Изобретение относится к области машиностроения и может быть использовано при технологических операциях сборки газоперекачивающих агрегатов, а также при их ремонте и реконструкциях на компрессорных станциях.
Известен способ сборки газоперекачивающего агрегата (А.И.Апанасенко, Н. Г. Крившич, Н.Д.Федоренко. Монтаж, испытания и эксплуатация газоперекачивающих агрегатов в блочно-контейнерном исполнении. Ленинград "Недра", 1991, г. , стр. 113 - 116), при котором турбоблок газоперекачивающего агрегата устанавливают таким образом, чтобы оси блока совпали с осями фундамента, после окончательной выверки правильности установки рамы подкладки рамы и опорные платики фундамента сваривают между собой, производят затяжку фундаментных болтов. По окончании монтажа проверяют центровку в соединениях двигатель - торсионный вал и торсионный вал - нагнетатель, определяя перекос осей. Для этого устанавливают на торсионный вал комплект приспособлений и закрепляют на нем индикаторы. Проворачивая вал на 360o, записывают показания индикатора через каждые 45o. Подцентровку производят путем перемещения двигателя с подмоторной рамой. По окончании подцентровки проверяют все подлежащие контролю размеры, связанные с установкой двигателя и нагнетателя.
Недостатком данного способа является недостаточная точность установки частей газоперекачивающего агрегата, сложность в определении значений перекоса осей и в осуществлении подцентровки после окончательной сборки нагнетателя и газотурбинного двигателя, сложности технологического процесса сборки в целом.
Технической задачей предлагаемого изобретения является достижение требуемой точности установки нагнетателя и газотурбинного двигателя на раме турбоблока, повышение технологичности процесса сборки и центровки.
Технический результат достигается за счет того, что в способе сборки газоперекачивающего агрегата, включающем поочередную установку на раму нагнетателя и газотурбинного двигателя с предварительной выверкой соосности валов нагнетателя и турбины газотурбинного двигателя, на раме обозначают ось, в крайних сечениях этой оси устанавливают мишени, после установки, например нагнетателя, на его вал эксцентрично устанавливают излучатель, вращая вал и регулируя пространственное положение нагнетателя, совмещают оси вала и рамы, после чего устанавливают турбину газотурбинного двигателя и проводят выверку соосности валов, устанавливая на вал турбины газотурбинного двигателя излучатель, а на вал нагнетателя - отражатель.
Требуемая точность установки частей газоперекачивающего агрегата на раме турбоблока достигается за счет использования лазерного излучателя и автоматического определения несоосности валов по системе "Опталайн", минимальные затраты времени на регулировку пространственного положения нагнетателя без предварительной сборки с двигателем позволяют повысить технологичность процесса центровки.
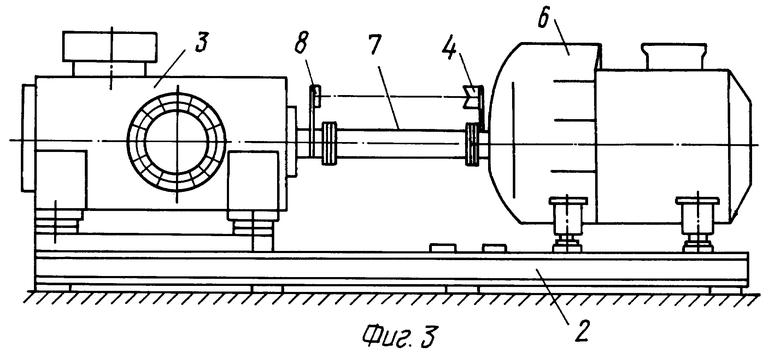
На фиг. 1 представлена схема расположения мишени на раме турбоблока.
На фиг. 2 - вид на мишень со стороны нагнетателя.
На фиг. 3 показан нагнетатель в сборке с газотурбинным двигателем.
Способ сборки газоперекачивающего агрегата включает следующие операции. На фундамент 1 устанавливают раму турбоблока 2, на ней крепят нагнетатель 3, на валу которого закрепляют лазерный излучатель 4. На раме 2 на заданной высоте в плоскостях симметрии относительно оси турбоблока устанавливают мишени 5 с нанесенными на них осями. При вращении вала нагнетателя 3 луч лазерного излучателя 4 описывает окружность на мишени. В каждом из двух сечений определяют по мишени 5 смещение оси вала нагнетателя 3 относительно оси турбоблока в горизонтальной и вертикальной плоскостях. При значениях смещений более допустимых вычисляют величины перемещений передней и задней опор нагнетателя 3 в горизонтальной и вертикальной плоскостях и корректируют положение нагнетателя. Далее с рамы 2 турбоблока снимают мишени 5 и устанавливают газотурбинный двигатель 6, который соединяют с нагнетателем 3 посредством торсионного вала 7. По окончании установки двигателя 6 проводят выверку соосности валов нагнетателя 3 и двигателя 6 по системе "Опталайн", для чего на валу двигателя 6 крепится лазерный излучатель 4, а на валу нагнетателя 3 - отражатель 8. При работе излучателя 4 автоматически отслеживаются значения смещения осей и выдается программа их поправки.
Таим образом, предложенный способ позволяет добиться требуемой точности установки частей газоперекачивающего агрегата без их предварительной сборки, за счет чего повышается технологичность процесса сборки и центровки осей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ БЛОКОВ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 2002 |
|
RU2213274C1 |
| СПОСОБ СБОРКИ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 2007 |
|
RU2347112C1 |
| ТУРБОБЛОК ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 1997 |
|
RU2122143C1 |
| ТУРБОБЛОК ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 1999 |
|
RU2170855C1 |
| ТУРБОБЛОК ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 2008 |
|
RU2383754C1 |
| ТУРБОБЛОК ГАЗОТУРБИННОГО АГРЕГАТА | 1998 |
|
RU2139433C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ АГРЕГАТОВ | 2004 |
|
RU2268404C1 |
| УСТРОЙСТВО ДЛЯ ВЫВЕРКИ СООСНОСТИ АГРЕГАТОВ | 2003 |
|
RU2251659C2 |
| РАМА ТУРБОБЛОКА | 2003 |
|
RU2251032C1 |
| СТЫК РАМНЫХ КОНСТРУКЦИЙ | 1998 |
|
RU2140023C1 |

Способ может быть использован при технологических операциях сборки газоперекачивающих агрегатов, а также при их ремонте и реконструкциях компрессорных станциях. При сборке газоперекачивающего агрегата поочередно устанавливают на раму нагнетатель и газотурбинный двигатель с предварительной выверкой соосности валов нагнетателя и турбины газотурбинного двигателя. На раме обозначают ось. В крайних сечениях этой оси устанавливают мишени. После установки, например, нагнетателя на его вал эксцентрично устанавливают излучатель. Вращая вал и регулируя пространственное положение нагнетателя, совмещают оси вала и рамы. Затем устанавливают турбину газотурбинного двигателя и проводят выверку соосности валов. Устанавливают на вал турбины газотурбинного двигателя излучатель, на вал нагнетателя - отражатель. Такой способ сборки позволяет добиться требуемой точности установки частей газоперекачивающего агрегата без их предварительной сборки, за счет чего повышается технологичность процесса сборки и центровки осей. 3 ил.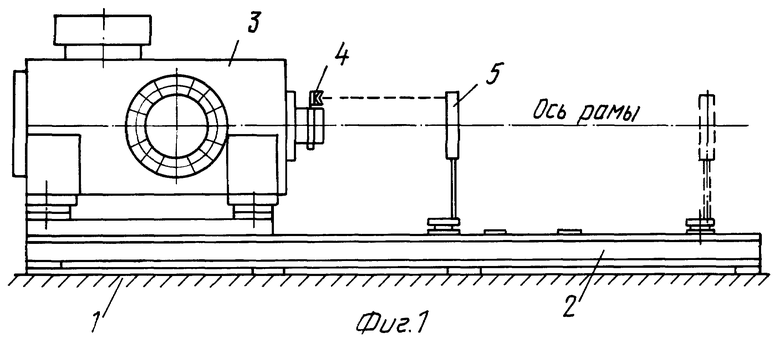
Способ сборки газоперекачивающего агрегата, включающий поочередную установку на раму нагнетателя и газотурбинного двигателя с предварительной выверкой соосности валов нагнетателя и турбины газотурбинного двигателя, отличающийся тем, что на раме обозначают ось, в крайних сечениях этой оси устанавливают мишени, после установки, например, нагнетателя на его вал эксцентрично устанавливают измеритель, вращая вал и регулируя пространственное положение нагнетателя, совмещают оси вала и рамы, после чего устанавливают турбину газотурбинного двигателя и проводят выверку соосности валов, устанавливая на вал турбины газотурбинного двигателя излучатель, а на вал нагнетателя - отражатель.
| АПАНАСЕНКО А.И | |||
| и др | |||
| Монтаж, испытания и эксплуатация газоперекачивающих агрегатов в блочно-контейнерном исполнении | |||
| - Л.: Недра, 1991, с.113-116 | |||
| УСТРОЙСТВО для СБОРКИ РОТАЦИОННЫХ МАШИН | 0 |
|
SU299671A1 |
| Устройство для сборки ротационных машин | 1974 |
|
SU538155A1 |
| Устройство для сборки ротационных машин | 1976 |
|
SU578492A1 |
| Лопастная машина | 1989 |
|
SU1664119A3 |
| ЖИВАЯ ВАКЦИНА ПРОТИВ ВИРУСА ИММУНОДЕФИЦИТА ЧЕЛОВЕКА | 1999 |
|
RU2223784C2 |
| СПОСОБ ОТРАБОТКИ СЛЕПЫХ РУДНЫХ ТЕЛ ПОД ОХРАНЯЕМЫМИ ОБЪЕКТАМИ | 2007 |
|
RU2349754C1 |

