Изобретение относится к области прокладки трубопроводов и может быть использовано при строительстве магистральных, промысловых и морских трубопроводов различного назначения автоматической дуговой сваркой в среде защитных газов.
Известен способ прокладки трубопроводов путем наращивания из отдельных длинномерных секций контактной сваркой (Сварка и специальная электрометаллургия: Сб. научн. тр., ред. колл. Патон Б.Е. и др., Киев: Наукова Думка, 1984, с.288). Однако этот метод требует дополнительные затраты на изготовление длинномерных секций труб на трубосварочных базах, что значительно удорожает строительство трубопровода.
Наиболее близким к данному изобретению является известный способ прокладки трубопровода в сложных климатических и геологических условиях, включающий автоматическую дуговую сварку труб в среде защитных газов во всех пространственных положениях за n проходов, количество которых устанавливают в зависимости от толщины стенки трубы, сварочными автоматами в составе сварочно-монтажного комплекса, которые последовательно перемещают от стыка к стыку для выполнения соответствующего слоя шва (см. O'Donnel John P, Automatic welding at sea. «Oil and Gas. J», 1971, 69 №16, 114-116, 121-122, 125). Сварку трубопровода осуществляют поточно-расчлененным методом, обеспечивающим высокий темп строительства за счет того, что сварочно-монтажные операции расчленены и выполняются отдельными звеньями рабочих, оснащенных необходимыми механизмами и сварочными автоматами. При этом каждое звено выполняет только одну и ту же операцию при сварке стыков труб, и все звенья работают на своих стыках одновременно. После окончания каждым звеном своей операции все звенья сварочно-монтажного комплекса одновременно перемещаются на шаг (одну трубу или секцию труб).
Однако при строительстве трубопроводов в сложных климатических и геологических условиях передвижение сварочно-монтажного комплекса становится невозможным до определенного времени (например, до наступления зимы с промерзанием грунта или болот). В этих условиях рационально использовать оборудование комплекса для сварки без простоев.
Задачей данного изобретения является повышение темпа сооружения трубопровода в сложных климатических и геологических условиях без простоя оборудования.
Для этого способ прокладки трубопровода в сложных климатических и геологических условиях включает автоматическую дуговую сварку труб в среде защитных газов во всех пространственных положениях за n проходов, количество которых устанавливают в зависимости от толщины стенки трубы, поточно-расчлененным методом сварочными автоматами в составе сварочно-монтажного комплекса, которые последовательно перемещают от стыка к стыку для выполнения соответствующего слоя шва, периодически останавливают сварку прокладываемого трубопровода и выкладывают «ложный» участок трубопровода по две трубы для получения двухтрубных секций, расположенных на расстоянии друг от друга, двухтрубные секции получают путем автоматической дуговой сварки труб в среде защитных газов во всех пространственных положениях за n проходов, количество которых устанавливают в зависимости от толщины стенки трубы, челночным методом упомянутыми сварочными автоматами в составе упомянутого сварочно-монтажного комплекса, которые последовательно перемещают от стыка предыдущей двухтрубной секции к стыку последующей двухтрубной секции для выполнения соответствующего слоя шва, каждую готовую двухтрубную секцию удаляют из «ложного» участка трубопровода и складируют, на ее место помещают следующие две трубы и процесс повторяют, при этом периоды остановки сварки прокладываемого трубопровода определяют в зависимости от климатических и геологических условий, а полученные двухтрубные секции затем используют при сварке прокладываемого трубопровода.
Кроме того, между двухтрубными секциями ложного участка трубопровода размещают технологические трубные вставки для обеспечения перемещения внутритрубных механизмов упомянутого сварочно-монтажного комплекса между двухтрубными секциями от стыка предыдущей двухтрубной секции к стыку последующей двухтрубной секции.
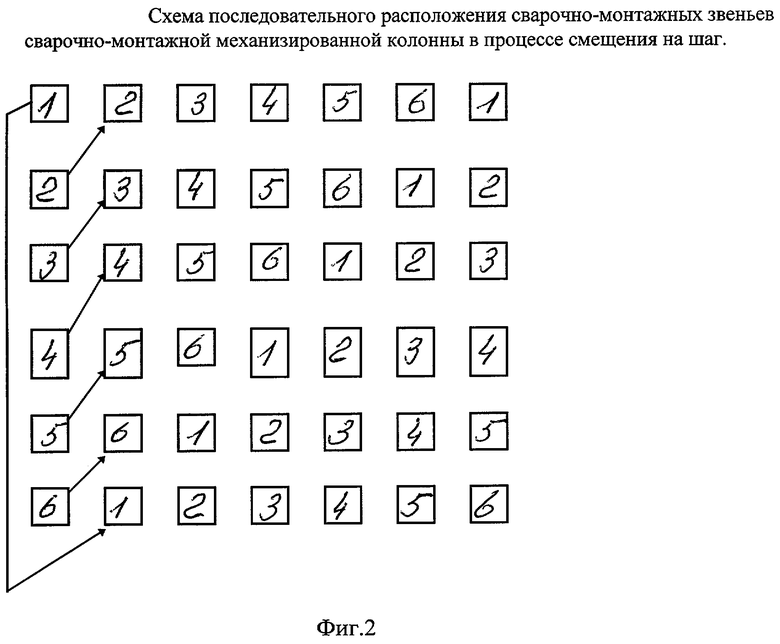
На фиг.1 представлена схема прокладки «ложного» участка трубопровода; на фиг.2 - схема последовательного расположения сварочно-монтажных звеньев сварочного комплекса при их последовательном смещении на шаг.
Прокладку трубопровода осуществляют сварочными автоматами в составе сварочно-монтажного комплекса поточно-расчлененным методом. Сварочно-монтажные операции расчленены, каждое входящее в комплекс сварочное звено выполняет свою операцию, количество звеньев соответствует количеству проходов при выполнении сварки стыков труб. Звенья оснащены всеми необходимыми механизмами и сварочными автоматами. Каждое сварочное звено выполняет одну и ту же операцию при сварке стыков, их последовательно перемещают от стыка к стыку для выполнения соответствующего слоя шва. Сварку стыков труб выполняют автоматической дуговой сваркой в среде защитных газов во всех пространственных положениях за n проходов, количество которых устанавливают в зависимости от толщины стенки трубы. При возникновении невозможности перемещения сварочно-монтажного комплекса вдоль трассы прокладываемого трубопровода из-за сложных геологических и климатических условий, например в болотистой местности, временно прекращают сварку трубопровода и выкладывают «ложный» участок 1 трубопровода по две трубы для получения двухтрубных секций 2 с небольшими разрывами между ними. У разрывов двухтрубных секций 2 «ложного» участка 1 трубопровода размещают технологические трубные вставки 3 для использования их в случае необходимости для перемещения внутритрубных механизмов, например внутренних центраторов. В этом случае трубные вставки размещают в промежутках между двухтрубными секциями. Протяженность «ложного» участка 1 определяют количеством сварочно-монтажных звеньев, выполняющих только свою операцию, предусмотренную технологией сварки челночным методом. При этом головное сварочно-монтажное звено челночным методом перемещают в начало «ложного» участка, а все остальные звенья перемещают по ходу технологического процесса на шаг (см. фиг.2), после чего все звенья одновременно выполняют свою операцию. Готовые секции удаляют из «ложного» участка и складируют. На их место укладывают новые две трубы и процесс повторяют.
Таким образом, используют все имеющиеся в составе сварочно-монтажного комплекса механизмы, а также рабочих для накопления готовых двухтрубных секций, которые используют при прокладке трубопровода, когда создадутся необходимые условия.
Изобретение относится к строительству трубопроводного транспорта и используется при прокладке трубопроводов различного назначения. При невозможности перемещения сварочно-монтажного комплекса по трассе из-за климатических условий для получения двухтрубных секций выкладывают «ложный» участок трубопровода по две трубы, расположенные на расстоянии друг от друга. Двухтрубные секции получают путем автоматической дуговой сварки труб в среде защитных газов во всех пространственных положениях за n проходов, количество которых устанавливают в зависимости от толщины стенки трубы, челночным методом сварочными автоматами в составе сварочно-монтажного комплекса. Сварочные автоматы последовательно перемещают от стыка предыдущей двухтрубной секции к стыку последующей двухтрубной секции для выполнения соответствующего слоя шва. Готовую двухтрубную секцию удаляют из «ложного» участка трубопровода и складируют, а на ее место помещают следующие две трубы. Между двухтрубными секциями «ложного» участка трубопровода размещают технологические трубные вставки для обеспечения перемещения внутритрубных механизмов сварочно-монтажного комплекса. Полученные двухтрубные секции используют при сварке прокладываемого трубопровода. Повышает темп строительства трубопровода. 1 з.п. ф-лы, 2 ил.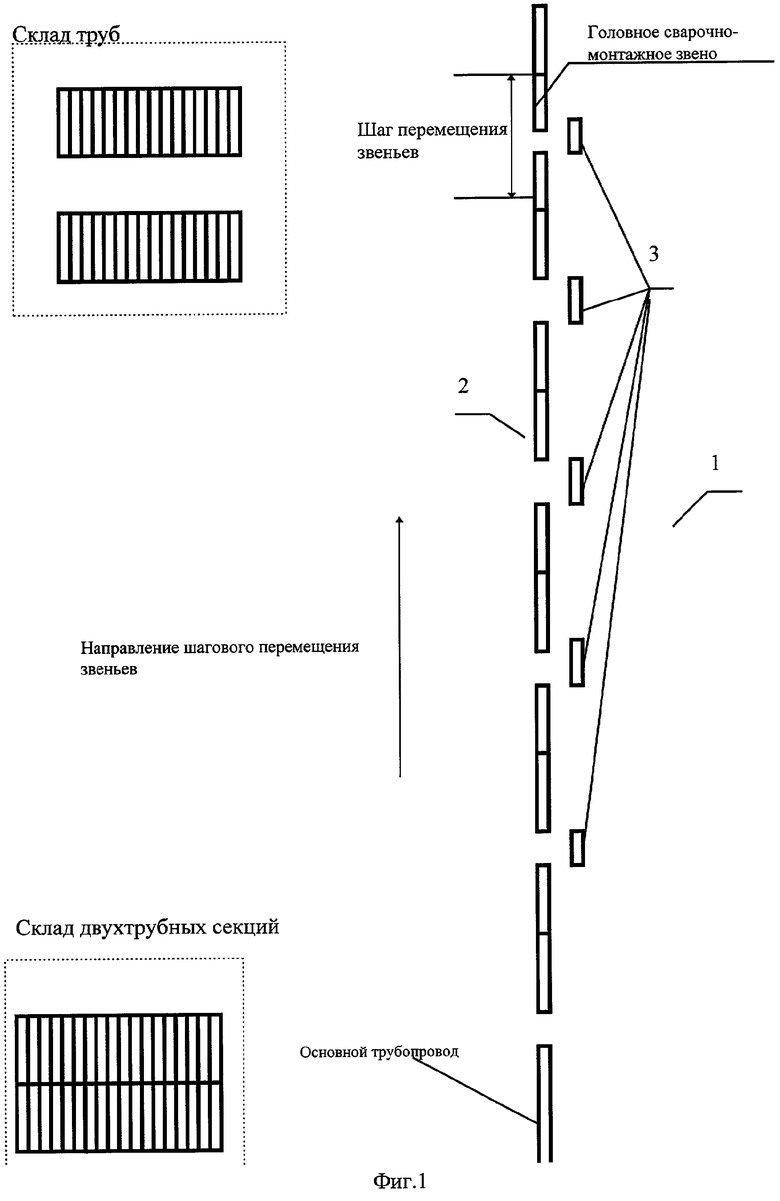
| O'DONNEL JOHN P | |||
| Automatic welding at sea | |||
| Oil and Gas | |||
| J | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| БЕРЕЗИН В.Л | |||
| и др | |||
| Сооружение и ремонт газонефтепроводов | |||
| - М.: Недра, 1972, с.60 | |||
| ЗЛАТКИН В.П | |||
| Организация строительства магистральных трубопроводов | |||
| - Л.: Л.О | |||
| «Недра», 1976, с.31, 87-89 | |||
| СПОСОБ СООРУЖЕНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЕЗДА ВДОЛЬ ТРАССЫ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2003 |
|
RU2221953C1 |
| Приспособление для формовки засасываемой пульки в шпиндельных стеклоделательных машинах | 1928 |
|
SU14586A1 |

