Изобретение относится к области обработки металлов давлением, а именно к горячей штамповке деталей из трубных заготовок, и может быть использовано при изготовлении бесшовных, приварных тройников, тройников штампованных (ТШ) и тройников штампосварных (ТШС) для атомной и нефтегазовой отрасли и для использования в составе тепловых и водопроводных сетей.
Из уровня техники известен способ формирования Т-образной трубы, имеющей часть трубы с разветвлениями. Локальный элемент имеет нагретую увеличенную толщину необработанной подложки и основное отверстие. Верхняя часть трубы сформирована при помощи силы нагрузки, которая выполняет изгиб и отбортовку отверстия в горячем состоянии. Остальные части трубы выполнены таким же способом (JP 58212818, 10.12.1983).
Известен способ изготовления тройников из трубной заготовки, включающий вырезку овального отверстия в заготовке, местный нагрев кромок отверстия и отбортовку фланца проталкиванием конического пуансона. На внутреннюю поверхность трубной заготовки в зоне отбортовки фланца устанавливают технологическую шайбу с диаметром внутреннего отверстия, меньшим диаметра фланца на толщину стенки трубной заготовки, из металла, обеспечивающего малый коэффициент трения с поверхностью пуансона (RU 2122477, 27.11.1998).
Известно устройство для изготовления тройников из листовых заготовок, содержащее плиту-основание, пуансон-прижим, отбортовочный пуансон, матрицу и боковые обжимные элементы. Пуансон-прижим снабжен установленным на его торцах с возможностью возвратно-поступательного движения от пружин рядом кольцевых секторов двумя клиновыми упорами и силовыми пружинами, зафиксированными на плите-основании, а отбортовочный пуансон снабжен подвижным упором, размещенным между отбортовочным пунсоном и плитой-основанием, и установлен на пуансоне-прижиме с возможностью вертикального перемещения. Боковые обжимные элементы жестко установлены на плите-основании (RU 893285, 30.12.1981).
Недостатком является дороговизна штамповой оснастки и высокий расход энергоносителей.
Из патента RU 551073, 25.03.1977 известен способ изготовления тройников из трубной заготовки, включающий вырезку овального отверстия в заготовке, местный нагрев ее и отбортовку патрубка. Зоны, прилегающие к малым радиусам овального отверстия, нагревают перед отбортовкои до температуры, близкой к нижнему температурному пределу горячей деформации металла заготовки, а зоны, прилегающие к большим радиусам отверстия, нагревают на 150-200°С выше температурного предела горячей деформации.
Недостатком является сложность в изготовлении, неравномерный нагрев и низкое качество готового изделия.
Задачей изобретения является создание способа горячей штамповки нефте-газо-водопроводных стальных тройников и устройства для его осуществления, при котором энергосберегающий, равномерный, контрастный, локальный нагрев заготовки (обечайки) позволяет использовать в качестве матрицы магистраль изделия.
Техническим результатом предлагаемого изобретения является следующее.
- Исключение матрицы как необходимого элемента штамповой оснастки из технологии производства тройников способом штамповки, замена ее опорами, фиксирующими магистраль детали в определенном положении, что позволяет использовать магистраль в качестве матрицы во всем диапазоне возможных ответвлений. Это сокращает состав штамповой оснастки до стандартного набора пуансонов, соответствующего стандартному набору диаметров ответвлений, с учетом толщины и утонения металла обечайки.
- Использование холодной части заготовки (обечайки) в качестве матрицы позволяет производить тройники нестандартных диаметров магистрали (для ремонтных конструкций и конструкций для врезки в магистральные трубопроводы под давлением) без изменения состава штамповой оснастки, предназначенной для производства тройников стандартных размеров.
- Энергосберегающий, равномерный, контрастный, локальный нагрев позволяет ограничить зону нагрева заготовки (обечайки) исключительно до зоны, непосредственно участвующей в формообразовании, оставляя неизменным класс прочности материала магистрали тройника. При этом равномерность нагрева и управляемость температурой нагрева гарантируют стабильность режимов формообразования и исключают необходимость дополнительной термообработки с целью снятия внутренних напряжений.
- Нагрев обечайки отраженным факелом исключает местный перегрев металла в местах контакта с прямым потоком факела, в связи с отсутствием последнего, как это происходит при непосредственном нагреве газокислородными горелками, и позволяет произвести плавный равномерный нагрев определенной для формообразования зоны до заданной температуры со стопроцентной повторяемостью результатов.
- Управление контрастностью зоны нагрева заготовки (обечайки) позволяет, если необходимо, в широких пределах управлять радиусом загиба образующей ответвления.
Указанный технический результат достигается в способе безматричной горячей штамповки нефте-газо-водопроводных стальных тройников, включающем вырезку отверстия для формирования ответвления в заготовке, равномерный локальный нагрев области вокруг отверстия для формирования ответвления для создания пластичной зоны посредством газооздушной горелки и локализующей подложки с отверстием, размещенных внутри заготовки, а также при помощи теплоизолированного экрана-отражателя, расположенного снаружи заготовки над отверстием для формирования ответвления, протягивание пуансона сквозь отверстие для формирования ответвления и отбортовывание из пластичной зоны заготовки ответвления.
Управляют скоростью нагрева области вокруг отверстия для формирования ответвления при помощи регулирования мощности газовоздушной горелки.
Управляют контрастностью нагрева области вокруг отверстия для формирования ответвления при помощи регулирования мощности газовоздушной горелки для правления радиуса загиба ответвления.
Отверстие расположено по центру локализующей подложки.
Диаметр отверстия локализующей подложки меньше диаметра отверстия для формирования ответвления.
Между локализующей подложкой и заготовкой расположен датчик для контроля температуры.
После формирования ответвлений заготовку укутывают теплоизоляционной тканью для обеспечения режима остывания.
Область вокруг отверстия для формирования ответвления локально нагревают до температуры 950°-1000°С.
Данный технический результат достигается в системе для безматричной горячей штамповки нефте-газо-водопооводных стальных тройников, содержащей узел локального нагрева заготовки и узел отбортовки, соединенные между собой рельсовыми направляющими, при этом узел локального нагрева состоит из транспортировочной тележки, на которой размещается заготовка с отверстием для формирования ответвления, выполненной с возможностью перемещения по рельсовым направляющим, газовоздушной горелки, локализующей подложки с отверстием и теплоизолированного экрана-отражателя, а узел отбортовки содержит подставку пуансона, пуансон, взаимодействующий с тянущим штоком пресса, выполненным с возможностью вертикального возвратно-поступательного движения, и опоры для крепления заготовки.
Узел локального нагрева заготовки содержит датчик для контроля температуры.
Опоры для крепления заготовки вверху соединены между собой по периметру.
В верхней части опор для крепления заготовки расположена призма с отверстием, диаметр которого больше диаметра отверстия для формирования ответвления.
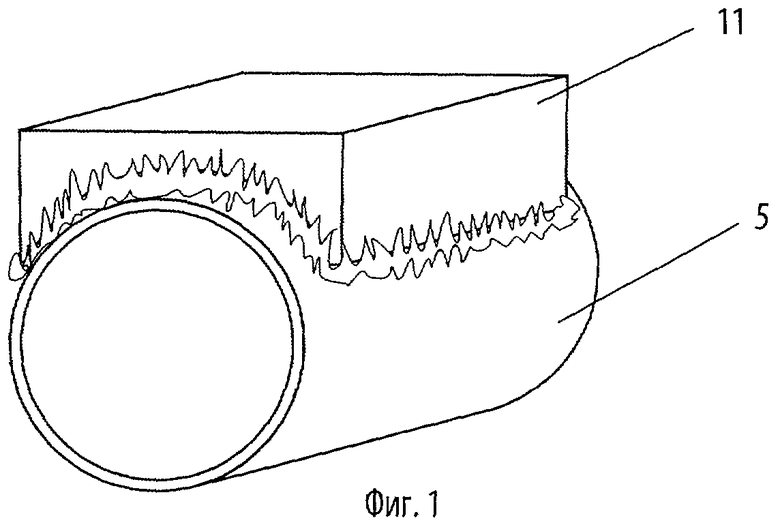
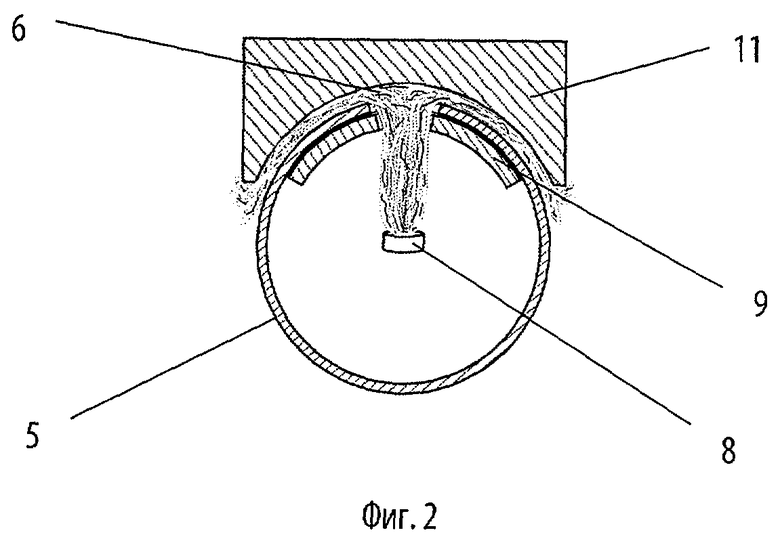
Подготовленная для штамповки заготовка (обечайка) имеет необходимое отверстие для формирования планируемого ответвления. Через это отверстие наружу направляется факел газовоздушной горелки, установленной внутри обечайки. Снаружи этот факел разбивается о теплоизолированный экран-отражатель, теряя при этом вектор скорости и создавая избыточное давление плазмы. Это давление равномерно распространяет отраженную плазму по поверхности заготовки в зазоре между ней и экраном-отражателем. Так как экран-отражатель обладает теплоизоляционными свойствами, охлаждением плазмы с его помощью можно пренебречь и заключить, что основная часть калорий, произведенных газовоздушной горелкой, станет накапливаться в части металла заготовки, формирующей зазор. Лишь часть плазмы, достигшая внешнего периметра зазора, уже передавшая основную часть калорий заготовке, передаст остатки окружающему пространству. Количеством тепла, уходящего через внешний периметр зазора, можно управлять ценой скорости нагрева заготовки, путем изменения высоты (мощности) факела горелки. Изменением высоты (мощности) факела можно, если необходимо, управлять контрастностью нагрева - шириной зоны перехода от зоны формообразования к зоне, не участвующей в деформации. Это, в свою очередь, управляет радиусом загиба образующей ответвления. Формирование геометрии нагрева зоны будущей деформации - накопление именно в ней калорий, обеспечивается теплоизоляционной, локализующей подложкой за счет ограничения излучения калорий в окружающее пространство этой частью обечайки. Подложка располагается внутри заготовки и имеет сквозное отверстие по центру для беспрепятственного прохождения через него факела горелки. Отверстие в локализующей подложке несколько меньше отверстия заготовки для исключения контакта прямого потока факела с заготовкой. Между локализующей подложкой и заготовкой расположен датчик для контроля температуры (термопара). Поддержание части заготовки, не участвующей в деформации, в холодном состоянии происходит за счет естественного излучения в окружающее пространство калорий, поступающих в эту часть заготовки через теплопроводность материала обечайки. Калорийность газовоздушной горелки недостаточна для обеспечения изменения пластичности материала в зоне заготовки, не участвующей в деформации, при нагревании ее через теплопроводность материала заготовки, и позволяет этой части заготовки оставаться упругой и пригодной для использования ее в качестве матрицы. Все вышеперечисленные действия позволяют подготовить заготовку к штамповке, обеспечив равномерный, контрастный, локальный нагрев области вокруг отверстия для формирования ответвления для формирования пластичной зоны (зоны формообразования) до заданной температуры (нагревают до температуры 950°С), со стопроцентной повторяемостью результатов нагрева. Разница пластичности зон заготовки, прошедшей термическую подготовку таким способом, позволяет, используя опоры, удерживающие холодную часть заготовки в нужном положении, производить формообразование разогретой.
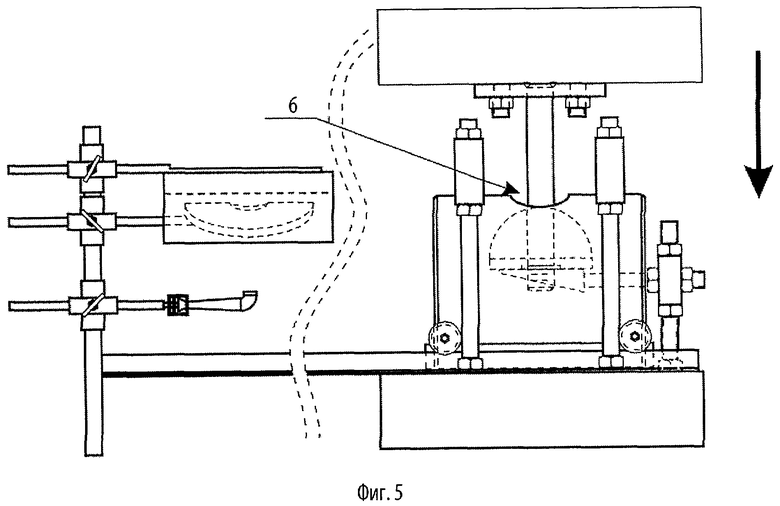
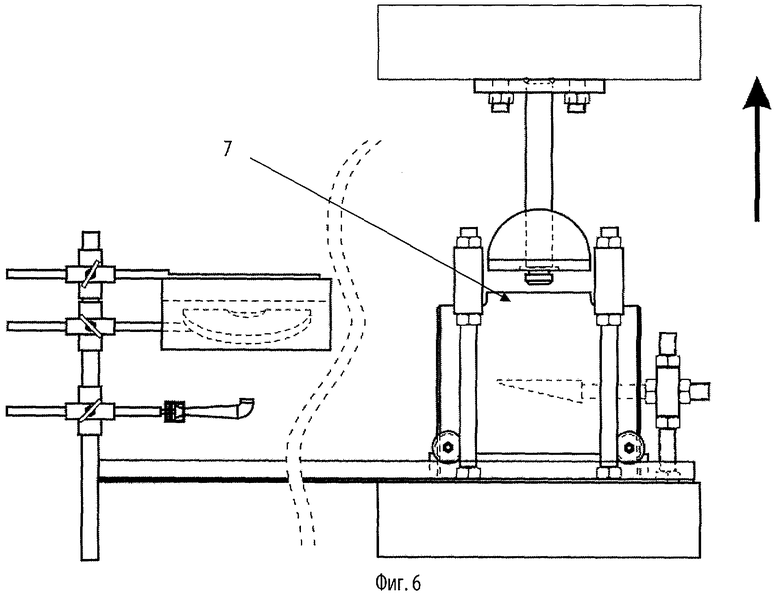
Подготовленная заготовка перемещается в зону протяжки сквозь нее пуансона. Пуансон находится на подставке, обеспечивающей беспрепятственное надвигание на него заготовки. Его осевое отверстие совмещено с осью тянущего штока пресса, имеющего приспособление для замыкания штока и пуансона. После позиционирования заготовки в месте штамповки, тянущий шток через отверстие в обечайке пронизывает пуансон и замыкается в нем. Начавшийся подъем упирает холодную часть обечайки в опоры, препятствующие ее продвижению вверх, и пуансон, двигаясь через отверстие в теле обечайки, формирует из ее пластичной части ответвление. Опоры, в зависимости от толщины металла заготовки, представляют собой полухомуты для толщин до 20 мм или призмы для толщин свыше 20 мм. Готовое изделие укутывается теплоизоляционной тканью для обеспечения определенного режима остывания с целью сохранения класса прочности материала в его нагревавшейся части. Управление режимом остывания изменяет в определенных пределах класс прочности материала ответвления.
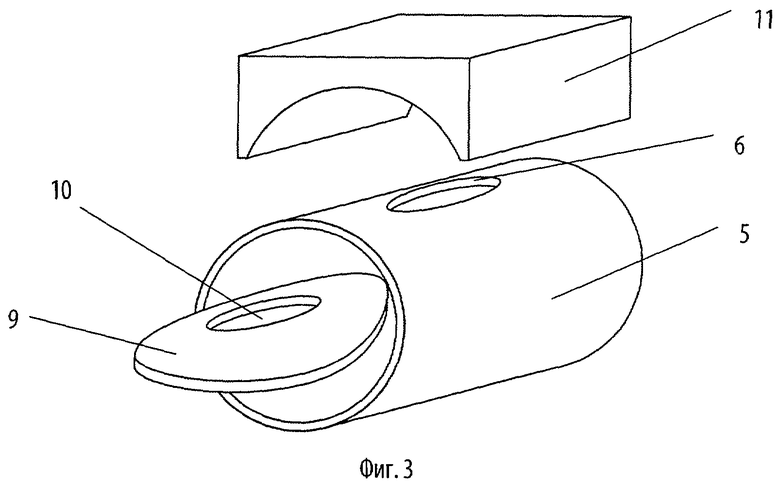
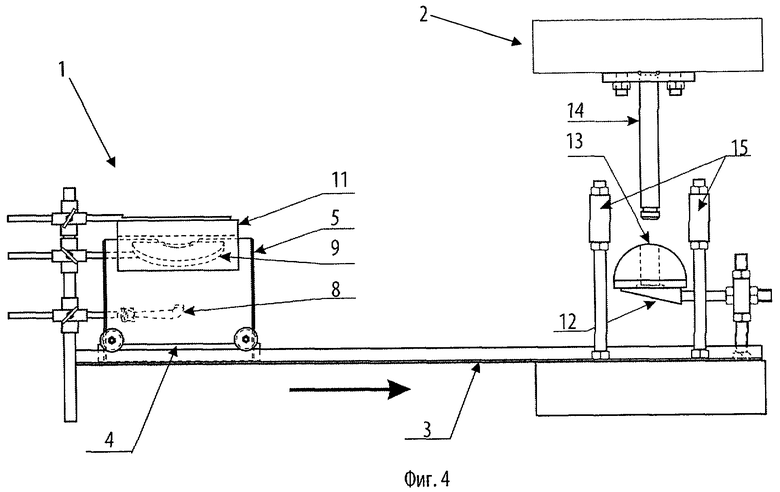
Сущность заявленного изобретения поясняется чертежами, где на фиг.1 изображен основной принцип локализации нагрева в заданном месте; на фиг.2 - вид сбоку в разрезе по фиг.1; на фиг.3 - заготовка с локализирующей подложкой и теплоизолированный экран-отражатель; на фиг.4-6 - схема реализации способа горячей штамповки нефте-газо-водопроводных стальных тройников, при котором энергосберегающий, равномерный, контрастный, локальный нагрев заготовки (обечайки) позволяет использовать в качестве матрицы магистраль изделия.
Система для безматричной горячей штамповки нефте-газо-водопроводных стальных тройников содержит узел 1 локального нагрева заготовки и узел 2 отбортовки, соединенные между собой рельсовыми направляющими 3.
Узел 1 локального нагрева состоит из транспортировочной тележки 4, на которой размещается заготовка 5 с отверстием 6 для формирования ответвления 7 и выполненной с возможностью перемещения по рельсовым направляющим 3, газовоздушной горелки 8, локализующей подложки 9 с отверстием 10 и теплоизолированного экрана-отражателя 11. Узел локального нагрева заготовки может дополнительно содержать датчик (термопары хромель-алюмелевого сплава) для контроля температуры (не показано).
Узел 2 отбортовки содержит подставку 12 пуансона, пуансон 13, взаимодействующий с тянущим штоком 14 пресса, выполненным с возможностью вертикального возвратно-поступательного движения, и опоры 15 для крепления заготовки. Опоры 15 для крепления заготовки могут быть вверху соединены между собой по периметру, или в верхней части опор 15 для крепления заготовки может быть расположена призма с отверстием, диаметр которого больше диаметра отверстия для формирования ответвления.
От трубы или от свальцованной и сваренной обечайки с учетом технологического припуска под механическую обработку отрезается заготовка. В заготовке вырезается овальное отверстие для формирования ответвления, соответствующего предстоящей вытяжке размера. Заготовка помещается на транспортировочную тележку отверстием вверх и перемещается в зону нагрева - под теплоизолированный экран-отражатель (конвертор, трансформатор, преобразователь вектора), находящийся несколько выше заготовки и образующий между ней и собой зазор. В зоне нагрева на внутренней поверхности заготовки, в месте нахождения отверстия для формирования ответвления при помощи оснастки крепится локализующая подложка. Крепление локализующей подложки производится таким образом, чтобы центр ее отверстия совпадал с центром отверстия для формирования ответвления. Помещенная внутрь заготовки газовоздушная горелка через совмещенные отверстие локализующей подложки и отверстие для формирования ответвления направляет плазму факела горелки строго перпендикулярно к экрану-отражателю, создавая зону повышенного давления в месте соприкосновения факела горелки с экраном-отражателем. Разность давлений места соприкосновения факела горелки и окружающего пространства естественным образом заставляет низкотемпературную плазму перемещаться через зазор за его пределы. Происходит нагрев сверху заготовки низкотемпературной плазмой, находящейся в зазоре. Контроль температуры нагрева зоны заготовки, определенной под ответвление локализующей подложкой производится посредством помещения между ней и заготовкой датчика для контроля температуры.
После достижения температуры нагрева 950°С транспортировочная тележка, с находящейся на ней разогретой заготовкой перемещается в зону протяжки через нее пуансона. Пуансон находится на специальной подставке пуансона, которая удерживает его в пространстве таким образом, что заготовка имеет возможность беспрепятственного надвигания на пуансон до совмещения центров отверстий пуансона и отверстия для формирования ответвления. Кроме того, центр отверстия пуансона совмещен с осью тянущего штока пресса, находящегося в поднятом состоянии. После позиционирования заготовки шток опускается через центр отверстия для формирования ответвления заготовки в отверстие пуансона и фиксируется в нем специальным устройством (разрезной шайбой, шплинтом и т.п.). Начавший подниматься вверх тянущий шток пресса увлекает за собой пуансон, который увлекая за собой заготовку, упирает ее в специальные опоры для крепления заготовки, которые фиксируют заготовку в определенном положении, на определенной высоте. Под действием усилия передаваемого через пуансон пластичной зоны (части) заготовки происходит вытягивание ответвления, при котором геометрия периметра деформации определяется геометрией холодной части заготовки - так же, как это происходит при традиционном способе штамповки ответвления пуансоном через матрицу, но только без наличия присутствия последней.
Данный метод был опробован при изготовлении тройников диаметрами от 530 до 1420 мм и толщинами стенки от 10 до 40 мм.
Способ горячей штамповки нефте-газо-водопроводных стальных тройников и система для его осуществления при энергосберегающем, равномерном, контрастном, локальном нагреве заготовки позволяет использовать в качестве матрицы магистраль заготовки/изделия.
Заявленное изобретение обеспечивает плавный, равномерный, контрастный нагрев определенной технологической задачей области заготовки. Высокая степень повторяемости результатов нагрева обеспечивает высокую точность геометрии, температуры и контрастности зоны нагрева заготовки, где контрастность - ширина зоны перехода от зоны формообразования к зоне, не участвующей в деформации. Разница пластичности зон заготовки, термоподготовленной к штамповке таким способом, позволяет, используя опоры, удерживающие холодную часть заготовки в нужном положении, производить формообразование разогретой части.
Эта точность и повторяемость результатов термической подготовки заготовки дает возможность производить штамповку стальных нефте-газо-водопроводных тройников способом, при котором в качестве матрицы используется магистраль изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ТРОЙНИКОВ ДЛЯ АТОМНОЙ И НЕФТЕГАЗОВОЙ ОТРАСЛИ И ТЕПЛОВОДОПРОВОДНЫХ СЕТЕЙ ПОСРЕДСТВОМ ВЫДАВЛИВАНИЯ ОТВЕТВЛЕНИЯ ИЗНУТРИ ТРУБНОЙ ЗАГОТОВКИ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2492951C1 |
| СПОСОБ ТРАФАРЕТНОГО НАГРЕВА В ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКЕ НЕФТЕ-ГАЗО-ТЕПЛО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2481168C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Способ изготовления тройников | 2020 |
|
RU2745218C1 |
| Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты) | 2016 |
|
RU2632309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2510679C1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122478C1 |
Изобретение относится к области обработки металлов давлением. Способ включает вырезку отверстия в заготовке для формирования ответвления, равномерный локальный нагрев области вокруг отверстия посредством газовоздушной горелки и локализующей подложки с отверстием, размещенных внутри заготовки, а также при помощи теплоизолированного экрана-отражателя, расположенного снаружи заготовки над отверстием. Далее протягивают пуансон сквозь отверстие и отбортовывают ответвления. Система содержит узел локального нагрева заготовки и узел отбортовки, соединенные между собой рельсовыми направляющими. Узел локального нагрева состоит из транспортировочной тележки, на которой размещается заготовка с отверстием, газовоздушной горелки, локализующей подложки с отверстием и теплоизолированного экрана-отражателя. Узел отбортовки содержит подставку пуансона, пуансон, взаимодействующий с тянущим штоком пресса, выполненным с возможностью вертикального возвратно-поступательного движения, и опоры для крепления заготовки. Изобретение позволяет исключить матрицу из технологии производства тройников способом штамповки и обеспечивает энергосберегающий, равномерный, контрастный и локальный нагрев высокой точности. 2 н. и 10 з.п. ф-лы, 6 ил.
1. Способ безматричной горячей штамповки нефте-газо-водопроводных стальных тройников, характеризующийся тем, что вырезают отверстие для формирования ответвления в заготовке, производят равномерный локальный нагрев области вокруг отверстия для формирования ответвления для создания пластичной зоны посредством газовоздушной горелки и локализующей подложки с отверстием, размещенных внутри заготовки, а также при помощи теплоизолированного экрана-отражателя, расположенного снаружи заготовки над отверстием для формирования ответвления, после чего протягивают пуансон сквозь отверстие для формирования ответвления и отбортовывают из пластичной зоны заготовки ответвления.
2. Способ по п.1, характеризующийся тем, что управляют скоростью нагрева области вокруг отверстия для формирования ответвления при помощи регулирования мощности газовоздушной горелки.
3. Способ по п.1, характеризующийся тем, что управляют контрастностью нагрева области вокруг отверстия для формирования ответвления при помощи регулирования мощности газовоздушной горелки для правления радиуса загиба ответвления.
4. Способ по п.1, характеризующийся тем, что отверстие располагают по центру локализующей подложки.
5. Способ по п.4, характеризующийся тем, что диаметр отверстия локализующей подложки меньше диаметра отверстия для формирования ответвления.
6. Способ по п.1, характеризующийся тем, что между локализующей подложкой и заготовкой располагают датчик для контроля температуры.
7. Способ по п.1, характеризующийся тем, что после формирования ответвлений заготовку укутывают теплоизоляционной тканью для обеспечения режима остывания.
8. Способ по п.1, характеризующийся тем, что область вокруг отверстия для формирования ответвления локально нагревают до температуры 950-1000°С.
9. Система для безматричной горячей штамповки нефте-газо-водопроводных стальных тройников, характеризующаяся тем, что содержит узел локального нагрева заготовки и узел отбортовки, соединенные между собой рельсовыми направляющими, при этом узел локального нагрева состоит из транспортировочной тележки, на которой размещается заготовка с отверстием для формирования ответвления, выполненной с возможностью перемещения по рельсовым направляющим, газовоздушной горелки, локализующей подложки с отверстием и теплоизолированного экрана-отражателя, а узел отбортовки содержит подставку пуансона, пуансон, взаимодействующий с тянущим штоком пресса, выполненным с возможностью вертикального возвратно-поступательного движения, и опоры для крепления заготовки.
10. Система по п.9, характеризующаяся тем, что узел локального нагрева заготовки содержит датчик для контроля температуры.
11. Система по п.9, характеризующаяся тем, что опоры для крепления заготовки вверху соединены между собой по периметру.
12. Система по п.9, характеризующаяся тем, что в верхней части опор для крепления заготовки расположена призма с отверстием, диаметр которого больше диаметра отверстия для формирования ответвления.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122477C1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Способ изготовления тройников из трубной заготовки | 1975 |
|
SU551073A1 |
| JP 58212818 A, 10.12.1983. | |||

