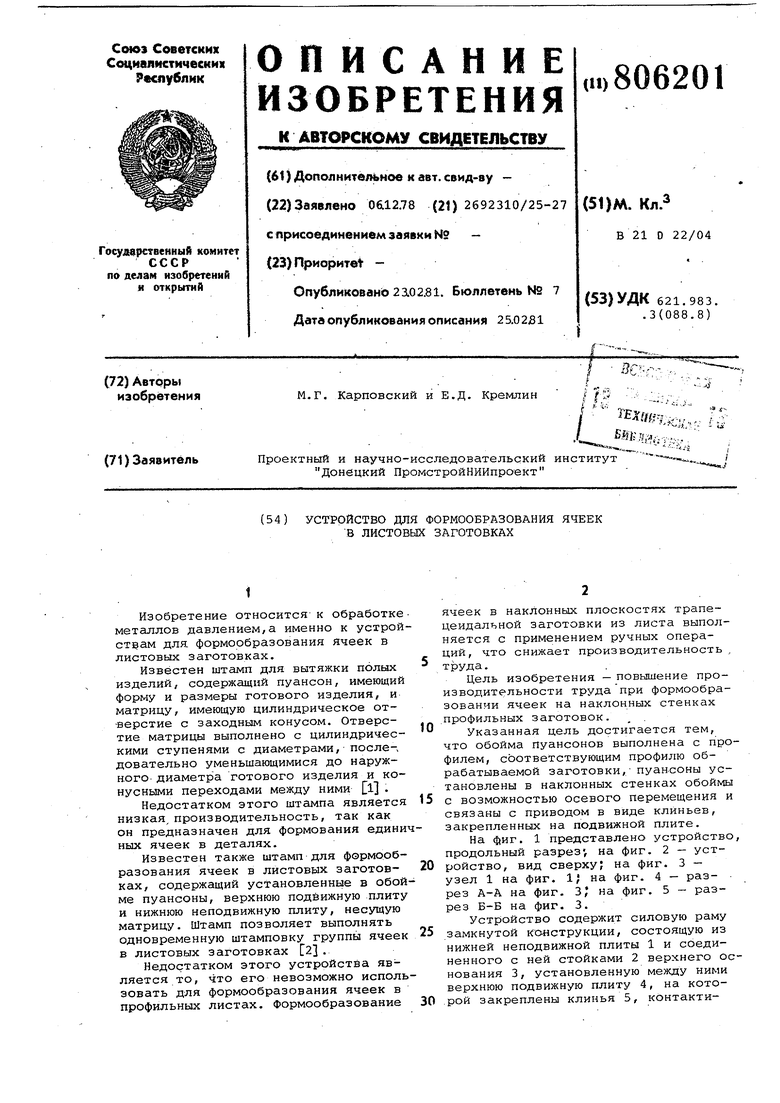
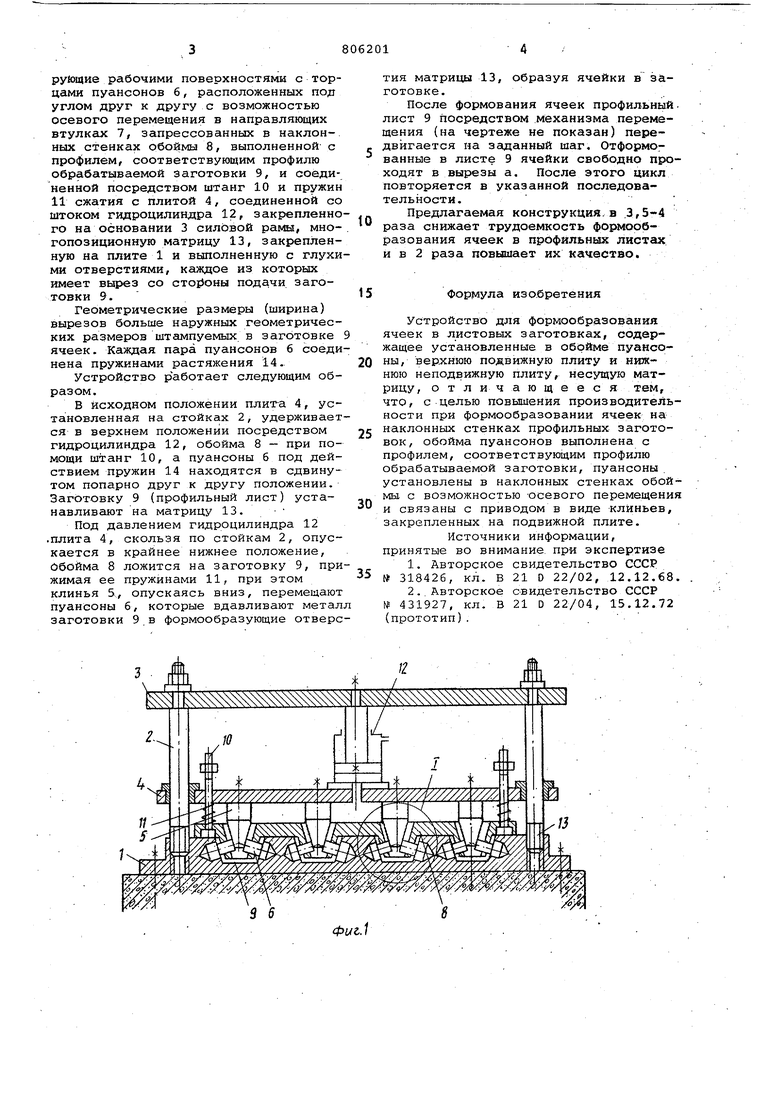
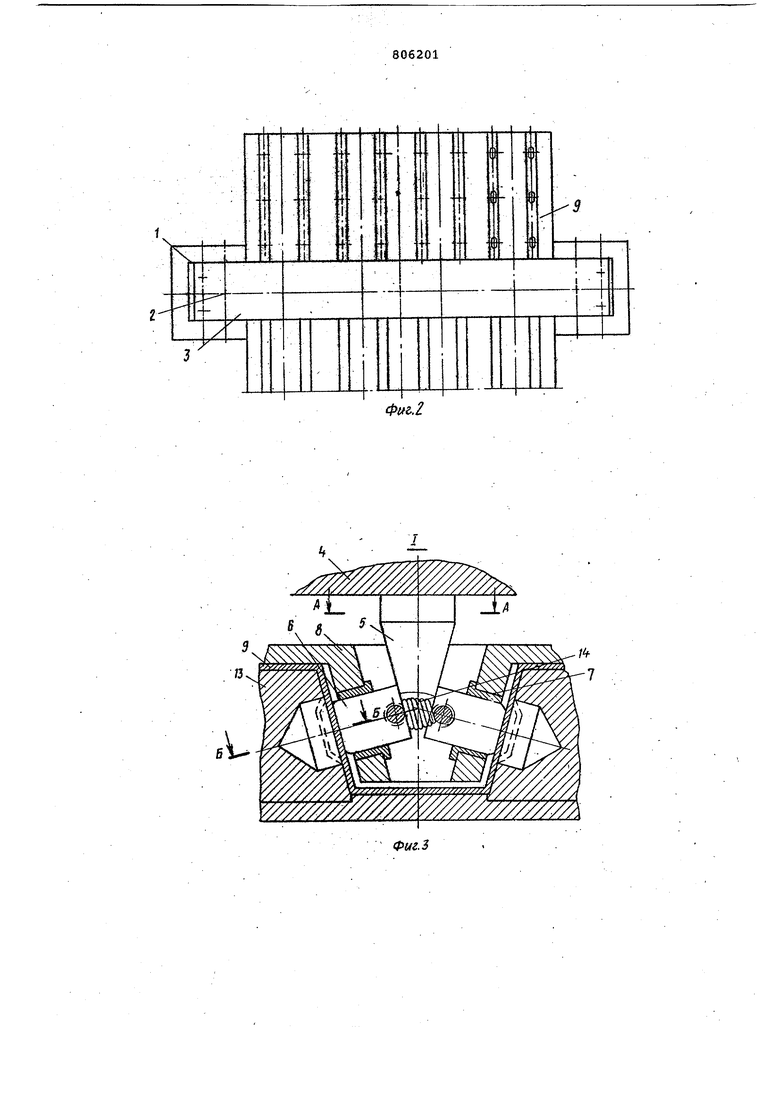
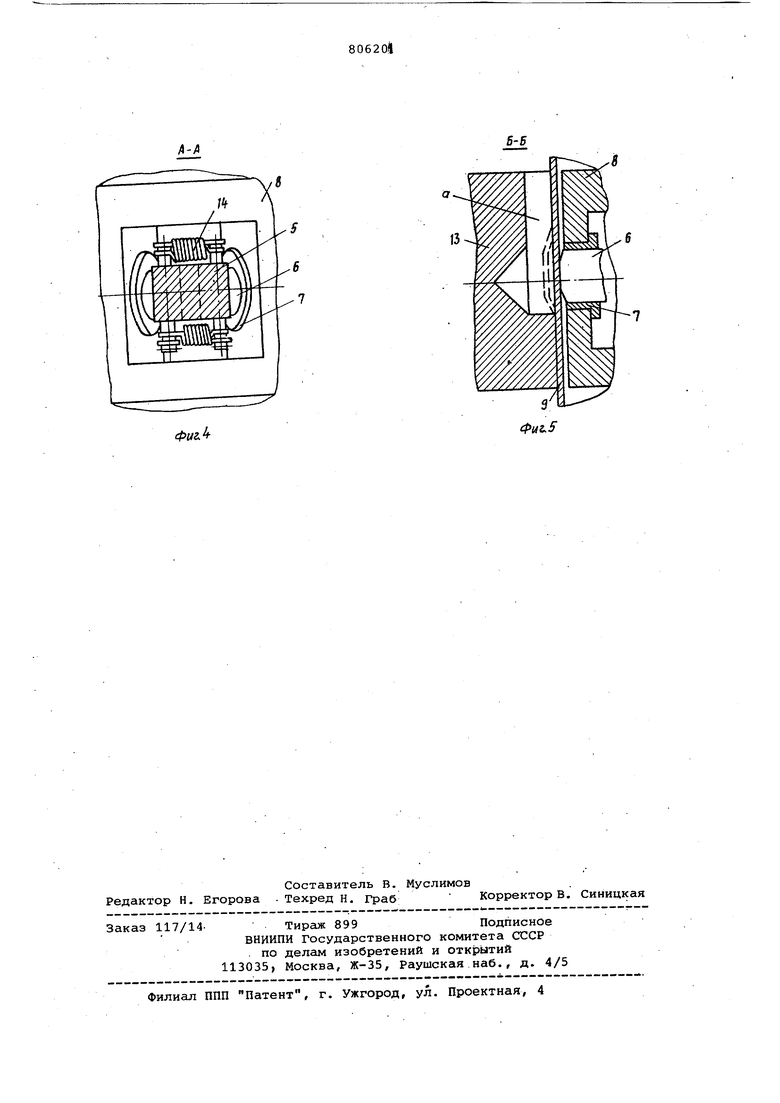
Изобретение относится к обработке металлов давлением,а именно к устрой ДЛЯ- формообразования ячеек в листовых заготовках. Известен штамп для вытяжки полых изделий, содержащий пуансон, имеющий форму и размеры готового изделия, и матрицу, имеющую цилиндрическое отверстие с заходным конусом. Отверстие матрицы выполнено с цилиндрическими ступенями с диаметрами, после-, довательно уменьшающимися до наружного- диаметра готового изделия и конусными переходами между ними l . Недостатком этого штампа является низкая производительность, так как он предназначен для формования едини ных ячеек в деталях. Известен также штамп для формообразования ячеек в листовых заготовках, содержащий установленные в обой ме пуансоны, верхнюю подвижную плиту и нижнюю неподвижную плиту, несущую матрицу. Штамп позволяет выполнять одновременную штамповку группы ячеек в листовых заготовках 2. Недостатком этого устройства является то, что его невозможно испол зовать для формообразования ячеек в профильных листах. Формообразование ячеек в наклонных плоскостях трапецеидальной заготовки из листа выполняется с применением ручных операций, что снижает производительность , труда. Цель изобретения - повышение производительности труда при формообразовании ячеек на наклонных стенках профильных заготовок. . Указанная цель достигается тем, что обойма пуансонов выполнена с профилем, соответствующим профилю обрабатываемой заготовки,- пуансоны установлены в наклонных стенках обоймы с возможностью осевого перемещения и связаны с приводом в виде клиньев, закрепленных на подвижной плите. На фиг. 1 представлено устройство, продольный разрез , на фиг. 2 - устройство, вид сверху; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - разрез А-А на фиг. з; на фиг. 5 - разрез Б-Б на фиг. 3. Устройство содержит силовую раму замкнутой ко«струкции, состоящую из нижней неподвижной плиты 1 и соединенного с ней стойками 2 верхнего основания 3, установленную между ними верхнюю подвижную плиту 4, на которой закреплены клинья 5, контактирующие рабочими поверхностями с торцами пуансонов 6, расположенных под углом друг к другу с возможностью Осевого перемещения в направляющих втулках 7, запрессованных в наклонных стенках обоймы 8, выполненной с профилем, соответствующим профилю обрабатываемой заготовки 9, и соединенной посредством штанг 10 к пружин 11 сжатия с плитой 4, соединенной со штоком гидроцилиндра 12, закрепленного на основании 3 силовой рамы, многопозиционную матрицу 13, закрепленную на плите 1 и выполненную с глухими отверстиями, каждое из которых имеет вырез со сто1$оны подачи заготовки 9.
Геометрические размеры (ширина) вырезов больше наружных геометрических размеров штампуемых в заготовке ячеек. пара пуансонов б соединена пружинами растяжения 14.
Устройство работает следующим образом.
В исходном положении плит-а 4, установленная на стойках 2, удерживается в верхнем положении посредством гидроцилиндра 12, обойма 8 - при помощи штанг 10, а пуансоны б под действием пружин 14 находятся в сдвинутом попарно друг к другу положении. Заготовку 9 (профильный лист) устанавливают на матрицу 13.
Под давлением гидроцилиндра 12 .плита 4, скользя по стойкам 2, опускается в крайнее нижнее положение. Обойма 8 ложится на заготовку 9, прижимая ее пружинами 11, при этом клинья 5, опускаясь вниз, перемещают пуансоны б, которые вдавливают метал заготовки 9 в формообразующие отверс $$$$$ : $ ;$$; т § $т
3 5
тия матрицы 13, образуя ячейки в заготовке.
После формования ячеек профильный, лист 9 посредством механизма перемещения (на чертеже не показан) передвигается на заданный шаг. Отформованные в листе 9 ячейки свободно проходят в вырезы а. После этого цикл повторяется в указанной последовательности.
Предлагаемая конструкция.в 3,5-4 раза снижает трудоемкость формообразования ячеек в профильных листах и в 2 раза повышает их качество.
Формула изобретения
Устройство для формообразования ячеек в листовых заготовках, содержащее установленные в обОйме пуансоны, верхнюю подвижную плиту и нижнюю неподвижную плиту, несущую матрицу, отличающееся тем, что, с целью повышения производительности при формообразовании ячеек на наклонных стенках профильных заготовок , обойма пуансонов выполнена с профилем, соответствующим профилю обрабатываемой заготовки, пуансоны установлены в наклонных стенках обоймы с возможностью -осевого перемещения и связаны с приводом в виде клиньев, закрепленных на подвижной плите.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство GCCP
№ 318426, кл. В 21 О 22/02, 12.12.68.
2.Авторское свидетельство СССР
№ 431927, кл. В 21 D 22/04, 15.12.72 (прототип).
J2
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для рубки профильного и листового проката | 1990 |
|
SU1804966A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для гибки штучных заготовок | 1988 |
|
SU1574319A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| Штамп для резки коробчатого незамкнутого профиля | 1987 |
|
SU1581483A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для объемного формообразования деталей | 1982 |
|
SU1140877A1 |
| Штамп для гибки листовых заготовок | 1989 |
|
SU1696054A1 |
13
Фиг.З
/I-/5
Фиг.
