Настоящее изобретение относится к инструменту, имеющему абразивную часть из спеченного суперабразива, и к способу его изготовления. Более конкретно, изобретение относится к абразивному инструменту для обработки химико-механических полирующих (ХМП) пластинок, которые обычно состоят из твердого уретана. Инструмент можно также эффективно использовать для обработки различных полупроводниковых материалов для обеспечения эффективной работы с высокой плоскостностью. Настоящее изобретение относится также к эффективному способу изготовления такого инструмента.
В последние годы с развитием технологии многослойного монтажа для производства устройств на супербольших интегральных схемах ХМП используется в качестве эффективного способа для планаризации межслойных изоляционных пленок и пластин из металла, такого как кремний. Для реализации способа ХМП применяются полировальники, которые обычно выполнены из твердого пеноуретана и которые требуют частой обработки поверхности, чтобы обеспечить высокую степень плоскостности и степень полировки пластин.
Обработка полировальников обычно осуществляется при помощи инструмента, к нижней пластине которого посредством электроосаждения прикреплены алмазные частицы. Известны инструменты для обработки электроосаждением, которые включают в себя такой, например, вращающийся абразивный инструмент, что круговая поверхность инструмента имеет полую центральную область, которая не содержит абразивных частиц. Имеются другие круговые области, расположенные ближе к периферии: на первой из них, расположенной ближе к центральной области, прикреплены посредством электроосаждения мелкие суперабразивные частицы, образующие несколько рядов отстоящих друг от друга выступов, которые имеют форму частичной сферы, а на вторую нанесены посредством электроосаждения суперабразивные частицы вместе с металлом, которые образуют несколько кольцеобразных выступов (патентный документ 1).
Поскольку суперабразивные частицы прикреплены к базовой пластине только никелевым металлическим осадком, который физически находится на ней, их удерживающая сила не всегда достаточна для обеспечения приемлемого срока службы инструмента, при этом некоторые частицы становятся непрочно прикрепленными в ходе процесса.
Известен другой абразивный инструмент, у которого слой абразивного материала содержит частицы алмаза или подобного материала, который прикреплен при помощи синтетической смолы к вращающейся круговой верхней плоской поверхности инструмента; при этом слой разделен радиальными и концентрическими прорезями (патентный документ 2).
Однако поскольку такое крепление при помощи синтетической смолы не всегда создает достаточную удерживающую способность абразивных частиц, в некоторых областях применения у инструментов может оказаться недостаточный срок службы. Способ прикрепления при помощи электроосаждения также не всегда может обеспечить достаточный срок службы инструмента.
Известен также инструмент для заточки, который содержит тонкую пленку из поликристаллического алмаза, осажденного химическим осаждением из паровой фазы на выступы металлической базовой рабочей поверхности (патентный документ 3).
Однако получить тонкую алмазную пленку при помощи этого способа явно трудно, поскольку необходимо следовать неправильной поверхности металлической основы, на которой в определенном порядке расположены выемки и выступы, чтобы обеспечить достаточную удерживающую способность пленки и получить инструмент, обладающий достаточно высокой точностью для удовлетворения требований, которые становятся все более и более жесткими.
Как описано выше, традиционные абразивные инструменты, или инструменты для обработки полировальников, могут иметь только осажденный слой абразивных частиц, верхняя часть которого имеет не единый, а изменяющийся уровень из-за колебаний размеров частиц у отдельных частиц, используемых на базовой пластине. Такая особенность создает проблему, заключающуюся в том, что часть, состоящая только из частиц, которые больше всего выступают из базовой пластины (металлической основы), используется в процессе обработки, и частичная чрезмерная нагрузка может привести к серьезному повреждению частиц, что в конечном счете ведет даже к преждевременному окончанию срока службы инструмента.
Для исключения простоя и расходов на обработку полировальника было бы желательно, чтобы планаризация кремниевых или подобных металлических пластин осуществлялась при помощи инструмента, у которого частицы из алмаза или другого суперабразива были прикреплены к поверхности базовой пластины из жесткого металла, а не при помощи полировальника из пеноуретана и слабоудерживаемых абразивных частиц, которые обычно используются. Это предполагает, что для поверхности слоя абразивных частиц, которые осаждаются на металлическую базовую пластину для создания режущих краев, необходимо обеспечивать и поддерживать однородность с высокой точностью. Такие задачи в полной мере не решены до настоящего времени.
Патентный документ 1: JP, А, 2002-337050
Патентный документ 2: JP, А, 2004-291184
Патентный документ 3: JP, А, 10-071559
Одной из целей настоящего изобретения является создание абразивного инструмента, способного к эффективной обработке, и эффективного способа изготовления такого инструмента, причем были устранены вышеописанные проблемы, относящиеся как к удерживающей способности абразивных частиц на базовой пластине, так и к точности отполированных поверхностей. В частности, настоящее изобретение направлено на создание такого инструмента, который можно было бы эффективно использовать в качестве средства обработки ХМП-полировальника. В частности, настоящее изобретение направлено на создание такого инструмента, который можно эффективно использовать в качестве средства обработки ХМП-полировальника, которое обеспечивает эффективное получение высокоточных поверхностей на полупроводниковых пластинах и т.п.
Изобретатель обнаружил при поиске решения вышеописанных проблем, что их можно решить посредством составления абразивной части из множества абразивных элементов из спеченных суперабразивных частиц, которые расположены определенным образом, и дальнейшие усилия привели к настоящему изобретению.
Согласно изобретению представлен абразивный инструмент, содержащий абразивную часть, которая содержит слой из спеченных суперабразивных частиц, причем указанная абразивная часть содержит множество абразивных элементов, которые имеют верхние концы.
Представлен также такой инструмент, в котором абразивная часть содержит слой спеченных суперабразивных частиц, которые соединены как единое целое с основой из цементированного карбида, и указанные абразивные элементы расположены в указанной абразивной части вдоль групп линейных бороздок.
Кроме того, представлен такой инструмент, в котором верхние концы абразивных элементов имеют заостренные края.
Кроме того, представлен такой инструмент, в котором абразивные элементы имеют форму усеченной или неусеченной пирамиды.
Согласно изобретению представлен также такой абразивный инструмент, в котором абразивные элементы имеют форму усеченной прямоугольной пирамиды, у которой по меньшей мере один из верхних краев заострен.
Кроме того, представлен такой абразивный инструмент, в котором абразивные элементы имеют форму усеченной или неусеченной треугольной пирамиды.
Кроме того, представлен такой абразивный инструмент, у которого абразивные элементы имеют форму усеченной треугольной пирамиды, у которой по меньшей мере один из верхних краев заострен.
Кроме того, представлен такой абразивный инструмент, у которого верхняя часть абразивных элементов содержит прямолинейное ребро.
Кроме того, представлен такой абразивный инструмент, у которого абразивные элементы имеют форму прямоугольной или треугольной пирамиды и расположены с шагом 200 мкм или более, но не свыше 1500 мкм.
Кроме того, представлен такой абразивный инструмент, в котором абразивные элементы имеют форму неусеченной прямоугольной или треугольной пирамиды и имеют высоту 30 мкм или более, но не свыше 200 мкм.
Кроме того, представлен такой абразивный инструмент, в котором суперабразивом является алмаз.
Кроме того, представлен такой абразивный инструмент, в котором алмазные частицы имеют номинальный размер частиц от 40 до 60 мкм или менее.
Кроме того, представлен такой абразивный инструмент, в котором слой спеченных суперабразивных частиц имеет толщину 0,1 мм или более.
Кроме того, представлен такой абразивный инструмент, отличающийся тем, что указанный абразивный инструмент имеет круглую или кольцеобразную форму.
Кроме того, представлен такой абразивный инструмент, в котором абразивная часть имеет круглую или кольцеобразную форму.
Кроме того, представлен такой абразивный инструмент, в котором абразивная часть имеет внешний диаметр 90 мм или более.
Кроме того, представлен такой абразивный инструмент, в котором абразивная часть имеют высоту 1 мм или менее относительно дна бороздок.
Кроме того, представлен такой абразивный инструмент, в котором абразивная часть состоит из 2-4 равных сегментов, которые имеют форму сектора с одинаковым центральным углом.
Кроме того, представлен такой абразивный инструмент, в котором каждый указанный сегмент содержит две группы бороздок, первая группа параллельна радиальной границе сегмента, а вторая группа расположена таким образом, что перпендикулярно пересекает указанную первую группу.
Кроме того, представлен такой абразивный инструмент, в котором абразивная часть состоит из 3-6 равных сегментов, которые имеют форму сектора с одинаковым центральным углом.
Кроме того, представлен такой абразивный инструмент, в котором каждый указанный сегмент содержит три группы бороздок, и первая группа расположена параллельно радиальной границе сегмента, а вторая и третья группы расположены таким образом, что пересекают первую группу соответственно под углом 60° и 120°.
Кроме того, представлен такой абразивный инструмент, в котором бороздки образуются при помощи вырезного электроэрозионного станка.
Кроме того, представлен такой абразивный инструмент, в котором указанный абразивный инструмент представляет собой средство обработки ХМП-полировальника.
Согласно изобретению представлен способ изготовления абразивного инструмента, имеющего абразивную часть, которая содержит слой из спеченных суперабразивных частиц, причем указанная абразивная часть содержит множество абразивных элементов, верхние концы которых расположены на одном уровне, содержащий этапы, на которых:
1) обеспечивают спеченный композитный материал, который содержит спеченные суперабразивные частицы, которые соединены как единое целое с базовой пластиной из цементированного карбида,
2) выравнивают указанную композитную поверхность, и
3) разрезают указанную композитную поверхность с образованием групп прямолинейных бороздок и матрицы из абразивных элементов вдоль указанных бороздок.
Представлен также такой метод, содержащий этапы, на которых:
1) обеспечивают спеченный композитный материал, содержащий слой спеченных суперабразивных частиц, которые соединены как единое целое с базовой пластиной из цементированного карбида,
2) прорезают указанный композитный материал для получения сегмента в форме сектора,
3) собирают множество сегментов, геометрическая форма которых идентична форме сегмента, указанного в п.2), с одинаковым центральным углом,
4) располагают указанные сегменты близко друг к другу, чтобы они образовали композитную поверхность, имеющую в целом круглую или кольцеобразную форму, прикрепляют указанные сегменты к базовой пластине на ее плоскую поверхность, и
5) разрезают указанные сегменты для получения матрицы абразивных элементов на указанном композитном материале, причем группа бороздок образуется параллельно радиальной границе каждого сегмента, полученного в п.4).
Кроме того, представлен такой описанный выше способ, в котором абразивная часть, снабженная абразивными элементами пониженной высоты, прорезается вдоль указанных бороздок при помощи вырезного электроэрозионного станка.
При помощи абразивной части, содержащей спеченные суперабразивные частицы, абразивный инструмент согласно настоящему изобретению имеет преимущество перед традиционными способами, заключающееся в том, что обеспечивается существенно более высокая удерживающая способность суперабразивных частиц и, таким образом, минимизируется риск отпадения суперабразивных частиц из-за процесса спекания, который проводится в условиях, сочетающих ультравысокое давление и высокую температуру, при которых алмаз находится в термодинамически стабильной фазе углерода, тогда как связующий металл расплавляется. Более высокой удерживающей способности можно достичь, в частности, в случае, когда алмаз используется в качестве суперабразива, поскольку алмазные частицы прочно соединены друг с другом в результате частичного растворения металлом на поверхности алмаза.
Кроме того, хотя зачастую трудно получить всю абразивную часть большого диаметра в сочетании с достаточной общей прочностью, это можно осуществить при помощи настоящего изобретения, которое позволяет получить абразивную часть большой площади без значительной деформации с высокой степенью точности, причем спеченная масса суперабразивных частиц изготавливается из множества частичных абразивных частей, поскольку абразивные части большого диаметра получают посредством нарезания веерообразных абразивных частей большого диаметра из спеченной массы суперабразивных частиц малого диаметра, в которой отсутствует неровность спекания, и посредством соединения множества указанных частичных абразивных частиц.
При помощи абразивной части согласно изобретению в случае, когда абразивные элементы истираются и уменьшаются в процессе эксплуатации, абразивные элементы и бороздки можно легко восстановить несколько раз посредством электроэрозионного станка, например, вдоль каждой бороздки, поскольку абразивные элементы формируют на абразивной части, которая содержит достаточно толстый поверхностный слой спеченных суперабразивных частиц.
Кроме того, поскольку согласно изобретению абразивные элементы вырезают из прессованного или блочного спеченного суперабразива или, как правило, из алмазных частиц посредством вырезной электроэрозионного обработки или аналогичного процесса электроэрозионной обработки, то согласно изобретению им можно придать любую форму и, таким образом, можно легко обеспечить более высокую по сравнению с уровнем техники степень точности инструмента при формировании треугольных или прямоугольных пирамид при помощи способа согласно изобретению на уровне верхних концов и бороздок абразивных элементов.
В частности, в случае использования в качестве средства для обработки ХМП-полировальника абразивный инструмент согласно изобретению весьма эффективен для получения высокоточной поверхности полупроводниковых металлов.
На фиг.1 приведен пояснительный вид (сверху) абразивного инструмента (пример 1) согласно одному варианту выполнения настоящего изобретения.
На фиг.2 приведен пояснительный вид (сверху) абразивного инструмента (пример 2) согласно другому варианту выполнения настоящего изобретения.
На фиг.3 приведен пояснительный вид (сверху) абразивного инструмента согласно еще одному варианту выполнения настоящего изобретения.
На фиг.4 приведен пояснительный вид (сверху) абразивного инструмента согласно еще одному варианту выполнения настоящего изобретения.
На фиг.5 приведен подробный вид части, изображенной на фиг.4.
На фиг.6 приведен подробный вид части, изображенной на фиг.1.
На фиг.7 приведен пояснительный вид (сверху) примера конструкции абразивных элементов абразивного инструмента согласно изобретению.
На фиг.8 приведен пояснительный вид в разрезе по линии А-А на фиг.7.
На фиг.9 приведен пояснительный вид (сверху) другого примера конструкции абразивных элементов абразивного инструмента согласно изобретению.
На фиг.10 приведен пояснительный вид в разрезе по линии В-В на фиг.9.
На фиг.11 приведена схематическая иллюстрация вырезного электроэрозионного процесса обработки, который можно использовать в способе изготовления абразивного инструмента согласно варианту выполнения изобретения.
На фиг.12 приведен пояснительный вид (сверху) абразивного инструмента согласно другому варианту выполнения изобретения.
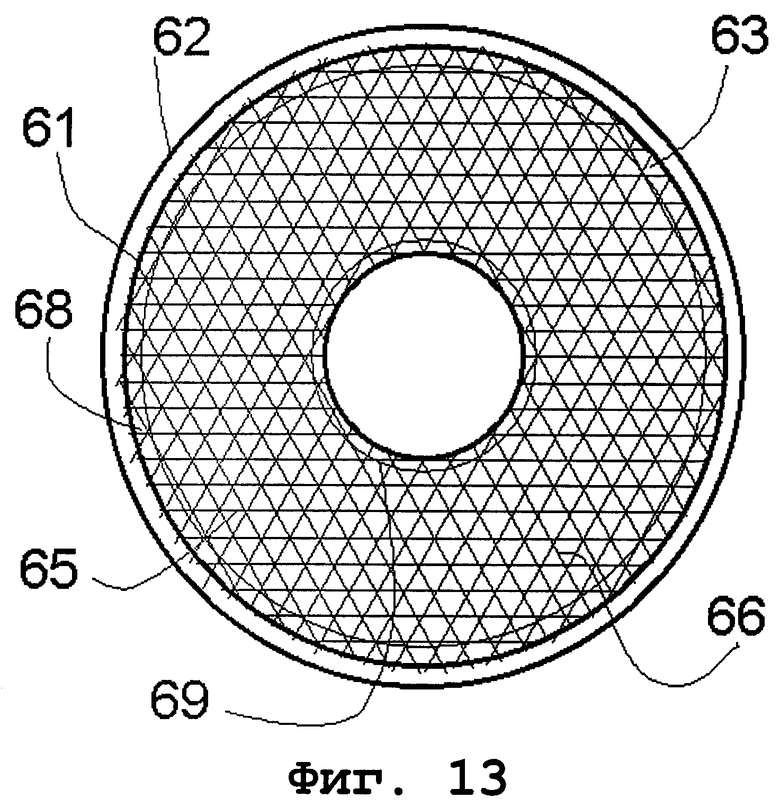
На фиг.13 приведен пояснительный вид (сверху) абразивного инструмента согласно другому варианту выполнения изобретения.
На фиг.14 приведен пояснительный вид (сверху) абразивного инструмента согласно еще одному варианту выполнения изобретения.
На фиг.15 приведен пояснительный вид (сверху) абразивного инструмента согласно еще одному варианту выполнения изобретения.
На фиг.16 приведен пояснительный вид (сверху) абразивного инструмента согласно еще одному варианту выполнения изобретения.
На фиг.17 приведен пояснительный вид (сверху) абразивного инструмента согласно еще одному варианту выполнения изобретения.
Обозначения номеров позиций
1 Абразивный инструмент
2 Абразивный элемент
3 Бороздка
4 Абразивный инструмент
5 Абразивный элемент
6 Бороздка
7 Абразивный инструмент
8 Абразивный элемент
9 Бороздка
10 Абразивная часть
12 Группа параллельных бороздок в первом направлении
13, 14 Боковая поверхность (усеченной) пирамиды
16 Группа параллельных бороздок во втором направлении
17, 18 Наклонная боковая поверхность пирамиды
19 Абразивный элемент в форме (усеченной) прямоугольной пирамиды
22 Группа параллельных бороздок в первом направлении
23, 24 Наклонная боковая поверхность треугольной пирамиды
25 Абразивная часть
27 Группа параллельных бороздок во втором направлении
28, 29 Наклонная боковая поверхность
31 Группа параллельных бороздок в третьем направлении
32, 33 Наклонная боковая поверхность
34 Абразивный элемент в форме треугольной пирамиды
41 Проволока для электроэрозионной обработки
42 Абразивная часть
43, 44 Абразивный элемент
51 Абразивная часть
52 Круговая базовая пластина
53 Группа прямолинейных бороздок
55 Вторая группа бороздок
58 Наклонная периферийная часть
61 Абразивная часть
62 Круговая базовая пластина
63 Группа прямолинейных бородок
65 Вторая группа бороздок
66 Третья группа бороздок
68 Наклонная периферийная часть
69 Наклонная периферийная часть
71 Абразивная часть
72 Круговая базовая пластина
73 Группа прямолинейных бороздок
74 Граница
75 Вторая группа бороздок
81 Абразивная часть
82 Круговая базовая пластина
83 Группа прямолинейных бороздок
84 Граница
85 Вторая группа бороздок
91 Абразивная часть
92 Круговая базовая пластина
93 Группа прямолинейных бороздок
94 Граница
95 Вторая группа бороздок
96 Третья группа бороздок
101 Абразивная часть
102 Круговая базовая пластина
103 Группа прямолинейных бороздок
104 Граница
105 Вторая группа бородок
106 Третья группа бороздок
В настоящем изобретении используются в качестве материала прессованные блоки спеченных частиц суперабразива, такого как алмаз и c-BN (кубический нитрид бора), который можно получить известным способом, в соответствии с которым суперабразивные частицы обрабатываются в условиях, сочетающих сверхвысокое давление и высокую температуру. Поскольку продукты, полученные в результате процесса, могут испытывать значительную деформацию, ее необходимо предварительно снять для получения приблизительно плоской поверхности, например, при помощи формовочной электроэрозионной обработки. В результате создаются абразивные элементы, которые предназначены для того, чтобы вступать в непосредственный контакт с обрабатываемой поверхностью, при помощи поэтапного формирования бороздок и боковых граней выступов в соответствии с вариантом выполнения изобретения, как подробно описано в настоящем документе.
Такое предварительное выравнивание не требуется для некоторых имеющихся в продаже прессованных материалов, имеющих готовую плоскую поверхность.
Для создания таких бороздок существуют различные способы, в том числе вырезная электроэрозионная обработка, формовочная электроэрозионная обработка, другие способы точной электроэрозионной обработки и лазерная обработка; предпочтительно использовать вырезную электроэрозионную обработку, особенно для получения острых верхушек абразивных элементов.
Процесс вырезной электроэрозионной обработки обычно выполняется под управлением программы, в соответствии с которой проволочный электрод протаскивается вдоль рабочей поверхности спеченных суперабразивных частиц, чтобы вызвать электрический разряд между проволокой и некоторой составляющей рабочего материала, чтобы таким образом удалить материал.
В абразивном инструменте согласно настоящему изобретению такие элементы можно создать, например, посредством вырезания нескольких пересекающихся групп бороздок, именуемых в дальнейшем "группами разделяющих бороздок", на поверхности, круговой или кольцеобразной с центральным отверстием, прессованных спеченных суперабразивных частиц для получения секционированной абразивной поверхности. Или же их можно получить при помощи электроэрозионной обработки с использованием формующего электрода, имеющего формующую поверхность с соответствующим рисунком.
Группы прямолинейных бороздок удобно образовать либо на поверхности спеченных суперабразивных частиц, либо на поверхности электрода.
Такие группы разделяющих бороздок могут быть расположены различным образом. Их можно образовывать на круговом прессованном материале, например, по две (фиг.1) или три (фиг 2) группы параллельных прямолинейных бороздок, которые пересекаются соответственно под углом 90° или 60° и проходят через равные промежутки от периферийной точки на одной стороне внешнего периметра круга до соответствующей точки на противоположной стороне. В этих случаях создаются соответственно прямоугольные или треугольные абразивные элементы.
Абразивные элементы могут также иметь в своей верхней части форму прямолинейного ребра или аналогичную форму (на фиг.3 приведен абразивный элемент с ребрами, идущими от одного конца абразивной части к другому; на фиг.4 и 5 основа каждого абразивного элемента имеет прямоугольную форму). Ребра формируются по существу параллельно более длинным сторонам в случае абразивных элементов на основе прямоугольника, когда электрод, используемый при электроэрозионной обработке, протягивается прямолинейно и образует при проходе каждую борозду и смежные наклонные стороны.
Кроме того, предпочтительно в случае применения в качестве средства обработки ХМП-полировальника, но необязательно в других областях применения, чтобы у линий и рядов абразивных элементов прямоугольной пирамиды был одинаковый шаг.
В описанных выше примерах необходимо, чтобы каждый абразивный элемент имел достаточно маленький верхний конец, а соседние абразивные элементы находились на достаточном расстоянии от него, чтобы они могли работать эффективно в абразивном процессе. На фиг.6, на которой схематически приведен в качестве примера подробный вид части абразивного инструмента 1, изображенного на фиг.1, показана некоторая площадка на вершине абразивных элементов. Отношение площади (Y) такой площадки к площади (Y) основания абразивного элемента 2 можно определить посредством вычитания суммарной площади сечения всех соседних бороздок 3 из площади радиального сечения всего слоя спеченных суперабразивных частиц; соотношение 50% или менее и, в частности, от 2 до 25% дает, как было обнаружено, хорошие результаты.
Кроме того, абразивный элемент должен предпочтительно иметь угол при вершине от 30° до 120°, и, в частности, от 60° до 90°, и, более конкретно, приблизительно от 70° до 80°.
Глубина бороздок (или высота абразивных элементов над дном бороздок) должна быть не менее 0,1 мм, но не более 1 мм; особенно подходящей является глубина не менее 0,15 мм, но не более 0,3 мм. Слишком мелкие бороздки не обеспечивают эффективного удаления мусора в процессе работы, что часто приводит к чрезмерно высокому сопротивлению при полировке. Слишком глубокие бороздки, напротив, могут привести к недостаточной прочности абразивных элементов, не считая необходимости в более глубоком слое спеченных суперабразивных частиц.
Хотя может быть удобно, чтобы абразивные элементы были сформированы в виде призмы с линейной или треугольной, четырехугольной или многоугольной вершиной, боковые стороны были вертикальны относительно базовой пластины, а горизонтальные поперечные сечения были одинаковыми по всей высоте, режущая способность инструмента может быть повышена, если по меньшей мере одна боковая сторона, и в особенности грань на ведущей стороне по ходу вращения, была бы наклонена назад относительно плоскости, параллельной оси.
Что касается формы абразивных элементов, то в случае наклонных боковых поверхностей по всему периметру предпочтительны усеченные пирамиды, например прямоугольные и треугольные, а для улучшения режущей способности еще более предпочтительны неусеченные пирамиды с острым концом.
Еще более высокой режущей способности можно добиться в случае расположения абразивных элементов в форме призмы или пирамиды, если прошлифовать одну или несколько боковых поверхностей, прямоугольных или треугольных, в различных направлениях с целью заострить верхний край или точку.
В частности, такой процесс заострения применяется для одной стороны многоугольной (обычно треугольной или прямоугольной) вершины абразивного элемента, имеющего форму многоугольной призмы или усеченной пирамиды с многоугольной верхней поверхностью; хорошую режущую способность можно обеспечить при помощи абразивных элементов в прямоугольной или треугольной пирамиде и без такого заострения.
Абразивная часть согласно настоящему изобретению имеет наружный диаметр 90 мм, причем слой спеченных суперабразивных частиц имеет толщину не менее 0,1 мм, но не более 1 мм. Для слоя спеченных суперабразивных частиц можно использовать прессованный поликристаллический алмаз (ПКА) и поликристаллический кубический нидрид бора (ПКНБ), в которых на одной стороне имеется подкладка из карбидового сплава, которая представляет собой композит на основе карбида вольфрама или композит на основе карбида другого металла VI группы периодической таблицы. Прессованная заготовка приклеивается подкладочной стороной к базовой пластине инструмента; на противоположной стороне проделываются бороздки, чтобы ее можно было использовать в качестве абразивной части.
Такие прессованные заготовки доступны обычно в виде диска, который является продуктом процесса однонаправленного гидростатического сжатия в условиях сверхвысокого давления и высокой температуры. В случае, если прессованной заготовки требуемого диаметра нет в наличии, то при условии, что требования к плоскостности являются не очень жесткими, инструмент согласно изобретению можно получить, приготовив несколько сегментов абразивных частей, которые затем собираются вместе.
В случае, когда абразивная часть составлена из нескольких сегментов, целесообразно создавать бороздку вдоль граничных линий, чтобы распределение абразивных элементов было как можно более равномерным по всей поверхности абразивной части. В таком случае может быть получено хорошее взаимное расположение абразивных элементов без какой-либо неупорядоченности, если не считать некоторого участка, близкого к периферии, при этом абразивная часть разделена на два или четыре сегмента двумя группами параллельных бороздок, пересекающих друг друга по углом 90°, и таким образом образуются абразивные элементы в форме прямоугольной пирамиды, усеченной или неусеченной.
В то же время в случае абразивной части, состоящей из трех-шести сегментов, аналогичное хорошее взаимное расположение можно получить, если нарезать три группы отстоящих друг от друга на одинаковом расстоянии параллельных бороздок, которые пересекают друг друга под углом 120°, а также три боковые поверхности для создания матрицы абразивных элементов в форме усеченной или неусеченной треугольной пирамиды.
Короче говоря, в случае прямоугольной пирамиды сначала на поверхности абразивной части формируют прямолинейные бороздки при помощи электрического разряда посредством проведения электродной проволокой электроэрозионного станка по поверхности абразивной части. Затем проволоку ведут в направлении оси Z относительно поверхности абразивной части, чтобы пересечь и прорезать абразивную часть для создания боковой поверхности (усеченной) прямоугольной пирамиды рядом с бороздкой. Эту операцию повторяют для создания группы бороздок.
В изобретении вершина пирамиды содержит одну или несколько алмазных частиц. Поэтому в геометрическом смысле никакую пирамиду получить нельзя, поскольку даже мельчайшая алмазная частица имеет некоторый объем. Однако в изобретении мы называем пирамиду неусеченной, когда диаметр вершины существенно мал по сравнению с диаметром основания. Очевидно, у усеченной пирамиды вершина в каждом направлении больше, чем у соответствующей пирамиды.
Для создания абразивных элементов в виде (усеченной) пирамиды, таких как, например, показаны на фиг.7 и 8, сначала на поверхности абразивной части 10 формируют группу параллельных бороздок (одна из которых в качестве примера обозначена позицией 12, каковое обозначение используется ниже), расположенных на равном расстоянии друг от друга в первом направлении 11, и две боковые поверхности (обозначенные позициями 13 и 14, каковые обозначения также используются ниже) прямоугольных пирамид. Затем абразивная часть 10 поворачивается вместе с базовой пластиной на 90° вокруг оси кольца, после чего аналогичным образом формируется другая группа параллельных бороздок (одна из которых, выбранная в качестве примера, обозначена позицией 16) во втором направлении 15, а также две другие боковые поверхности (примеры, которые обозначены позициями 17 и 18, каковые обозначения используются ниже) пирамид. Таким образом получают две группы параллельных бороздок, которые перпендикулярно пересекают друг друга, и абразивные элементы 19 в виде (усеченной) прямоугольной пирамиды, которые расположены вдоль указанных бороздок. На фиг.5 приведен вид в разрезе по линии А-А на фиг.7.
В вышеприведенном описании, для получения абразивных элементов в виде треугольной пирамиды, таких как показаны на фиг.9 и 10, формируют группу параллельных бороздок 22 в первом направлении 21 и наклонные поверхности 23, 24 пирамиды, примыкающие к этим бороздкам. Затем абразивную часть 20 поворачивают на 120° вокруг центральной оси абразивной части 25, и таким же образом формируют другую группу параллельных бороздок 27 на равном расстоянии друг от друга во втором направлении 26 и формируют примыкающие наклонные боковые поверхности 28, 29 посредством вырезной электроэрозионной обработки.
По завершении процесса абразивную часть вновь поворачивают на 120° и выполняют тот же процесс для формирования другой группы параллельных бороздок 31 в третьем направлении 30, пересекающую две остальные под углом 120°, а также смежные им боковые поверхности 32, 33 абразивных элементов 34 в виде треугольной пирамиды, завершая тем самым формирование пирамид вдоль бороздок.
Для описанных выше абразивных элементов целесообразно, чтобы абразивные элементы в виде треугольной или прямоугольной пирамиды выступали над уровнем дна бороздок не менее чем на 30 мкм, но не более чем на 200 мкм.
Слишком невысокие выступы могут привести к прямому контакту основания абразивной части с обрабатываемой поверхностью, такой как ХМП-полировальник, что ведет к ненадлежащему качеству обработки.
Слишком высокие выступы, напротив, уменьшают относительную прочность абразивных элементов, и при этом требуется чрезмерно толстый слой спеченных суперабразивных частиц.
В то же время интервал, или шаг, между соседними бороздками не должен превышать 1500 мкм, тогда как нижний предел можно установить в зависимости от диаметра проволоки, применяемой для вырезной электроэрозионной обработки, например, около 200 мкм.
Эффективность работы абразивных элементов зависит от размера суперабразивных частиц, находящихся в верхней части абразивного элемента в виде (усеченной) пирамиды. Для суперабразива, состоящего из алмазных частиц, или абразивной части, состоящей из алмазных частиц, сформированных спеканием, (PCD), целесообразно использовать спеченные алмазные частицы размером либо от 40 до 60 мкм или менее, либо от 8 до 16 мкм или менее, либо от 0 до 2 мкм; причем из этих размеров предпочтительны номинальные размеры от 8 до 16 мкм или менее, и, в частности, было установлено, что наиболее приемлемыми являются размеры от 0 до 2 мкм.
Прессованную заготовку из спеченных алмазных частиц, предназначенную для использования в качестве абразивной части согласно настоящему изобретению, можно получить, подвергнув несвязанные алмазные частиц совместному воздействию сверхвысокого давления и высокой температуры, при котором алмаз находится в термодинамически устойчивой фазе, совместно с блоком цементированного карбида в качестве подкладочного материала и, в случае необходимости, связующим металлом, таким как кобальт. Абразивную часть согласно изобретению можно получить, отрезав кусок, поверхность которого затем подвергается прецизионной электроэрозионной обработке для создания абразивных элементов, например, в типичном случае - вырезной электроэрозионной обработке. Обычно при вырезной электроэрозионной обработке проволочный электрод ударяет о поверхности спеченных алмазных частиц для образования электрического разряда. Затем проволоку удерживают вблизи, чтобы поддерживать разряд, и перемещают ее горизонтально вдоль поверхности спеченных алмазных частиц, чтобы вырезать бороздку требуемой ширины и боковые грани абразивных элементов.
Бороздку можно также сформировать, как показано на фиг.11, если после удара о поверхность 42 спеченных алмазов перемещать проволочный электрод 41, используемый для электроэрозионной обработки, не в горизонтальном направлении, а в направлении, показанном на чертеже стрелками, формируя тем самым бороздку, и при этом плоскости, касательные к проволоке, соответствуют наклонным сторонам противоположных абразивных элементов 43, 44, и затем формируя боковые поверхности пирамиды с каждой стороны бороздки, используя уровень бороздки в качестве базовой плоскости. Сформированная таким образом бороздка имеет закругленное дно, поперечное сечение которого приблизительно имеет вид дуги. Сформированные таким образом абразивные элементы менее подвержены концентрации напряжений и имеют более высокую прочность (или более длительный срок службы) в процессах абразивной обработки по сравнению с элементами, бороздки которых имеют плоское дно или нескругленные углы.
Инструмент согласно настоящему изобретению может иметь различную форму, как показано в качестве примера на фиг.12-17. Для относительно небольших инструментов абразивная часть может представлять собой целый непрерывный круг или кольцо, как показано, например, на фиг.12 и 13; однако, как показано на фиг.14-17, абразивная часть согласно изобретению вполне может состоять из нескольких отдельных сегментов, так что можно легко получить большие кольцеобразные абразивные части с внешним диаметром 95 мм или более.
Для кольцеобразной конструкции предпочтительно, чтобы радиальная ширина была не менее 15 мм. Абразивная часть может быть также выполнена не в виде кольца, а в виде сплошного диска (без центрального отверстия), особенно когда конструкция не требует наличия центрального отверстия. Кроме того, как показано на фиг.12 и 13, предпочтительно иметь наклонный край шириной 1 мм и более при измерении в радиальном направлении на внешнем диаметре сплошной круговой абразивной части, а также на внутреннем и внешнем диаметре кольцеобразной абразивной части для недопущения повреждения вследствие случайного контакта этих краев абразивных элементов с обрабатываемой поверхностью.
В случае, когда абразивная часть состоит из нескольких отдельных сегментов, как показано, например, на фиг.14-17, нарушение регулярности в расположении абразивных элементов и возникающее вследствие этого воздействие на рабочую поверхность (ХМП-полировальник), связанное со сборно-разборной конструкцией, можно эффективно устранить или свести к минимуму, если проделать бороздку на каждой границе и вдоль нее. При этом количество сегментов и форма имеющихся абразивных элементов связаны друг с другом: конструкцию с прямоугольными пирамидами (фиг.14 и 15) можно составить из двух (центральный угол 180°) и четырех (центральный угол 90°) сегментов, а конструкцию с треугольными пирамидами (фиг.16 и 17) можно составить из трех сегментов (центральный угол 120°).
Для изготовления абразивного инструмента большего диаметра сегменты абразивной части получают вырезанием из прессованной заготовки спеченных частиц суперабразива (или, предпочтительно, алмаза), достаточно большой, чтобы можно было получить требуемый размер, и обрабатывают до требуемой формы и размеров. Множество таких объектов собирают и прикрепляют при помощи клея на сплошной или кольцевой, с концентрическим круглым отверстием в центре, круговой поверхности жесткой стальной базовой пластины, для получения большой сплошной круглой или кольцеобразной абразивной части.
Шесть, четыре, три или два сегмента секторообразной формы из спеченных алмазных частиц с центральным углом соответственно 60°, 90°, 120° и 180° помещают бок о бок вдоль радиуса (соединяют боками). Сектором с центральным углом 120° можно заменить два сектора с углом 60°. В этом случае два сектора с углом 120° должны быть расположены центрально-симметрично относительно центра.
Сегменты 51, 61, 71, 81, 91, 101 абразивной части соединяются на карбидной подкладочной части в плоскую круговую поверхность на круглой базовой пластине соответственно 52, 62, 72, 82, 92, 102 для получения целой круглой или кольцеобразной абразивной части.
Прессованная заготовка спеченных суперабразивных частиц соединяется на базовой пластине, затем подвергается вырезной электроэрозионной обработке для формирования на поверхности прессованной заготовки группы 53, 63, 73, 83, 93, 103 параллельных прямолинейных бороздок с одинаковыми интервалами, причем между проволочным электродом и прессованной заготовкой из спеченных суперабразивных частиц происходит электрический разряд. В данном случае, когда проволочный электрод перемещают параллельно верхней или нижней грани, чтобы войти в предварительно выровненную поверхность и врезаться в слой спеченного суперабразива (обычно спеченного алмаза (PCD)) и (или) в случае тонкого слоя спеченного суперабразива в слой цементированного карбида.
Затем проволочный электрон перемещают в направлении толщи спеченного суперабразива (в направлении оси Z) и таким образом прорезают бороздки. В случае непрерывной поверхности с раскрытием 360°, круговой или кольцеобразной, формирование первой бороздки группы для абразивных элементов в виде как прямоугольной, так и треугольной пирамиды можно начинать с любого места. Однако в случае поверхности, составленной из нескольких сегментов, необходимо сформировать бороздку вдоль каждой границы 54, 64, 74, 84, 94, 104 между сегментами. После этого формируются остальные бороздки параллельно обеим сторонам границы с постоянным шагом по всей поверхности.
После образования группы параллельных бороздок в одном направлении на поверхности прессованной заготовки из спеченных суперабразивных частиц прессованную заготовку поворачивают вокруг центральной оси базовой пластины вместе с соединенной с ней базовой пластиной на угол α, равный углу, под которым пересекаются бороздки. Затем аналогично вышеописанному формируется вторая группа параллельных прямолинейных бороздок 55, 65, 75, 85, 95, 105 с постоянными интервалами, и наклонные боковые грани, примыкающие к каждой бороздке. Здесь угол α равен 90° для секторов 180° и 90°, причем абразивный элемент имеет форму усеченной и неусеченной пирамиды. В то же время для сектора 120° или 60° прессованную заготовку из спеченного суперабразива поворачивают на 60° (или 120°), формируют вторую группу параллельных прямолинейных бороздок с одинаковыми интервалами, а также боковые поверхности, смежные каждой бороздке; затем аналогичным образом, поворачивая прессованную заготовку еще на 60° (или 120°) (на 240° относительно первой группы бороздок), формируют третью группу параллельных прямолинейных бороздок 56, 66, 76, 86, 96, 106 и смежные боковые поверхности. Для непрерывного сплошного кругового или кольцеобразного материала угол α может быть либо 90°, либо 60°.
В описанной здесь процедуре электроэрозионной обработки бороздки и пирамиды, треугольные или прямоугольные, усеченные и неусеченные, могут быть сформированы таким образом, чтобы верхние концы находились вблизи уровня, который параллелен дну обрабатываемой поверхности, расположенной на близком расстоянии от уровней посредством перемещения проволочного электрода таким образом, чтобы выдерживать расстояние в направлении толщи от дна прессованной заготовки.
В настоящем изобретении нет необходимости, чтобы треугольные или прямоугольные пирамиды абразивных элементов полностью состояли из спеченных суперабразивных частиц; не менее эффективны пирамиды, усеченные и неусеченные, которые состоят из спеченного суперабразива от вершины до глубины (длины) примерно 60 мкм, при этом нижняя часть состоит из карбидного сплава.
Далее изобретение описано более конкретно при помощи примеров.
Пример 1
Был получен абразивный инструмент, имеющий структуру, схематически изображенную на фиг.1. В качестве материала для инструмента использовался блок PCD диаметром 90 мм, у которого имелся слой спеченных алмазов толщиной 0,6 мм, соединенный с цементированным карбидом при помощи одновременного спекания.
PCD-блок был подвергнут электроэрозионной обработке, чтоб сделать плоской поверхность слоя спеченных алмазов и прорезать группы параллельных прямолинейных бороздок 3 шириной 560 мкм с квадратной вершиной со сторонами 260 мкм. Здесь площадь верхней части (не показана) абразивных элементов 2 соответствует примерно 10% поперечного сечения спеченного суперабразивного слоя, если исключить окружность (бороздка 3).
Края верхней квадратной площадки были заточены, и инструмент может использоваться в качестве средства обработки ХМП-полировальников.
Пример 2
Был получен кольцеобразный абразивный инструмент 4, схематически изображенный на фиг.2. При помощи электроэрозионной обработки были вырезаны секторы с углом 90° с внешним радиусом 60 мм и внутренним радиусом 24 мм из блока поликристаллического кубического нитрида бора, который имел слой 0,6 мм толщиной спеченного кубического нитрида бора, соединенного с цементированным карбидом посредством одновременного спекания для использования его в качестве материала для инструмента.
Секторы складывали стопкой вместе на базовой пластинке, выполненной из нержавеющей стали SUS для получения целого полного круга. Поверхность спеченного c-BN слоя была отполирована и выровнена и подвергнута вырезной электроэрозионной обработке для формирования группы параллельных прямолинейных бороздок шириной 560 мкм и абразивных элементов 5, имеющих квадратную вершину со сторонами 250 мкм. В этом случае площадь вершины абразивных элементов соответствует 7% от полного поперечного сечения спеченного суперабразивного слоя частиц.
Полученный инструмент был заточен так же, как и в примере 1, и использовался для полировки поверхности кремниевых пластин.
Пример 3
Был изготовлен абразивный инструмент, имеющий структуру, схематически изображенную на фиг.12. В качестве материала для абразивной части использовалась прессованная заготовка из PCD диаметром 100 мм, которая состояла из слоя спеченных алмазных частиц толщиной 0,5 мм с номинальным размером частиц от 40-60 мкм, которые были соединены с цементированным карбидом (WC - 8% Со); прессованная заготовка прикреплялась эпоксидным клеем к круглой базовой пластине из нержавеющей стали SUS 316 диаметром 108 мм.
Затем поверхность слоя PCD выравнивалась электроэрозионной обработкой для изготовления штампов; затем посредством прорезывания при помощи вырезной электроэрозионной обработки на слое PCD формировались прямолинейные бороздки шириной 200 мкм, которые проходили через центр материала. Кроме того, бороздки формировалась до требуемой ширины, и при этом при перемещении проволоки в направлении боковых поверхностей или в направлении от базовой пластины (направлении Z оси) вырезались боковые поверхности пирамид.
Вышеописанная процедура повторялась для получения на всей поверхности материала группы параллельных бороздок с интервалом 800 мкм и двускатных выступов с углом при вершине 90°.
Затем все целиком поворачивалось на 90° вокруг центральной оси и формировалась вторая группа параллельных бороздок под прямым углом при помощи электроэрозионной обработки при тех же условиях. Одновременно вырезались боковые поверхности пирамиды в поперечном направлении, чем завершалось формирование группы прямоугольных пирамид высотой 200 мкм, как показано на фиг.7 и 8.
Пример 4
Процедура, изложенная в примере 3, повторялась для получения абразивного инструмента с абразивными элементами в форме прямоугольной пирамиды. В качестве абразивной части использовалась прессованная заготовка из PCD, имеющая внешний диаметр 100 мм и внутренний диаметр 70 мм, которая состояла из слоя толщиной 0,5 мм спеченных алмазных частиц номинального размера от 0 до 2 мкм, соединенного с цементированным карбидом.
Сначала при помощи вырезной электроэрозионной обработки на выровненной поверхности PCD-слоя формировалась прямолинейная бороздка, которая проходила через центр материала.
Процесс электроэрозионной обработки применялся далее для расширения бороздки до требуемой ширины и вырезания боковых поверхностей пирамид. Процесс повторялся для формирования группы параллельных бороздок с интервалом 200 мкм и двухскатных выступов с углом при вершине 60° по всей поверхности материала.
Затем все это поворачивалось на 90° вокруг центральной оси, и затем вновь выполнялся процесс вырезной электроэрозионной обработки для формирования второй группы параллельных бороздок при тех же условиях и, одновременно, для вырезания боковых поверхностей с другой стороны, чтобы завершить формирование прямоугольных пирамид высотой 200 мкм.
Пример 5
Для изготовления инструментов соответствующей конструкции использовались приведенные ниже различные сегменты абразивной части.
В каждом случае алмазные частицы из спеченных алмазных частиц имели номинальный размер от 20 до 30 мкм. Процессы вырезной электроэрозионной обработки были по существу одинаковыми за исключением того, что материал инструмента поворачивался дважды в случае абразивных элементов в форме треугольной пирамиды, каждый раз на 60°, и только один раз на 90° в случае абразивных элементов в форме прямоугольной пирамиды.
Условия и результаты процесс приведены ниже в таблице.
Каждый полученный инструмент использовался в качестве средства обработки ХМП-полировальника и показал хорошие результаты.
Абразивный инструмент согласно настоящему изобретению можно использовать в качестве абразивных инструментов различного типа; однако наиболее предпочтительно использовать его в качестве вращающегося абразивного инструмента дискового типа. Хотя инструмент особенно приспособлен для использования в качестве средства обработки ХМП-полировальника, но он также пригоден для непосредственной полировки поверхностей пластин полупроводникового металла и т.п. Кроме того, инструмент можно применять для высокоточной обработки различных обрабатываемых материалов.















Изобретение относится к абразивному инструменту, имеющему абразивную часть, содержащую слой спеченных суперабразивных частиц и множество абразивных элементов, которые имеют верхние концы, расположенные на одинаковом уровне. Абразивная часть состоит из слоя спеченных суперабразивных частиц, которые соединены в единое целое и соединены с подкладочным материалом из цементированного карбида. Абразивные элементы расположены в абразивной части вдоль групп у прямолинейных бороздок, при этом суперабразивные частицы соединены друг с другом и в единое целое с цементированным карбидом, в результате спекания посредством связующего металла, подаваемого от цементированного карбида в условиях ультравысокого давления и высокой температуры, так что указанный суперабразив находится в его термодинамически стабильной фазе, а бороздки образованы вырезной электроэрозионной обработкой. Способы позволяют создать абразивный инструмент с хорошей удерживающей способностью абразивных частиц на базовой пластине, получить высокоточные поверхности инструмента и увеличить срок службы инструмента. 4 н. и 20 з.п. ф-лы, 17 ил., 1 табл.
1. Абразивный инструмент, содержащий абразивную часть, которая содержит слой спеченных суперабразивных частиц, причем указанная абразивная часть содержит множество абразивных элементов, которые имеют верхние концы, расположенные на одинаковом уровне, причем указанная абразивная часть состоит из слоя спеченных суперабразивных частиц, которые соединены в единое целое и соединены с подкладочным материалом из цементированного карбида, и указанные абразивные элементы расположены в указанной абразивной части вдоль групп у прямолинейных бороздок, при этом указанные суперабразивные частицы соединены друг с другом и в единое целое с указанием цементированным карбидом, в результате спекания посредством связующего металла, подаваемого от указанного цементированного карбида в условиях ультравысокого давления и высокой температуры, так что указанный суперабразив находится в его термодинамически стабильной фазе, а указанные бороздки образованы вырезной электроэрозионной обработкой.
2. Абразивный инструмент по п.1, в котором указанные верхние концы имеют заостренные края.
3. Абразивный инструмент по п.1, в котором указанные абразивные элементы имеют форму усеченной или неусеченной прямоугольной пирамиды.
4. Абразивный инструмент по п.3, в котором указанные абразивные элементы имеют форму усеченной прямоугольной пирамиды, которая имеет заостренный край на своем верхнем конце.
5. Абразивный инструмент по п.1, в котором указанные абразивные элементы имеют форму усеченной или неусеченной треугольной пирамиды.
6. Абразивный инструмент по п.5, в котором указанные абразивные элементы имеют форму усеченной треугольной пирамиды, которая имеет заостренный край на своем верхнем конце.
7. Абразивный инструмент по п.1, в котором указанные абразивные элементы содержат прямолинейное ребро на своей вершине.
8. Абразивный инструмент по п.1, в котором указанные абразивные элементы имеют форму неусеченной прямоугольной или треугольной пирамиды и расположены с шагом 200 мкм или более, но не свыше 1500 мкм.
9. Абразивный инструмент по п.8, в котором указанные абразивные элементы имеют форму неусеченной прямоугольной или треугольной пирамиды и имеют высоту 30 мкм или более, но не свыше 200 мкм.
10. Абразивный инструмент по п.1, в котором суперабразивом является алмаз.
11. Абразивный инструмент по п.10, в котором указанный суперабразив, являющийся алмазом, имеет номинальный размер частиц от 40 до 60 мкм или менее.
12. Абразивный инструмент по п.1, в котором указанный спеченный суперабразив имеет толщину слоя 0,1 мм или более.
13. Абразивный инструмент по п.1, в котором указанный инструмент имеет круглую или кольцеобразную форму.
14. Абразивный инструмент по п.13, в котором указанная абразивная часть имеет круглую или кольцеобразную форму.
15. Абразивный инструмент по п.14, в котором указанная абразивная часть имеет внешний диаметр 90 мм или более.
16. Абразивный инструмент по п.1, в котором указанная абразивная часть имеет высоту относительно дна бороздок 1 мм или менее.
17. Абразивный инструмент по любому из пп.13-16, в котором указанная абразивная часть состоит из 2 или 4 равных отдельных сегментов, которые имеют форму сектора с одинаковым центральным углом.
18. Абразивный инструмент по п.17, в котором каждый указанный сегмент содержит две группы бороздок, первая группа параллельна радиальной границе сегмента, а вторая группа расположена так, что перпендикулярно пересекает первую группу.
19. Абразивный инструмент по любому из пп.13-16, в котором указанная абразивная часть состоит из 3-6 равно разделенных сегментов, которые имеют форму сектора с одинаковым центральным углом.
20. Абразивный инструмент по п.19, в котором каждый сегмент содержит три группы бороздок, первая группа расположена параллельно радиальной границе сегмента, а вторая и третья группы расположены так, что пересекают первую группу соответственно под углом 60° и 120°.
21. Абразивный инструмент по п.1, в котором указанный абразивный инструмент является средством обработки для химико-механической полировки.
22. Способ изготовления абразивного инструмента, имеющего абразивную часть, которая содержит слой спеченных суперабразивных частиц, причем указанная абразивная часть содержит множество абразивных элементов, которые имеют верхние концы, расположенные на одинаковом уровне, включающий обеспечение композитного материала, который содержит спеченные суперабразивные частицы, которые как единое целое соединены с подкладочным материалом из цементированного карбида, путем спекания посредством связующего металла, подаваемого от указанного цементированного карбида в условиях ультравысокого давления и высокой температуры, так что указанный суперабразив находится в его термодинамически стабильной фазе, выравнивание поверхности указанного композитного материала и разрезание указанной поверхности композитного материала посредством вырезной электроэрозионной обработки для формирования групп прямолинейных бороздок и матрицы абразивных элементов вдоль указанных бороздок.
23. Способ изготовления абразивного инструмента, имеющего абразивную часть, которая содержит слой спеченных суперабразивных частиц, включающий обеспечение спеченного композитного материала, содержащего слой спеченных суперабразивных частиц, которые соединены как единое целое с подкладочным материалом из цементированного карбида путем спекания посредством связующего металла, подаваемого от указанного цементированного карбида в условиях ультравысокого давления и высокой температуры, так что указанный суперабразив находится в его термодинамически стабильной фазе, причем суперабразивные частицы соединены друг с другом и как единое целое с указанным цементированным карбидом, разрезание указанного композитного материала для получения сегмента в форме сектора, сбор множества сегментов, имеющих одинаковую геометрическую форму и одинаковый центральный угол с полученным сегментом, расположение указанных сегментов вблизи друг друга так, чтобы в целом получить поверхность из композитного материала круглой или кольцеобразной формы, прикрепив указанные сегменты к базовой пластине на ее плоской поверхности, и разрезание указанных сегментов посредством вырезной электроэрозионной обработки для получения матрицы абразивных элементов на указанном композитном материале, при этом формируются группы бороздок, параллельные радиальной границе каждого сегмента.
24. Способ восстановления абразивного инструмента по любому из пп.1-21, в котором указанную абразивную часть, износившуюся в такой степени, что уменьшилась высота абразивного элемента, разрезают вдоль указанных бороздок посредством вырезной электроэрозионной обработки для восстановления бороздок и верхних концов абразивных элементов.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |

