Изобретение относится к обработке металлов давлением и может быть использовано в отраслях транспортного и химического машиностроения при изготовлении резервуаров со сливными горловинами, автомобильных и железнодорожных цистерн для создания в данных изделиях поверхности слива жидкого продукта.
Известна установка для вытяжки горловин в цилиндрических обечайках ⊘400÷800 мм (см. Средства технологического оснащения: Каталог/ ВНИИПТхимнефтеаппаратуры. Сост. В.Панов, М.Поликарпов, А.Авдеев. - Волгоград, 1990. - c.30). Установка включает устройство индукционного нагрева зоны вытяжки горловины, силовую установку, устройство для формирования горловин и две механизированные тележки, одна из которых предназначена для транспортировки нагревающего устройства, а другая - для транспортировки устройства формирования горловин. Силовая установка представляет собой раму стаканного типа, в которой установлены четыре гидроцилиндра - два больших гидроцилиндра перемещают шток вытяжки горловин и два малых гидроцилиндра производят прижим обечайки. Рама силовой установки сварена из листового материала и установлена в приямке. Шток прижима обечайки перемещается внутри штока вытяжки. К установленной на матрицу обечайке подается тележка с нагревательным устройством, производится нагрев зоны горловины, после чего тележка возвращается в исходное положение. Затем в зону вытяжки подается тележка с устройством для формования горловин. Штоки цилиндров вводятся и фиксируются в устройстве для формирования горловин, закрепляется пуансон и прижимное устройство. Затем движением штоков вниз производится прижим обечайки и вытяжка горловины. После этого штоки цилиндров прижима подаются вверх, прижимное устройство раскрепляется. Раскрепленные штоки под собственным весом опускаются вниз. Тележка с устройством для формирования горловин отводится в исходное положение, а обечайка с горловиной поворотным краном (не показан) снимается с матрицы.
К числу недостатков известной установки относятся большие габариты и соответственно большая площадь, которую необходимо отвести в цеху для ее размещения и монтажа. Конструктивное исполнение силовой установки предполагает необходимость осуществления технологических операций, связанных с размещением, фиксацией пуансона внутри обечайки, а также с прижимом самой обечайки для формирования горловины на ней. Для приведения установки в исходное положение необходимо освободить обечайку с полученной горловиной, раскрепить пуансон и извлечь его из рабочей зоны. Кроме того, установка предназначена только для вытяжки горловин на обечайках, имеющих заранее вырезанное под горловину отверстие. Сформировать на обечайке поверхность слива на известной установке невозможно.
Известно устройство для получения продольных углублений на цилиндрических заготовках, преимущественно сливных уклонов на обечайках цистерн (см. Автор, свид. СССР №266707, кл. В 21 D 17/04, 1970). В неподвижном корпусе известного устройства размещены две подвижные рамы, служащие для перемещения заготовки в зону обработки, расположенные одна над другой с зазором, который обеспечивает проход заготовки со стороны одного из торцов рам. Рамы жестко связаны между собой со стороны другого торца, при этом нижняя рама связана с приводом устройства и размещена на опорных роликах корпуса. Формующий механизм смонтирован на корпусе и выполнен в виде двух расположенных одно над другим колес, кинематически связанных с подвижными рамами. Профиль рабочих поверхностей колес заданы логарифмической кривой, причем профиль одного колеса является зеркальным отображением профиля другого.
Недостатками известного устройства, препятствующими достижению указанного ниже технического результата, являются большие габариты устройства, рассчитанного на две длины обечайки, сложность изготовления заданного логарифмической кривой профиля рабочих поверхностей формующего инструмента, имеющих зеркальное отображение, а также сложность монтажа устройства. Пара формующего инструмента известного устройства рассчитана только на один типоразмер обечайки как по длине, так и по диаметру. Продольное перемещение формующего колеса-пуансона внутри обечайки обеспечивается посредством каретки, которая, упираясь в стенку обечайки, не позволяет в случае овальности последней обеспечить контакт обечайки с формующим колесом. Очевидно, что при потере контакта формующего колеса с обечайкой точность формообразования не может быть достигнута. Кроме того, в случае малой жесткости обечайки каретка пуансона сама может стать причиной овальности обечайки.
Технический результат, достигаемый при использовании изобретения, - расширение технологических возможностей за счет обеспечения точности формообразования и увеличения диапазона типоразмеров обечаек, упрощение конструкции и уменьшение габаритов установки.
Указанный технический результат достигается тем, что известная установка для формирования продольных углублений на обечайках, содержащая привод, корпус, пуансон и матрицу, согласно изобретению оснащена связанной с опорными стойками корпуса горизонтальной балкой, на которой закреплен пуансон, имеющий рабочую поверхность, соответствующую профилю углубления обечайки, между стойками корпуса, одна из которых выполнена откидной, расположена балка матрицы, установленная с возможностью вертикального перемещения в направляющих, при этом ось крепления одного из концов балки матрицы и направляющей расположена в отверстии, выполненном овальным в продольном направлении.
Проведенный заявителем анализ уровня техники, включающий поиск источников информации и выявление из просмотренного массива сведений об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. В результате определения из перечня выявленных аналогов наиболее близкого аналога - прототипа выявлена совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве, изложенных в формуле изобретения.
Причинно-следственная связь между отличительными признаками изобретения и достигаемым техническим результатом выражается в том, что конструкция установки позволяет осуществлять формообразование на обечайках любой конфигурации и любой номенклатуры размеров. Установка проста в исполнении и компактна. Уменьшение габаритов установки явилось следствием равномерного распределения усилий, прилагаемых к балке матрицы в процессе формообразования двумя силовыми механизмами небольшой мощности. Значительное упрощение конструкции установки не снижает ее надежности. "Плавающее" крепление направляющей с одним из концов балки матрицы позволяет исключить перекос и заклинивание формующего инструмента. Размещение оси крепления направляющей с концом балки матрицы в овальном в продольном направлении отверстии компенсирует неравномерность хода штоков силовых цилиндров. Таким образом, исключена возможность появления дефектов формообразования. Заявляемое техническое решение соответствует критерию изобретения "изобретательский уровень".
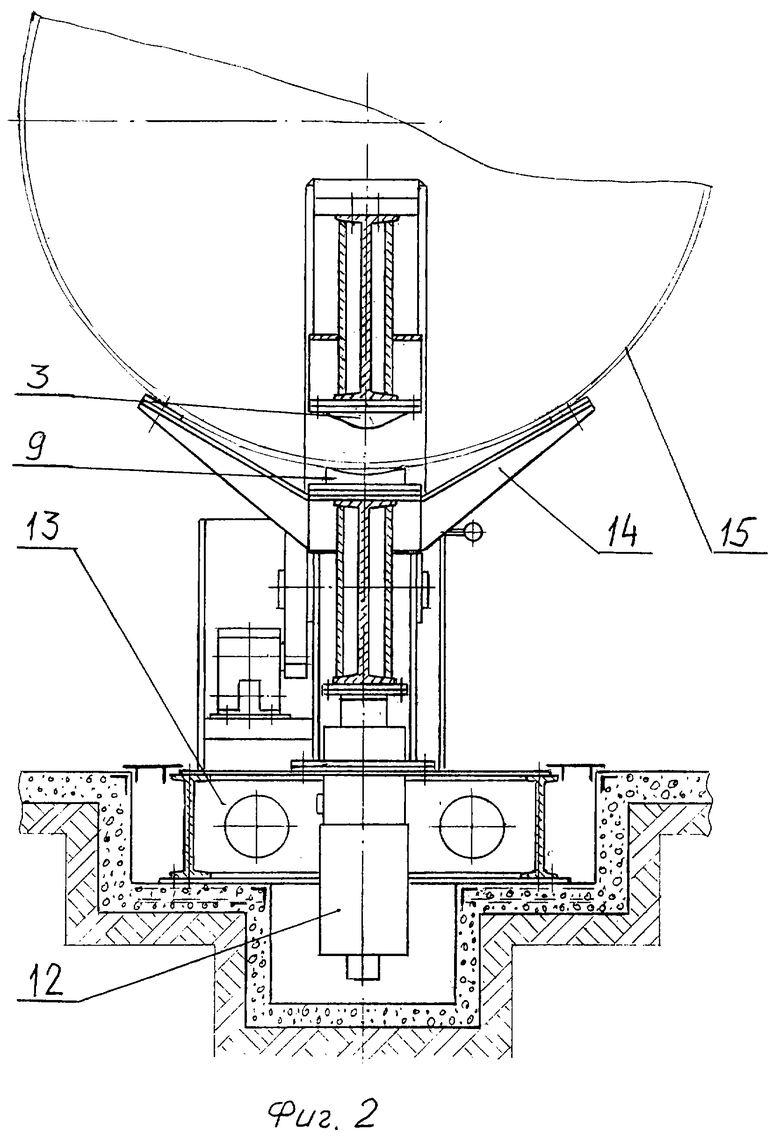
Изобретение поясняется чертежами. На фиг.1 изображен общий вид установки, на фиг.2 - разрез А-А на фиг.1.
Установка для формирования продольных углублений на обечайках, оснащенная приводом 1, содержит горизонтальную балку 2, на которой закреплен пуансон 3, имеющий профиль рабочей поверхности, соответствующий профилю формируемого углубления. Горизонтальная балка 2 связана с опорными стойками 4, 5, из которых стойка 5 выполнена откидной. Между стойками 4, 5 установлена с возможностью вертикального перемещения в направляющих 6, 7 балка 8 матрицы 9. Ось, соединяющая конец балки 8 с направляющей 7, расположена в отверстии 10, которое выполнено в продольном направлении овальным для компенсации неравномерного перемещения балки 8 матрицы 9. Во взаимодействии с матрицей 9 установлены силовые цилиндры 11, 12, связанные с приводом 1. Опорные стойки 4, 5, привод 1 размещены на едином основании 13.
Установка для формирования продольных углублений на обечайках работает следующим образом. Перед началом формообразования опускают опорную стойку 5. В зазор между пуансоном 3 и матрицей 9 на опоры 14 подается обечайка 15. Стойку 5 возвращают в исходное положение. При включении привода 1 балка 8 с матрицей 9, на поверхности которой размещена обечайка 15, посредством силовых цилиндров 11 и 12 перемещается по направляющим 6, 7 вверх к неподвижной балке 2 пуансона 3. "Плавающее" крепление в овальном отверстии 10 конца балки 8 матрицы 9 с направляющей 7 компенсируется неравномерность хода штоков силовых цилиндров 11 и 12. В момент взаимодействия пуансона 3 с матрицей 9 происходит формирование продольного углубления на обечайке.
Упрощение конструкции установки при промышленном использовании заявленного технического решения позволяет добиться значительного снижения материалоемкости. При эксплуатации установки за счет размещения балки матрицы во взаимосвязи с двумя силовыми механизмами достигается снижение энергозатрат.
Изобретение относится к области обработки металлов давлением. Установка для формирования продольных углублений на обечайках содержит привод, корпус, пуансон и матрицу. При этом она снабжена связанной с опорными стойками корпуса горизонтальной балкой, на которой закреплен пуансон, имеющий рабочую поверхность, соответствующую профилю углубления обечайки. Между стойками корпуса, одна из которых выполнена откидной, расположена балка матрицы, установленная с возможностью вертикального перемещения в направляющих. Ось крепления одного из концов балки матрицы и направляющей расположена в отверстии, выполненном овальным в продольном направлении. Достигается расширение технологических возможностей за счет обеспечения точности формообразования и увеличения диапазона типоразмеров обечаек, упрощение конструкции и уменьшение габаритов установки. 2 ил.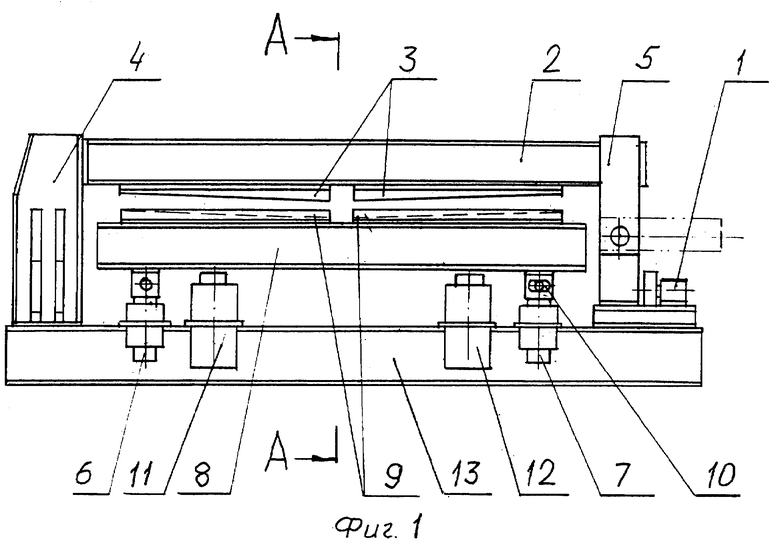
Установка для формирования продольных углублений на обечайках, содержащая привод, корпус, пуансон и матрицу, отличающаяся тем, что она снабжена связанной с опорными стойками корпуса горизонтальной балкой, на которой закреплен пуансон, имеющий рабочую поверхность, соответствующую профилю углубления обечайки между стойками корпуса, одна из которых выполнена откидной, расположена балка матрицы, установленная с возможностью вертикального перемещения в направляющих, при этом ось крепления одного из концов балки матрицы и направляющей расположена в отверстии, выполненном овальным в продольном направлении.
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ПРОДОЛЬНЫХ УГЛУБЛЕНИЙ НА ЦИЛИНДРИЧЕСКИХ ЗАГОТОВКАХ | 0 |
|
SU266707A1 |
| УСТРОЙСТВО для вытяжки ПАТРУБКА ИЗ ТЕЛА МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 0 |
|
SU207859A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИВНОГО НОСИКА У ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 0 |
|
SU356026A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПРОФИЛЬНЫХ КАНАВОК НА ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВКАХ | 1993 |
|
RU2049577C1 |
| DE 1937285 B2, 28.08.1975. | |||

