Предлагаемый способ и приспособдение для механического изготорления полых стеклянных изделий, как, напр., rpyni для электрических ламп накаливания и подобных предметов, относится к тем известным способам, в которых расплавленное стекло засасывается из печи или стекловарного гёршка в форму заборной головки, избыток стекла срезается с/ формы ножом и полученная пулька передается падением шпинделю. При этих способах изготовления пудька имеет на нижнем конце немного суженную ш.ейку, которай кверху переходит -в выступаЪш й бокам круговой фланед. При передаче пульки шпинделю, суженная шейка ее попадает в отверстие шпинделя, в то время как фланец выступает за отверстие шпинделя и удерживается на последнем подвижными зажимными губцами. j
Груша, изготовленная из пульки посредством откинутого низ шпинделя и формы, имеет, благодаря наличию на пт/льке не раздуваемого придатка-шейки, толстый стеклянный придаток с отверстием сравнительно малого диаметра. Этот придаток должен быть удален, чтобы получить возможность вставить в грушу ножку дяя нити накала I или другие вста,вные части и их укрепить.
В предлагаемом изобретении изготовление полых стеклянных изделий упрощается
тем, что в засасываюш,ей форме образуется пулька с наибольшим расширением у плоскости среза, которая накладывается плоскостью среза на кромку шпинделя или на его- лобовую поверхность, где и закрепляется.
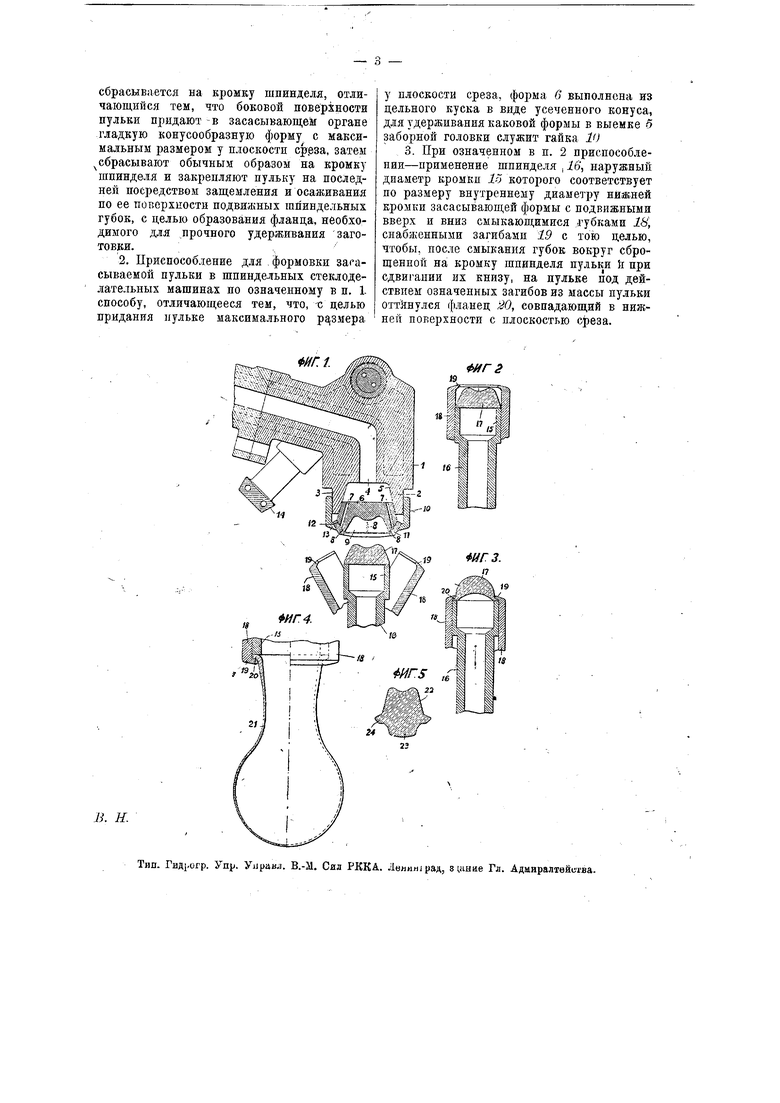
Чтобы достичь полного захватывания пульки, она также снабжается выстунающим по бокам круговым фланцем, который, в противоположность прежним способам, образуется не при засасывании стеклянной массы в форму, а лишь после нанесения пульки на шпиндель и именно тем, что при ходе вниз направляемых шпинделем губок, заватываюш,их за кромку шпинделя, а также и пульки, масса кромок пульки превраш,ается в фларед, который расположен не выше суженной шейки, как это было до сих пор, но точно на поверхности среза пульки. Засасываю1цую форму головки делают в виде усеченного конуса и располагают в соответствуюш,им образом выполненной выемке заборной головки. Ее закрепление на заборной головке осуш,ествляется легко освобождаемой накладной гайкой, при чем между последней и формой может быть проложено сменное кольцо, образуюш;ее ее кромку. Благодаря этому удлиняется .срок службы засасываюш,ей формы, так как стенки отверстия, наиболее и о п в в с з подверженные действию горячей расилавленной стеклянной массы в ванне, образованы в данном случае легко сменяющимся кольпом. На чертеже фиг. 1 изображает вертикальный разрез заборной головки, содержащей засасывающую форму, и верхней 4acTj: мундштука нгнинделя; фиг. 2-верти- кальный разрез мундштука яшинделл с губками в закрытом положении: фиг. 3 -разрез шпинделя с опущенными губками; фиг. 4-вертикальный разрез шпийделя с выдутой грушей; фиг. 5-вертикальный разрез пульки, получаемой старыми способами. Погружающаяся в стеклоплавильный гор-, шок, заборная головка 1, выдвинутый нижний конец ; коей снабжен нарезкой 6, имеет обычный канал 4 для засасывания воздуха. В концевой части 3 заборной головки 1 находится конусная выемка о, в которую точно пригнана и вставлена состоящая из одной части, вьгнолненная в виде усеченного конуса засасывающая форма 6V имеюща я отверстия 7, которые посредством примыкающих к ним, находящихся на наружной поверхности формы канавок 8 соединяют также конусное полое пространство .9 формы с засасывающим трубопроводов J заборной головка. Форма i5 удерживается накидной гайкой 10 Б выемке о головки с прокладным кольцом 11. Кромка IS отверстия формы, а также прижимающий кольцо 11 к форме 6 фланец 13 накидной гайки 10 снабжены скосами, соответствующими конусности кольца 11. При подтягиЁании накидной гайки Ю фланец 13 оказывает давление на кольцо j, передаваемое им на форму 6, и вгоняет последнее в конусную выемку о головки 1. Освобождением гайки форма 6 и наиболее подверженное действию горячей расплавленной стеклянной массы в ванне кольцо 11 могут быть легко и быстро сменены. На аборной головке ./ подвижно установлен вигающийся концептрично к отверстию ормы нож 14. Погружая заборную головку в теклоплавильный горшок, действием засаывающего воздуха набирают в выемку ,9 ормы в горячее стекло и выступающий з формы 6 снизу избыток стекла Срезают ткидыванием ножа 14 так, что он снова адает в горшок. Удерживаемая в конусной ыемке 9 формы действием засасывающего оздуха стеклянная пулька,имеет на плоости среза наибольший . Так как сасывающая форма внутри не имеет выступающих в бок частей, как это имеет место в прежних, служащих для подобных целей формах из нескольким: частей, то и на готовой пульке 1 не имеется выступающего в бок кругового фланца. Между тем как изготовленная по старому способу пулька . имеет суженную шейку о и примыкающий фладец 24 (фпг. 5). Носле того, как заборная головка 1 кынута из стеклоплавильного горшка и действие засасывающего воздуха прекращено, йулька 17 сбрасывается на П1пинде.1ь 16 и ложится своей плоскостью среза на кромку 15 шпинделя. Надежное наложение дульки 17 достигается при этом тем, что величина отверстия засасывающей формы 6 точно совпадает с наружным диаметром отверстия шпинделя. Подвижно вверх и вниз установ- , лейнь е на шпинделе 16 и служащие для держания пулька 17 губки 18 выполнены тау, что при сдвинутом их состоянии (фиг. 2) загибы 19 расположены вертикально над кромками шпинделя и пульки. При движении вниз сдвинутых губок 18 загибы 19 сдавливают кромки пульки между собой и кромкой iб.шпинделя, благодаря чему йа пульке 17 образуется фланец 20, совпадаюпщй с плоскостью сре.за, коим она удерживается на шпинделе 1 действием губок. После зажимания пульки 17., сжатый воздух поступает изнутри шпинделя к- нижней Поверхности пульки. Шпиндель откидываемся вниз, и выдувание пульки имеет место при свешивающемся вниз шп1й1деле. У получающейся из цульки груши 21 (фиг. 4) отсутствует стеклянный придаток, обусловленный в других случаях суженной стеклянной шейкой пульки. Через отверстие шейки изготовленной груши 21 вводится держатель дити или другие вставные части. При сравнении йульки 17 с-изготовленной по прежде употреблявшимся способам, изобраягенной на фиг. 5, пулькой 22, оче- , видно различие формы пулек. Известная пуль а су/кенную шейку 23 и примыкающий к ней сверху фланец 24. Предмет патента. 1. Способ механического изготовления полых стеклянных изделий в шпиндельных машинах посредством засасывания pacn.iaвленного стекла в заготовочную форму и срезания его избытка у краев означенной формы, после чего отформованная посредством засасывания пулька автоматически
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для выдувания полых стеклянных изделий | 1928 |
|
SU30183A1 |
| Машина для производства стеклянных изделий | 1927 |
|
SU12261A1 |
| ПОРТАТИВНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ СТАНОК | 2003 |
|
RU2264903C2 |
| Способ и приспособление для изготовления стеклянных изделий | 1925 |
|
SU5048A1 |
| Вакуумный питатель для подачи стекла к карусельным машинам | 1943 |
|
SU67490A1 |
| РАЗДВИЖНАЯ ГОЛОВКА К ИНСТРУМЕНТАМ ДЛЯ РАЗДАЧИ, СОДЕРЖАЩИЙ ЕЕ РАЗДВИЖНОЙ ИНСТРУМЕНТ И ИХ ПРИМЕНЕНИЕ | 2013 |
|
RU2620838C2 |
| Устройство для получения диаграмм в процессе выдувания стеклянных изделий | 1933 |
|
SU34722A1 |
| Выдувательный механизм к автоматическим машинам конвейерной системы | 1930 |
|
SU34723A1 |
| Машина для формования изделий из стекла | 1987 |
|
SU1518313A1 |
| НАКИДНАЯ ГАЙКА ИЗ ПЛАСТМАССЫ | 2005 |
|
RU2300025C2 |