Изобретение относится к способу монтажа, например, газотурбинного агрегата, в частности его турбогруппы, на фундаментной плите. Изобретение может использоваться в турбостроении при установке новых турбинных агрегатов или иных сложных установок, требующих сложной юстировки, выверки отдельных тяжелых и высокоточных узлов, а также при капитальном ремонте или модернизации турбинных агрегатов всех типов.
Известно изобретение "Опора корпуса турбомашины", патент RU 2037054, МПК F 01 D 25/28, опубл. 09.06.1995, включающая нижний опорный элемент, верхний опорный элемент, на котором установлена лапа корпуса, и упругий измерительный элемент, установленный в опоре турбомашины. Упругий измерительный элемент обеспечивает необходимую податливость и измерение усилий в месте сочленения турбомашины с основанием. Однако данный элемент остается на своем месте в процессе эксплуатации турбомашины и служит только в качестве опоры и фиксирующей шпонки.
Наиболее близким техническим решением является изобретение "Способ замены отдельной машины и съемный блок", патент RU №2144642, МПК F 16 M 5/00, опубл. 20.01.2000, включающий во время фазы подготовки к монтажу отдельных машин сооружение металлической рамы, на которой устанавливают новую машину. Способ позволяет исключить работы с бетоном и уменьшить время монтажа, однако не упрощает трудоемкий процесс регулировки положения новой машины на фундаментной плите.
При монтаже агрегатов, состоящих из нескольких узлов, имеющих сложные массивные корпуса, являющиеся статором с опорными поверхностями под вращающиеся части агрегата, много времени затрачивают на юстировку отдельных частей агрегата и на выверку зазоров между вращающимися частями и корпусом. Поскольку массивные узлы имеют в собранном виде низкую жесткость, установка соосностей и зазоров требует много времени и, кроме того, при неблагоприятно сложившихся допусках на установочные размеры может привести к заклиниванию агрегата на пусковой стадии работы агрегата.
Задачей предложенного технического решения является существенное упрощение монтажа, повышение качества производимых регулировочных работ и, как следствие, уменьшение времени монтажа турбокомпрессорного агрегата при гарантированном обеспечении соосности отдельных его частей и зазоров между вращающимися частями агрегата и корпусом.
Техническим результатом является существенное уменьшение времени монтажа.
Поставленная техническая задача решается следующим образом.
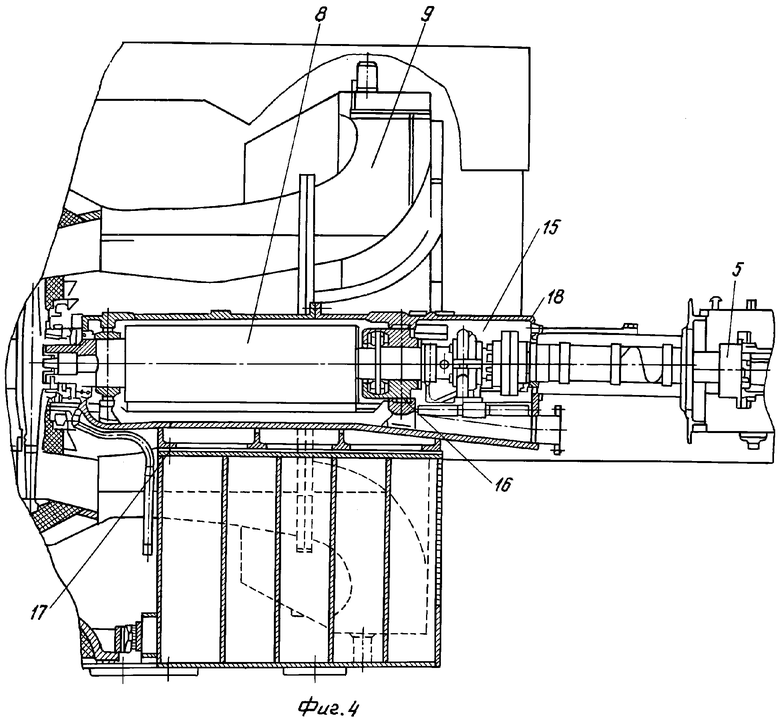
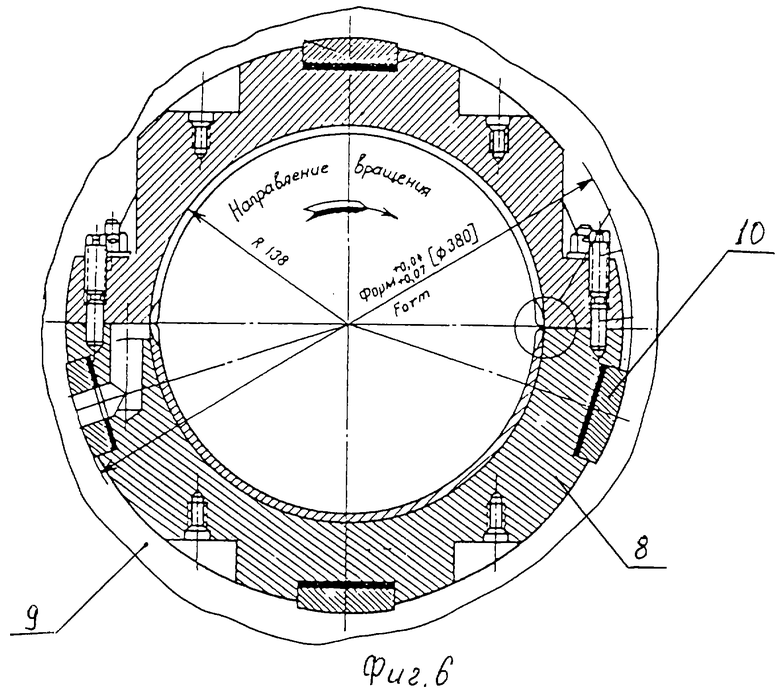
Способ монтажа турбокомпрессорного агрегата, включающего турбокомпрессорную группу 1, состоящую, в том числе, из компрессора 2 и турбины 3, состоит в установке турбокомпрессорной группы на установочную раму 4 с опорными поверхностями "а" и соединении ее с валом 5 нагнетателя 6. Новым является то, что предварительно на транспортно-технологической раме 7 монтируют турбокомпрессорную группу агрегата, для чего выставляют соосность компрессора 2 и турбины 3, выставляют зазоры между ротором 8 турбокомпрессорного агрегата и корпусом 9, осуществляют полную сборку и контроль турбокомпрессорной группы, после чего фиксируют с помощью технологических шпонок 10 ротор турбокомпрессорного агрегата относительно его статора и измеряют реакцию на опорных поверхностях "б" транспортно - технологической рамы 7 под лапами 11 корпуса турбокомпрессорного агрегата с помощью измерительных упругих элементов (на чертеже не показаны). При этом опорные поверхности "б" транспортно - технологической рамы 7 идентичны опорным поверхностям "а" установочной рамы 4 и имеют те же прочностные характеристики. Далее переустанавливают турбокомпрессорную группу на установочную раму турбокомпрессорного агрегата, выставляют реакции опорных поверхностей "а" установочной рамы 4 под лапами 11 корпуса 9 турбокомпрессорного агрегата с помощью измерительных упругих элементов равными реакции опорных поверхностей "б" транспортно - технологической рамы 7 под лапами корпуса турбокомпрессорной группы с обеспечением соосности ротора 8 турбокомпрессорного агрегата валу 5 нагнетателя и последовательно заменяют измерительные упругие элементы на пригоночные прокладки 12, обеспечивающие пространственное расположение ламп 11 турбокомпрессорного агрегата при выставленных реакциях опорных поверхностей "а". В качестве измерительных упругих элементов используют тарированные тарельчатые пружины с индикатором величины сжатия пружин. Реакцию опорных поверхностей установочной рамы под лапами корпуса турбокомпрессорного агрегата выставляют с точностью 5-7% от величины реакции опорных поверхностей "б". После выставки реакций опорных поверхностей "а" устанавливают шпонки 13 фикс-пунктов 14 турбокомпрессорного агрегата. Устанавливают соединительную группу 15, включающую ротор турбины 8 турбокомпрессорной группы, подшипниковый узел 16 и входной вал нагнетателя 5, с обеспечением их соосности относительно вала нагнетателя 5 посредством пригоночных прокладок 17, расположенных под корпусом 18 подшипникового узла 16.
Предложенный способ иллюстрируют чертежи, на которых изображены:
На Фиг.1 - общий вид смонтированного турбокомпрессорного агрегата, установленного на установочной раме;
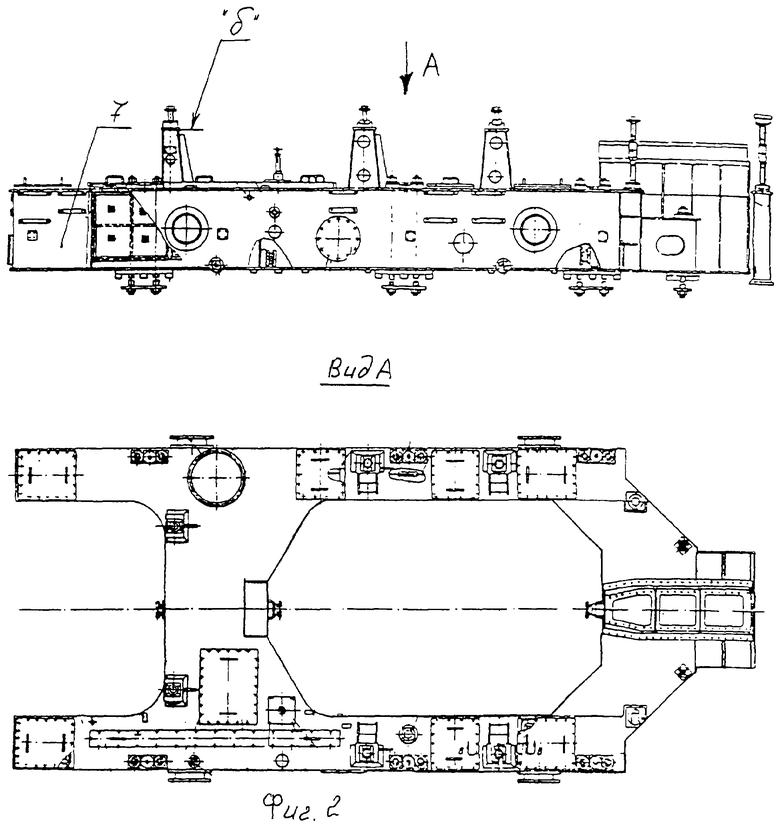
На Фиг.2 - конструкция транспортно - технологической рамы, план и вид сбоку;
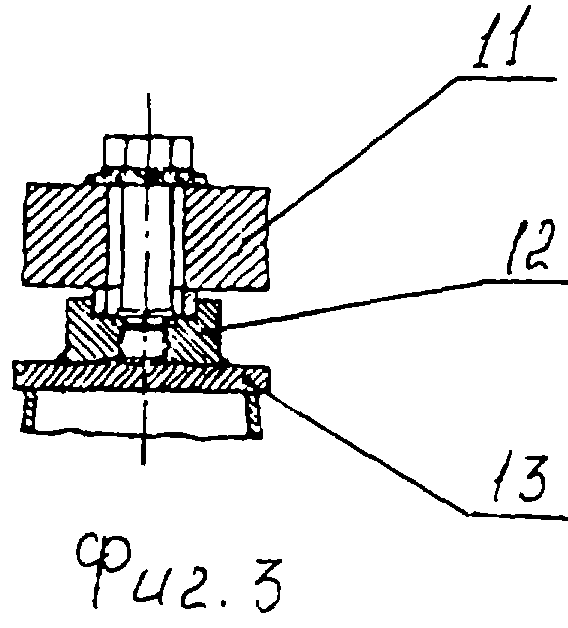
На Фиг.3 показан разрез опорных лап турбокомпрессорного агрегата с пригоночными шпонками, закрепленными на опорной поверхности установочной рамы;
На Фиг.4 показана соединительная группа между нагнетателем и ротором турбокомпрессорного агрегата, установленная на установочной раме;
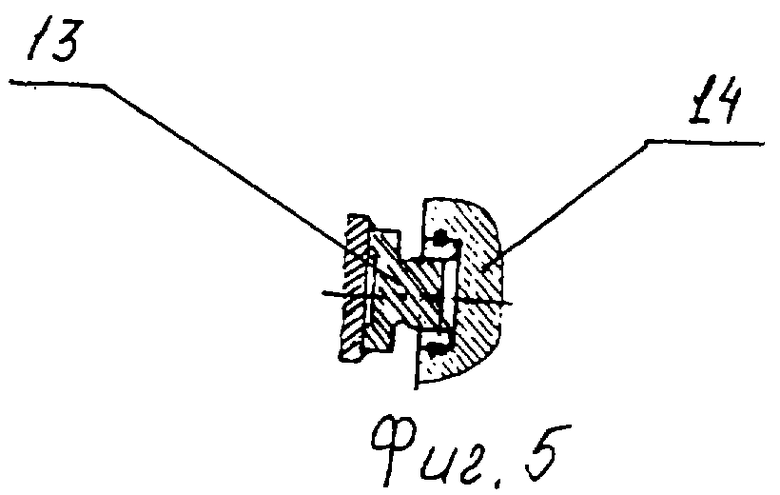
На Фиг.5 - шпонка фикс-пункта турбокомпрессорного агрегата;
На Фиг.6 показана фиксация с помощью технологических шпонок ротора турбокомпрессорного агрегата относительно его статора.
Способ осуществляется следующим образом. Монтируемую турбокомпрессорную группу размещают на транспортно-технологической раме 7, устанавливая лапы 11 турбокомпрессорного агрегата на через упругий измерительный элемент на поверхностях "б" транспортно - технологической рамы. Монтируют ротор 8 внутри корпуса 9 турбокомпрессорной группы 1, выставляют соосность ротора компрессора 2 и ротора турбины 3 и зазоры между ротором турбокомпрессорного агрегата и его корпусом, фиксируют их взаимное расположение технологическими шпонками 10. Затем замеряют величину реакции опорных поверхностей "б" технологической рамы 7, для чего замеряют величину проседания тарельчатых пружин, которые подобраны по жесткости на диапазон нагрузок, которые могут возникнуть при монтаже конкретного агрегата. Тарельчатые пружины предварительно оттарированы и при проседании работают в той части кривой, характеризующей ее жесткость, которая обеспечивает прямопропорциональную зависимость между величиной реакции опоры и величиной проседания тарельчатой пружины. Замеряют реакции опорных поверхностей "б" транспортно-технологической рамы 7, для чего, например, измеряют величину проседания пружин. Крепят турбокомпрессорную группу на раме 7 и в собранном и отрегулированном виде перевозят турбокомпрессорную группу к месту монтажа. Затем турбокомпрессорную группу 1 переустанавливают на опорные поверхности "а" установочной рамы 4, между лапами 11 и опорными поверхностями "а" устанавливают упругий измерительный элемент, например те же тарельчатые пружины, которые использовались на транспортно-технологической раме 7, выставляют реакции опорных поверхностей "а" на ту же величину, что и реакции опорных поверхностей "б" транспортно-технологической рамы 7. Выставка турбокомпрессорной группы 1 по реакциям опор, которая осуществляется на установочной раме 4, становится технологически возможной в результате малой жесткости группы, что обеспечивает гарантирование прилегание лап 11 ко всем опорным поверхностям. После того как обеспечена идентичность реакций опорных поверхностей с точностью до 5-7% от величины реакции и одновременно выставлена соосность ротора турбокомпрессорной группы 8 относительно вала 5 нагнетателя 6, последовательно заменяют упругий измерительный элемент на пригоночные прокладки 12, которые пригнаны по месту посредством, например, шлифовки, обеспечивая зазор между опорной поверхностью "а" установочной плиты 4 и лапами 11 турбокомпрессорной группы с учетом величины проседания, например, тарельчатых пружин при выставке реакций опорных поверхностей "а". Затем устанавливают технологические шпонки 13 в фикс-пунктах 14 турбокомпрессорного агрегата, которые обеспечивают стабильность достигнутых характеристик при работе агрегата. Соединяют посредством соединительной группы 15 ротор 8 турбокомпрессорной группы 1 с валом 5 нагнетателя. Причем корпус 18 подшипниковой группы 16 устанавливается с возможностью перемещения на пригоночных прокладках 17, расположенных под корпусом 18 подшипникового узла 16 для обеспечения стыковки осей ротора 8 и вала 5.
Таким образом достигается технический результат в виде существенного упрощения монтажа, повышения качества производимых регулировочных работ и, как следствие, уменьшения времени монтажа турбокомпрессорного агрегата при гарантированном обеспечении соосности отдельных его частей и зазоров между вращающимися частями агрегата и корпусом.
Предложенный способ может применяться для всех сложных агрегатов, состоящих из нескольких тяжелых узлов, требующих точной юстировки и имеющих в сборе малую жесткость. Пригоночные прокладки 12 поставляют в комплекте с турбокомпрессорной группой, смонтированной на транспортно-технологической раме. Кроме того, в дальнейшем при режиме работы турбокомпрессорного агрегата надежность выставки зазоров между вращающимися частями и корпусом обеспечивает выход на рабочий режим, сопровождающийся тепловым расширением частей агрегата, без задевания вращающихся частей ротора за корпус, поскольку зазоры распределены равномерно и выставлены наиболее оптимально в пределах допусков. Предложенный способ обеспечивает отсутствие заклинивания вращающихся частей агрегата при выходе на рабочий режим во время его запуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНАЯ МНОГОСТУПЕНЧАТАЯ СЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА И СПОСОБ СБОРКИ НАСОСНОЙ УСТАНОВКИ | 2013 |
|
RU2529979C1 |
| СПОСОБ МОНТАЖА ЗОНАЛЬНОГО БЛОКА С РЕГУЛИРОВАНИЕМ ОПОРНЫХ НАГРУЗОК | 2012 |
|
RU2522720C2 |
| МАГИСТРАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ С КРЕПЛЕНИЯМИ К РАМЕ С ИСПОЛЬЗОВАНИЕМ ПОДВОДИМЫХ ОПОР И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484304C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| УСТРОЙСТВО ДЛЯ ВЫВЕРКИ СООСНОСТИ АГРЕГАТОВ | 2003 |
|
RU2251659C2 |
| СПОСОБ СБОРКИ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 1999 |
|
RU2159871C1 |
| СПОСОБ РЕКОНСТРУКЦИИ КОМПРЕССОРНОЙ СТАНЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2170369C1 |
| НАСОСНЫЙ АГРЕГАТ | 2000 |
|
RU2191928C2 |
| ТУРБОБЛОК ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 2008 |
|
RU2383754C1 |
| ГАЗОПЕРЕКАЧИВАЮЩИЙ АГРЕГАТ КОМПРЕССОРНОЙ СТАНЦИИ МАГИСТРАЛЬНОГО ГАЗОПРОВОДА | 2002 |
|
RU2200255C1 |
Изобретение может использоваться в турбостроении при установке турбинных агрегатов. Способ монтажа турбокомпрессорного агрегата (ТА), включающего турбокомпрессорную группу (ТГ), состоящую, в том числе, из компрессора и турбины, заключается в установке ТГ на установочную раму (УР) с опорными поверхностями, фиксации ротора ТГ относительно его статора и соединении ТГ с валом нагнетателя. Предварительно на транспортно-технологической раме (ТТР) монтируют ТГ, для чего выставляют соосность компрессора и турбины, выставляют зазоры между ротором ТГ и корпусом, осуществляют полную сборку и контроль ТГ, измеряют реакцию на опорных поверхностях ТТР под лапами корпуса ТА с помощью измерительных упругих элементов. Опорные поверхности ТТР идентичны опорным поверхностям УР и имеют те же прочностные характеристики. Переустанавливают ТГ на УР ТА, выставляют реакции опорных поверхностей УР под лапами корпуса ТА с помощью измерительных упругих элементов равными реакции опорных поверхностей ТТР под лапами корпуса ТА с обеспечением соосности ротора ТГ валу нагнетателя, последовательно заменяют измерительные упругие элементы на пригоночные прокладки, обеспечивающие пространственное расположение лап ТА при выставленных реакциях опорных поверхностей. Технический результат - уменьшение времени монтажа. 4 з.п. ф-лы, 6 ил.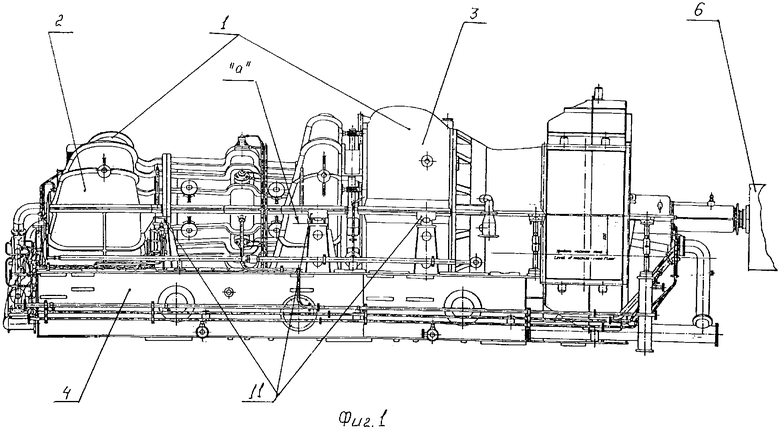
| СПОСОБ ЗАМЕНЫ ОТДЕЛЬНОЙ МАШИНЫ И СЪЕМНЫЙ БЛОК | 1995 |
|
RU2144642C1 |

