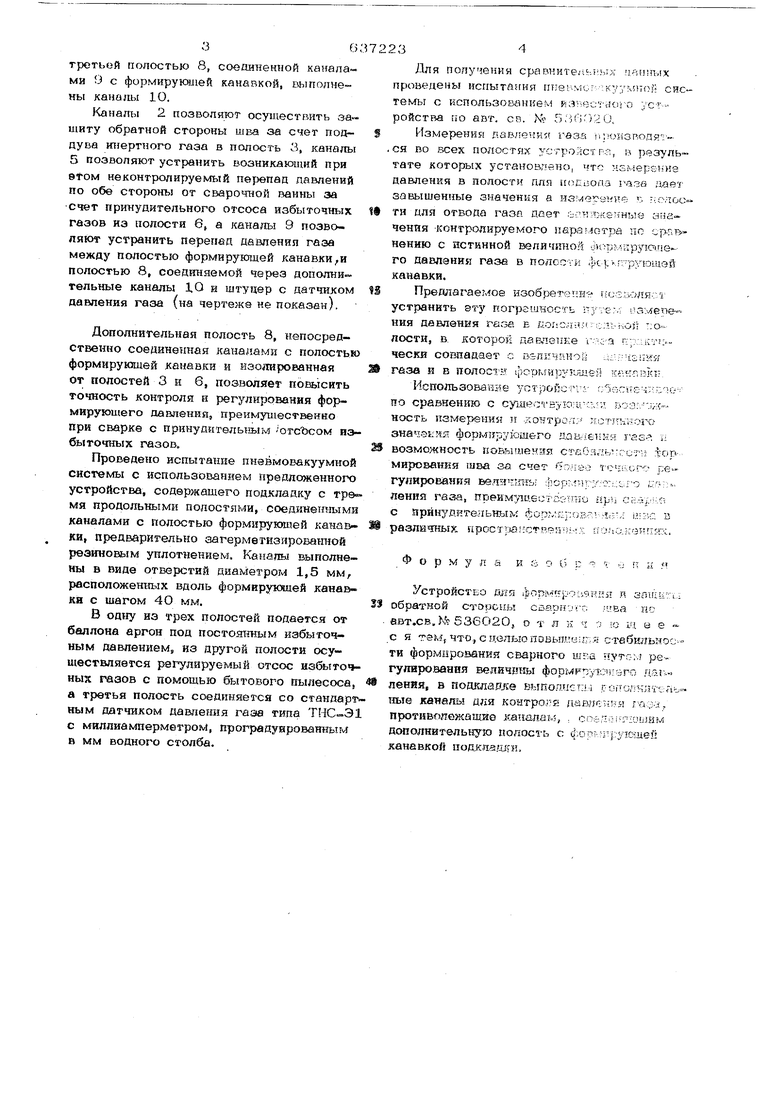
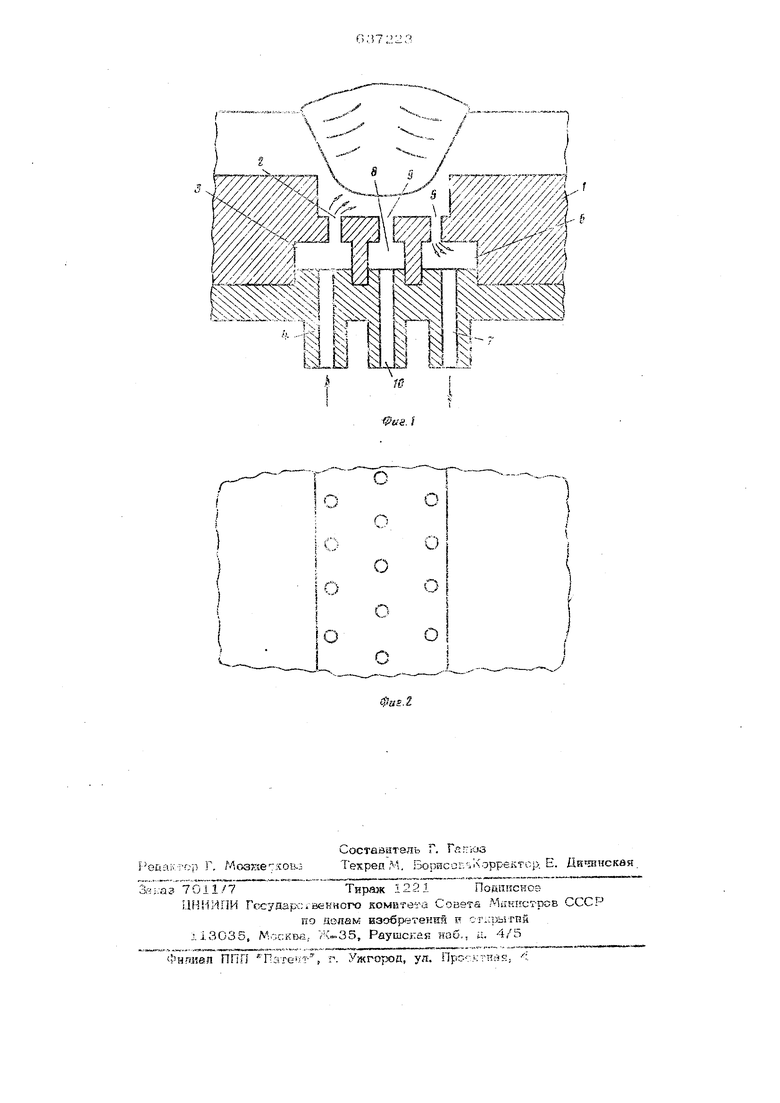
третьей полостью 8, соединенной каналами 9 с формируквлей канавкой, выполнены каналы 10. Каналы 2 позволяют осушествить зашиту обратной стороны шва за счет поддува инертного газа в полость 3, каналы 5 позволяют устранить возникающий при etoM неконтролируемый перепад давлений по обе стороны от сварочной ванны за счет принудительного отсоса избыточных газов нз полости 6, а каналы 9 позволяют устранить перепад давления газа между полостью формирующей канавки,и полостью 8, соединяемой через дополнительные каналы 1О я штуцер с датчиком давления газа (на чертеже не показан), Дополнительная полость 8, непосредственно соединенная с полостью формируюшей канавки и изолированная от полостей 3 н 6, позволяет повысить точность контроля и регулирования формирующего давления, преимушественно при сварке с принуаигелыа.к-з огсЪсом из быточных газов, Проведено испытание пневмоБвкуумной системы с использованиеь з предложенного устройства, содержащего подкладку с тре мя продольными ПОЛОСТ51МИ, соединенными каналами с полостью формирукшлей канавки, предварительно за герме тизироватгой резиновым уплотгюнием. Канапы выполнены в виде отверстий пиаметрои 1,5 мм, расположенных вдоль формирующей канавки с шагом 4О мм. В одт1у из трех полостей подается от баллона аргон под постошдаым избыточным давлением, из другой полости осуществляется регулируемый отсос избыто нык газов с помощью бытового пылесоса
а третья полость соединяется со стандартным датчикам давления газа типа ТНС-Э с миллиамперметром, проградуированным в мм водного столба.
каналы для контро,:Я г-д:,;-л-, противолежащие каналам, , спй 01г1ошим цополнигельную полость с фор плруюшей канавкой подклашгк. Для попучетшя сравнитег.лых иапных проведены испытания -куугчпюй системы с использованием Р1знес;аого устройства tio авт. св. N (J. Измерения давле-ги газа г гоизвопя;ся во всех полостях ус-гроДст га, результате которых установлено, чтс мгмереьие давления в полости для iiopBona г-аза дает заызтшенные значения а na.iepewne :. с-постн для отвода газа дает ь чижемные упаченяя -контролируемого параметра по сра&нению с истинной величиной iop..шpз cчпeго давления газе в полостк Фс1.. гфуюшэй канавки. Предлагаемое изобретепн-- гиолясл : j3;vserie. устранить эту погрешность n/fver ния давления газа в .:п гисль;юз лости, в. которой давлеике v-л;: а n;7:;icv чески совпадает с величиной ц;.-:-чь:;и;я геза и в полости 1| орГч1И 5угл,ией Использование устройсгг - ojoctt по сравненто с сушествую/гг;:.-; воз:--.;Лкость измерения п контроля ист1Т т:когх значения формирующего давлет-кя rs&. и возможность поБьииения сУйбильгссги :i;opмированкя шва за счет б,о ГуЯИрЮВЙННЯ ВеЛИППГЬ: ления гаав, преимтестс;; с принудительным разлатных нростшистйен- Формула Устройство ШгЯ форм ;р9119HHi R обратной стороны caaptrjrr. ;иЕа по евт.св.К 536O20j о т л и ч -: ю щ в е с я тем, что, сиелыоповышо;,г;я ствбю7ьности форМЗрования сварного шг-а ггутом регулироаання велйчгп-1ы форг-лгпут.иаго ления, в подклар ке .г дгст:м рогкз.пчпт-.ль
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования и защиты обратной стороны сварного шва | 1975 |
|
SU536020A1 |
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
| Способ автоматической дуговой сварки под флюсом с принудительным формированием обратной стороны шва и устройство для его осуществления | 1987 |
|
SU1581548A1 |
| Способ сборки и сварки монтажного стыка трубопровода | 1987 |
|
SU1438938A1 |
| Способ тепловой обработки рулоновВ КОлпАКОВОй пЕчи | 1979 |
|
SU834379A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА ГРУДНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2106255C1 |
| Теплообменник | 1978 |
|
SU781528A1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| Горелка для сварки в защитных газах | 1983 |
|
SU1074681A1 |
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
I
с.
