Область техники, к которой относится изобретение
Настоящее изобретение относится к способу для точечной суперабразивной обработки (посредством суперабразивов) никелевых сплавов и к инструменту для осуществления данного способа.
Уровень техники
Механическая обработка сложных форм в материалах на основе никеля обычно выполняется с использованием точечного фрезерования. В таком способе для снятия материала используют вращающуюся многозубцовую фрезу. Другие менее распространенные способы, такие как электрохимическая обработка и торцевое фрезерование, обеспечивают большую производительность, но ограничены по геометрическим параметрам, которые могут быть заложены в конструкцию. Из-за этих ограничений часто используют точечное фрезерование. Это обеспечивает разработчику максимальную гибкость при конструировании деталей. Однако точечное фрезерование является относительно медленным способом при обработке материалов с высокой твердостью, таких как никелевые сплавы.
Раскрытие изобретения
Соответственно, задачей настоящего изобретения является обеспечение способа для точечной суперабразивной обработки материалов на основе никеля.
Другой задачей настоящего изобретения является создание инструмента для осуществления такого способа.
Указанные задачи достигаются способом и инструментом в соответствии с настоящим изобретением.
В соответствии с настоящим изобретением способ точечной обработки материала на основе никеля, такого как никелевые сплавы, посредством суперабразивов, в котором используют инструмент, имеющий шлифовальную поверхность, покрытую суперабразивным зернистым материалом, причем располагают указанный инструмент относительно указанной обрабатываемой поверхности с обеспечением точечного контакта между ней и указанной шлифовальной поверхностью, после чего посредством вращения указанного инструмента осуществляют формирование детали за счет удаления материала в месте указанного точечного контакта.
В предпочтительных вариантах реализации изобретения осуществляют вращение инструмента со скоростью от 40000 до 90000 оборотов в минуту. Указанный инструмент располагают под углом относительно обрабатываемой поверхности, причем указанная обрабатываемая поверхность имеет высоту вдоль первой оси, а указанный инструмент располагают под углом относительно указанной первой оси.
Посредством заявляемого способа, в частности, осуществляют формирование аэродинамического элемента на роторе в моноблоке с лопатками или на рабочем колесе и придают кривизну по крайней мере одной поверхности указанного аэродинамического элемента или рабочего колеса или используют инструмент для введения аэродинамического элемента в основной элемент.
Кроме того, в соответствии с настоящим изобретением предлагается инструмент для точечной обработки посредством суперабразивов, содержащий расширенную часть, концевую часть и первую часть вала, расположенную от указанной расширенной части до указанной концевой части, причем указанные первая часть вала и концевая часть покрыты абразивным материалом, а указанная первая часть вала имеет постоянный диаметр.
Указанный абразивный материал предпочтительно выбирают из группы, состоящей из кубического нитрида бора и кубического нитрида бора на керамической связке. Расширенная часть может иметь плоскую часть для захвата гаечным ключом.
В предпочтительном варианте осуществления инструмент дополнительно содержит вторую часть вала, а указанная расширенная часть имеет первую и вторую поверхности, расположенные противоположно друг другу, при этом первая часть вала отходит от указанной первой поверхности, а вторая часть вала отходит от указанной второй поверхности. Первую часть вала, расширенную часть и вторую часть вала предпочтительно выполняют из стали.
Другие детали точечной суперабразивной обработки материалов на основе никеля, а также другие задачи и преимущества им сопутствующие следуют из подробного описания и прилагаемых чертежей, в которых одинаковые ссылочные номера отображают одинаковые элементы.
Краткое описание чертежей
На фиг.1 представлен инструмент точечной суперабразивной обработки в соответствии с настоящим изобретением;
На фиг.2 представлен инструмент, используемый в соответствии с настоящим изобретением при обработке деталей из материалов на основе никеля.
На фиг.3 также представлен инструмент, используемый в соответствии с настоящим изобретением при обработке деталей из материалов на основе никеля.
Осуществление изобретения
Настоящее изобретение относится к точечной суперабразивной обработке. В предлагаемом способе шлифовальный инструмент, покрытый абразивными частицами, сошлифовывает материал с обрабатываемой детали при вращении с высокой скоростью.
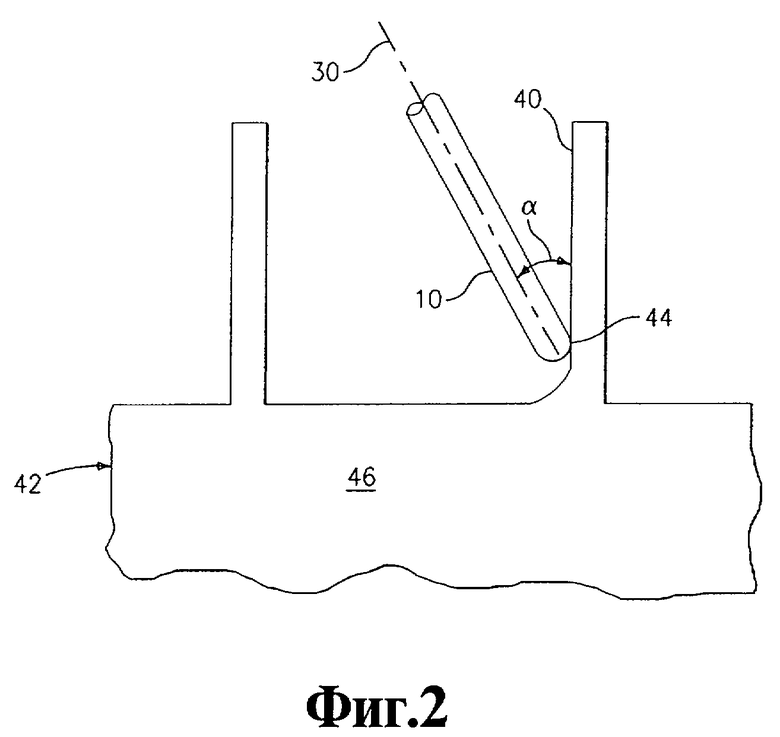
На фиг.1 представлен инструмент 10, предназначенный для использования в способе точечной суперабразивной обработки. Инструмент 10 имеет расширенную часть 12, концевую часть (вершину) 14 и первую часть 16 вала, расположенную от первой поверхности 18 расширенной части 12 до концевой части 14. Инструмент 10 имеет также вторую часть 20 вала, отходящую от второй поверхности 22 расширенной части. Вторая часть 20 вала крепится в высокоскоростном шпинделе центра механизированной обработки (не показан).
Инструмент 10, и, в частности, первая часть 16 вала, вторая часть 20 вала, расширенная часть 12 и концевая часть 14 могут быть выполнены из соответствующего известного в данной области техники инструментального материала, предпочтительно из стали. Как можно видеть из фиг.1, расширенная часть 12 имеет плоскую (уплощенную) часть 24, что позволяет закреплять инструмент 10 и снимать его, используя гаечный ключ. Кроме того, первая часть 16 вала соединена с расширенной частью 12 вала переходным или скругленным участком 26.
В предпочтительном варианте реализации настоящего изобретения первая часть 16 вала имеет по своей длине постоянный диаметр и не сужена. Это отличает ее от инструментов с сужением, при использовании которых в определенных случаях не представляется возможным достичь точечного контакта между инструментом и поверхностью механически обрабатываемого материала, в то время как не суживающаяся часть 16 позволяет достичь столь желаемого точечного контакта между инструментом 10 и поверхностью фрезеруемого материала.
Как можно видеть из фиг.1, на большей части длины первой части 16 вала нанесен абразивный материал 28, предпочтительно покрывающий от примерно 70 до 75% длины. Суперабразивное покрытие или абразивный материал 28 может быть нанесен на инструмент с использованием соответствующей технологии, известной в данной области техники. В предпочтительном варианте суперабразивный материал является материалом, выбранным из группы, содержащей кубический нитрид бора и нитрид бора на керамической связке. Суперабразивный материал 28, покрывающий инструмент, может иметь зернистость в диапазоне от 40/45 до 325/400 в зависимости от глубины фрезерования и конечной шероховатости поверхности.
Центр механизированной обработки может содержать соответствующий компьютер, управляющий многоосным шлифовальным или фрезерным станком, известным в данной области техники.
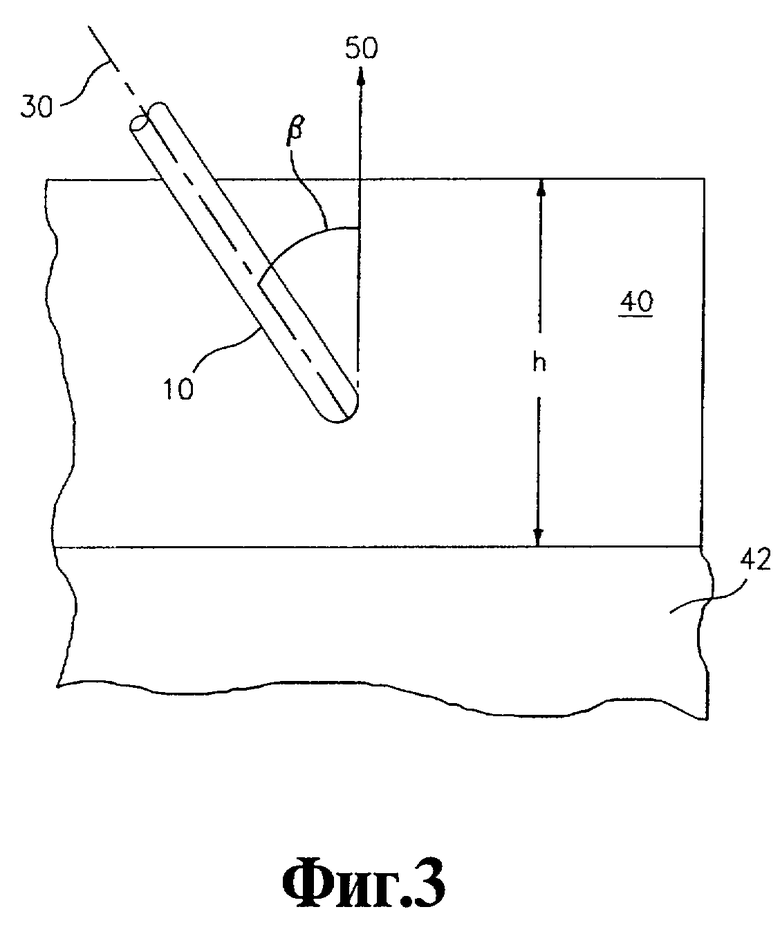
В процессе работы способ точечного супрерабразивного фрезерования материала на основе никеля в общем виде включает в себя операцию подачи инструмента 10 и ориентацию (расположение в определенном положении) инструмента относительно поверхности 40 обрабатываемой детали, выполненной из материала на основе никеля, так чтобы существовал точечный контакт между поверхностью 40 и точкой 44 суперабразивного покрытия или абразивной поверхности 28. Инструмент 10 затем вращают с помощью станка с заданной скоростью, предпочтительно лежащей в диапазоне от 40000 до 90000 оборотов в минуту, с целью удаления материала в точке контакта между точкой 44 на инструменте 10 и поверхностью 40, так чтобы придать требуемую форму поверхности 40. При этом могут быть использованы соответствующий охладитель и/или смазка, подаваемые на поверхность 40 и инструмент 10 в процессе удаления материала.
Инструмент 10 может перемещаться центром механизированной обработки по программе, заложенной в управляющий компьютер, для придания аэродинамической криволинейной формы поверхности 40 и таким образом формирования аэродинамического элемента ротора или диска в моноблоке с лопатками (облопаченного ротора или диска) или криволинейного элемента рабочего колеса (не показаны). Обрабатываемая деталь 42 может иметь основание 46, и инструмент 10 может быть использован, как показано на фиг.2. Как можно видеть из этой фигуры, инструмент 10 может быть ориентирован так, чтобы его продольная ось была расположена под углом относительно поверхности 40.
Как показано на фиг.3, обрабатываемая деталь 42, выполненная из материала на основе никеля, может иметь поверхность 40, которая в свою очередь имеет высоту h вдоль первой оси 50.
При необходимости инструмент 10, выполненный в соответствии с настоящим изобретением, можно использовать для грубой механической обработки детали 42 для придания ей формы желаемого узла, такого как ротор или диск в моноблоке лопатками или рабочее колесо, перед использованием инструмента 10 для формирования компонентов детали с поверхностью 40 сложной формы. Грубую механическую обработку можно проводить с использованием шероховатой поверхности 29 на инструменте 10.
Использование инструмента 10, выполненного в соответствии с настоящим изобретением, позволяет удалять материал с намного большей скоростью и при более низких усилиях, избегая тем самым возникновения повреждений в профилированных механически обрабатываемых деталях. Инструмент 10 обеспечивает также быстрое рассеивание тепла, что помогает избегать возникновения искажений в микроструктуре обрабатываемой детали. И еще, инструмент 10 обеспечивает лучшее качество обрабатываемой поверхности и имеет больший срок службы. Способ точечной суперабразивной обработки с использованием инструмента 10, выполненного в соответствии с настоящим изобретением, быстрее, чем операция торцевого фрезерования, и, таким образом, экономически более выгоден. Это обусловлено тем, что при использовании настоящего изобретения скорость удаления материала намного больше. И еще одно преимущество инструмента 10, выполненного в соответствии с настоящим изобретением, заключается в том, что он может быть использован для придания соответствующей формы кожухам двигателей, выполненным на подложке из никелевого сплава. В прошлом процедура механической обработки таких конфигураций была очень дорогой из-за длительного времени, необходимого на обычное фрезерование.
Очевидно, что предложенный в соответствии с настоящим изобретением способ выполнения точечной механической обработки никелевых сплавов полностью отвечает задачам, средствам и преимуществам перечисленным выше. Хотя настоящее изобретение описано в контексте определенного варианта его реализации, для специалиста в данной области, ознакомившегося с приведенным выше описанием, станут очевидными другие альтернативные варианты, модификации и вариации, которые могут охватываться рамками прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2146187C1 |
| СПОСОБ ПОКРЫТИЯ СУПЕРАБРАЗИВА МЕТАЛЛОМ | 2001 |
|
RU2247794C2 |
| ИНСТРУМЕНТ С ПОЛИРУЮЩЕЙ ПОВЕРХНОСТЬЮ ИЗ СПЕЧЕННОГО ВЕЩЕСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2430827C2 |
| АЛМАЗОСОДЕРЖАЩИЙ СЛОИСТЫЙ КОМПОЗИТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2184644C2 |
| АВТОМАТИЧЕСКИЙ СПОСОБ ПОЛИРОВКИ ДЛЯ МЕХАНИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2004 |
|
RU2368486C2 |
| КОМПОЗИЦИОННЫЕ ИЗДЕЛИЯ | 2008 |
|
RU2467085C2 |
| КОМПОЗИЦИОННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2429944C2 |
| ТВЕРДОСПЛАВНАЯ РЕЖУЩАЯ ВСТАВКА | 2008 |
|
RU2465098C2 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ, ИМЕЮЩИЕ НЕПРЕРЫВНУЮ МЕТАЛЛИЧЕСКУЮ ФАЗУ ДЛЯ КРЕПЛЕНИЯ АБРАЗИВНОГО КОМПОНЕНТА К НЕСУЩЕМУ ЭЛЕМЕНТУ | 2009 |
|
RU2466851C2 |
| РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ БУРОВОГО ИНСТРУМЕНТА | 2013 |
|
RU2635692C2 |
Изобретения относятся к области машиностроения и могут быть использованы при механической обработке деталей сложной формы из материалов на основе никеля. При обработке используют инструмент, имеющий шлифовальную поверхность, покрытую суперабразивным зернистым материалом. Инструмент содержит расширенную и концевую части и первую часть вала, расположенную между расширенной и концевой частями. Первая часть вала и концевая часть покрыты абразивным материалом. Инструмент располагают относительно обрабатываемой поверхности с обеспечением точечного контакта между ними. Сообщают вращение инструменту и осуществляют формирование поверхности детали за счет удаления материала в месте указанного точечного контакта. В результате повышаются производительность и качество обработки деталей сложной формы, снижается теплонапряженность процесса и увеличивается срок службы инструмента. 2 н. и 11 з.п. ф-лы, 3 ил.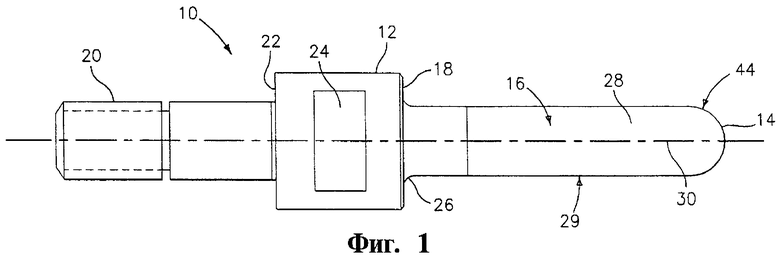
| Абразивная и алмазная обработка материалов./ Под ред | |||
| А.Н | |||
| Резникова | |||
| - М.: Машиностроение, 1977, с.88-91, табл.2.33, «сводчатые головки» | |||
| Способ обработки сложных поверхностей | 1988 |
|
SU1604520A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1990 |
|
RU2050228C1 |
| ПОМЕЧАНИЕ СОБЫТИЙ МЕТКОЙ ВРЕМЕНИ | 2004 |
|
RU2312386C2 |

