Область техники, к которой относится изобретение
Настоящее изобретение относится к керамическим/металлическим композитам и способу их производства, основанному на самораспространяющемся высокотемпературном синтезе (СВС) и таком компакте, который содержит суперабразивные алмазные частицы или полиморфные модификации высокого давления нитрида бора, cBN или wBN, расположенные в структуре металлической и/или керамической матрицы.
Описание известного уровня техники
Керамические/металлические композиты, как новый материал, который объединяет свойства керамики и металла, применяются для конструирования материала и тому подобных целей. Известна технология их производства, называемая СВС, которая основывается на процессе, возникающем в определенных системах материалов: горение, начатое воспламенением в одной точке, самостоятельно продолжается и распространяется на остальную часть материала, благодаря интенсивному выделению тепла, которое распространяется и вызывает достаточный рост температуры. Достоинства этой технологии позволяют осуществлять приготовление вещества с температурой плавления выше 2000oC и являются полезными для производства таких функциональных материалов, как карбиды, нитриды, бориды, силициды или оксиды металлов четвертой или пятой групп Периодической таблицы, включая Ti, Zn, Ta, Si, а также интерметаллические компаунды. Такая технология полностью описана в "Химия СВС процесса" ("The chemistry of SHS"), публикация ТIC (1992).
Известно, что процесс синтеза может быть инициализирован посредством:
(1) помещения электрорезистивного нагревателя или подобного ему в контакте с заготовкой, сформированной из спрессованной массы смеси порошков, выполненной так, чтобы было возможно осуществить процесс СВС (прямое воспламенение) и воспламенением в одном месте;
(2) размещения в контакте с заготовкой, с одной стороны, другой смеси порошков, пригодной для процесса СВС; эта смесь воспламеняется, и выделяющееся в результате этого интенсивное тепло используется, в свою очередь, для воспламенения заготовки (воспламенение в два этапа); а также
(3) нагрева с помощью источника тепла (например, с помощью электрорезистивного элемента), который расположен вокруг заготовки таким образом, чтобы воспламенить эту сформированную прессованием массу (непрямое воспламенение).
Из трех выше перечисленных технологий способы (2) и (3) повсеместно используются для целей обеспечения воспламенения массы заготовки в случаях, когда основной источник тепла не достаточен для самораспространения процесса: в этих случаях в качестве вторичного источника тепла используется смесь порошков, расположенная вокруг спрессованной массы, как описано выше.
Толстые и массивные композиты могут быть получены с помощью технологии обжига, основанной на процессе СВС, при котором продукты СВС плавятся или размягчаются. Однако это трудно достижимо, например, в случае с композитом, основанном на карбиде титана, который получается пористым, если процесс начинается с исходной смеси порошков металла и угля.
Возможными причинами этого являются:
(1) получаемый в результате реакции продукт - карбид, - имеет слишком высокую температуру плавления, и (2) реакция между веществами в твердом состоянии проходит между Ti и C при относительно низкой температуре, в результате чего получается TiC, который формирует жесткую сетчатую структуру. Уплотнение ее, до определенной степени, может быть достигнуто с помощью давления, но получить продукт, достаточно свободный от пор, невозможно. Аналогичная ситуация возникает при синтезе других материалов с высокой температурой плавления.
Для одновременного или последовательного формирования и обжига материалов с высокой температурой плавления и для изготовления компактов из различных материалов применяется СВС процесс, в ходе которого практически адиабатически получается высокая температура в течение короткого периода времени. Для получения таких материалов в настоящее время применяются следующие технологии: статическое давление с помощью механического пресса, мгновенное сдавливание посредством детонации взрывчатого вещества, изостатическое давление с помощью системы HIP, псевдо-HIP процесс, с помощью которого формируемый компакт сдавливается со всех сторон с помощью механического пресса в пресс-форме посредством формовочного песка.
С другой стороны, композиты из алмаза или полиморфных модификаций высокого давления нитрида бора (cBN или wBN), связанных совместно либо распределенных и удерживаемых в матрице, широко применяются в промышленности. Эти суперабразивные вещества являются метастабильными при нормальном давлении и еще в большей степени при высоких температурах, таких, которые используются в процессе обжига: оба они могут быстро трансформироваться в полиморфные модификации низкого давления, которыми являются графит или гексагональный нитрид бора, так что необходимо применение сверхвысокого давления для того, чтобы предотвратить такие нежелательные переходные процессы, с помощью создания условий, при которых эти суперабразивные вещества будут находиться в термодинамически предпочтительных фазах, при этом в процессе обжига требуется обеспечение давления в несколько (обычно больше четырех) гигапаскалей. Однако достижимые при этом объемы накладывают ограничение на максимальные размеры получаемого продукта, которые в настоящее время составляют приблизительно три дюйма (76,2 мм) в диаметре.
Некоторые имеющие менее жесткую структуру износоустойчивые материалы, в которых суперабразивные частицы необязательно соединены между собой, могут быть получены с использованием процесса HIP или горячего прессования вместо технологии сверхвысокого давления. Достоинством в этих процессах является то, что могут быть получены износоустойчивые продукты больших размеров, поскольку при этом практически отсутствуют ограничения, налагаемые оборудованием, однако в этом случае, из-за сущности процесса и способа его реализации, для достижения достаточной степени плотности матрицы при производстве термостойких композитных продуктов необходимо поддерживать температуру в 1000oC и выше в течение нескольких минут.
При этом неизбежно возникают переходы частично или в значительной степени суперабразивов в фазу низкого давления, а возникающее в результате этого ухудшение свойств частиц и их сцепления с матрицей затрудняет использование таких износоустойчивых материалов вместо компактов, получаемых в результате сверхвысокого давления.
В процессе СВС часто происходит повышение температуры до более чем 2000oC, хотя тепло выделяется обычно в течение короткого периода в несколько секунд. Насколько известно авторам изобретения, не существует технологий, которые могли бы использовать такой, практически мгновенный, нагрев в процессе производства компактов, композитных или нет, содержащих суперабразивные частицы.
Поэтому одной из основных целей настоящего изобретения является получение достаточно эффективно уплотненной массы карбида титана и других керамических веществ, которые трудно, как описано выше, получить в виде уплотненного компакта с помощью процесса СВС, и, в частности, такого конструкционного материала, который состоит из керамической каркасной структуры, уплотненной с помощью металлической фазы, которая заполняет внутренние полости расплавленным сплавом Ti-Al (или интерметаллическим компаундом).
Другой целью настоящего изобретения является разработка адекватного метода изготовления таких компактов. Другой целью является получение нового компакта, содержащего абразивные частицы, который был бы в достаточной степени свободен от неизбежно существовавших до настоящего времени ограничений в размере продукта и ухудшении абразивных свойств. Еще одной целью является получение эффективного способа производства таких компактов.
Описание изобретения
Первым аспектом настоящего изобретения является композитная масса спеченных частиц, состоящая из интегрированной массы или нескольких огнеупорных кусочков или керамических частиц и металлического материала, заполняющего полости между ними, причем первые выбираются из карбидов, боридов и силицидов Ti, Zn, Ta, Nb, Si, Cr, W и Mo, соединенных трехмерно, а вторые содержат один из сплавов двух металлов или интерметаллических компаундов систем Ti-Al, Ti-Ni и Ni-Ai. Такие композиты могут быть приготовлены, в основном, с помощью: подмешивания металлического порошка Al и/или Ni в смесь металлических/неметаллических порошков, составленную таким образом, чтобы в результате процесса СВС получались в достаточной степени огнеупорные продукты, смешивания и прессования указанного порошка для формирования заготовки с помещением последней в пресс-форму, инициализации процесса СВС в этой заготовке, чтобы вызвать плавление, хотя бы частично, и размягчения обоих указанных металлов посредством тепла, вырабатываемого при этом, и формируя каркасную структуру тугоплавкого компаунда с заполнением полостей каркаса жидким металлом.
Количество выделяемого тепла зависит от состава изначальной химической системы так, что в случае одного состава смеси его может быть достаточно для поддержания процесса формирования каркасной структуры и для заполнения металлическим материалом полостей, для другого же состава его может быть недостаточно. Такая проблема может быть решена с помощью так называемой технологии химической печи, при которой в процесс СВС включается дополнительная химическая система или порошковая смесь, и достаточное количество тепла поступает к сформированной заготовке извне.
В настоящее время возможно получать суперабразивные частицы с хорошими рабочими свойствами в композитных матрицах различной плотности с помощью добавления этих частиц в формируемую заготовку и применяя процесс СВС, который служит как источник тепла, вызывающего пластическую деформацию матрицы при таких давлении и температурах, при которых алмаз находится в метастабильном состоянии. Химическая система - источник тепла, - может быть либо компонентом матрицы, либо может быть расположена в непосредственной близости к матричной структуре, в которой не происходит выделения достаточного количества тепла. В обоих случаях матрица содержит определенные компоненты, которые плавятся или размягчаются в условиях высокой температуры, возникающих в процессе СВС. Расплавленные или размягченные материалы подвергаются давлению для создания композитной массы уплотненной структуры. Давление прикладывается почти сразу после завершения СВС процесса. Суперабразивные частицы могут быть расположены в зависимости от необходимости, например, на поверхности или в верхнем слое, либо равномерно по всему объему получаемого композита.
На суперабразивные частицы может быть нанесено однослойное или многослойное покрытие металлическим и/или керамическим материалом для закрепления их связи в структуре матрицы и, таким образом, для улучшения эффективности шлифования.
В результате настоящего изобретения сведена к минимуму или имеет незначительную величину графитизация алмазного суперабразива, в результате которой ухудшаются свойства частиц или ослабляется связь в структуре матрицы, поскольку высокотемпературная реакция заканчивается в течение очень короткого периода. Более того, несмотря на частые проверки, при обычных технологиях производства шлифовального инструмента с алмазными частицами, на алмазных частицах возникает точечная коррозия, когда они помещаются и нагреваются в контакте с титаном или другим компонентом матрицы из переходного металла из-за реакции между углеродом и металлом, такая коррозия алмазных частиц и возникающее при этом ухудшение прочности частиц сведены к минимуму, и практически больше не существует проблем, связанных с этим явлением, поскольку очень небольшая часть углерода переходит из алмаза в металл в течение того очень короткого времени, за которое проходит формирование карбида.
Более того, в результате настоящего изобретения, графитизация алмазных частиц проходит, в весьма не существенной степени, даже если они нагреваются в контакте с такими активно вызывающими графитизацию металлами, как Fe, Ni или Co, применяемыми в качестве материала основы или заполнителя, или других компонентов матрицы, поскольку процесс такой реакции длится в течение очень короткого времени, как описано выше. По-видимому, это происходит благодаря тому, что время нагрева для алмаза является в достаточной степени коротким, а также благодаря формированию пленки TiC на алмазных частицах, которая служит в качестве барьера для диффузии углерода и атомов металла группы железа.
Максимальная температура материалов, получаемая в процессе СВС, может быть с достаточной точностью оценена с помощью температуры адиабатического горения для формирования компаунда. В случае, если оценка значения температуры значительно превышает 2000oC, концентрация материала СВС должна быть уменьшена с помощью компонентов, нейтральных по отношению к процессу для того, чтобы предотвратить переход суперабразива в соответствующую полиморфную модификацию низкого давления.
Краткое описание чертежей
На фиг. 1 показано изменение объемной плотности формируемой заготовки, по отношению к пропорции компонента TiAl, используемого при изготовлении композита TiC/TiAl по способу настоящего изобретения;
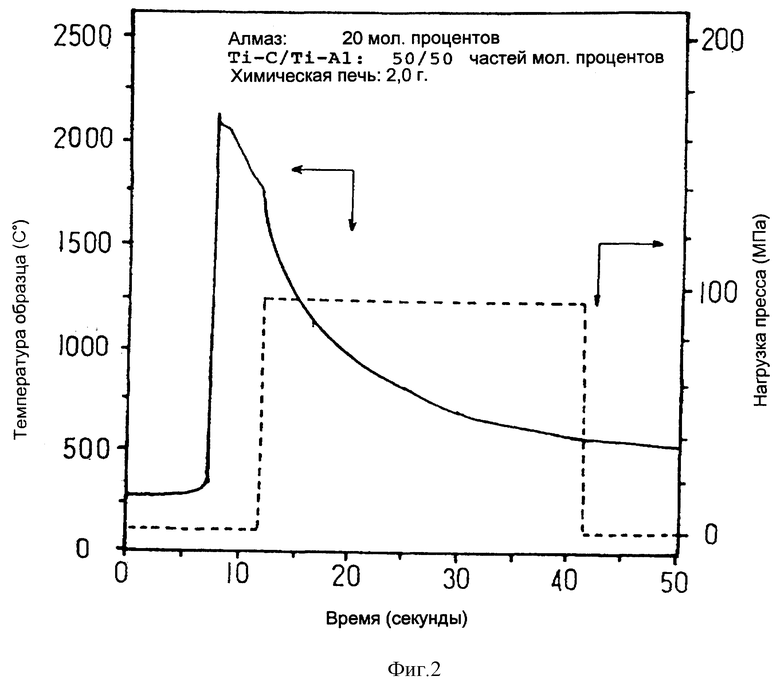
На фиг. 2 показаны изменения с течением времени температуры экземпляра и давления пресса в случае композитного компакта, содержащего 20 мол. процентов алмазных частиц;
На фиг. 3 представлено схематическое изображение пресс-формы, использовавшейся в примерах; а также
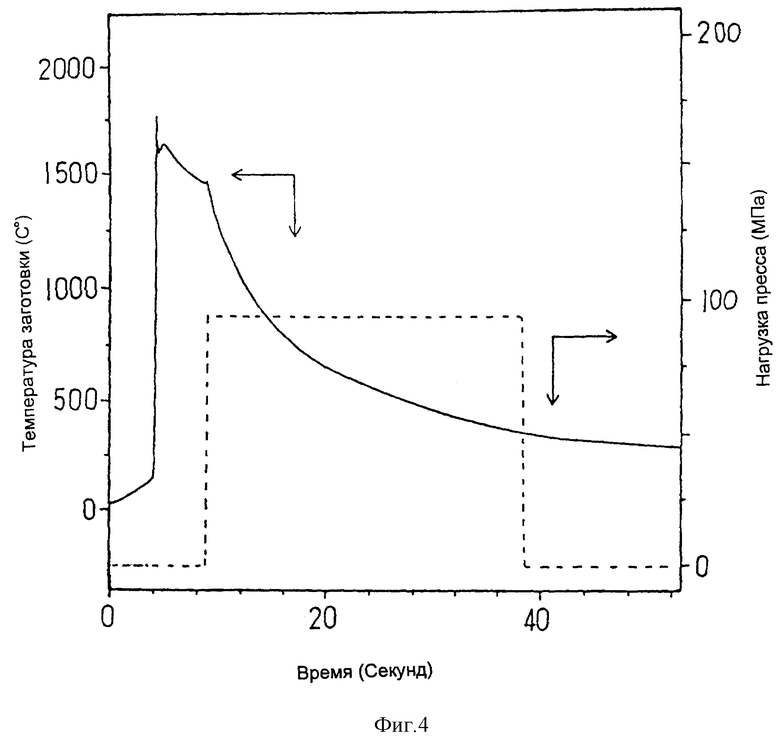
На фиг. 4 представлено изменение измеряемой температуры заготовки и приложенного давления в Примере 1 по отношению ко времени с момента воспламенения.
Предпочтительный вариант осуществления изобретения
Авторы изобретения обнаружили, что, хотя состав продукта в определенной степени может зависеть от величины температуры, когда суперабразивы преобразуются под воздействием интенсивного нагрева в полиморфную модификацию низкого давления, в большей степени на этот процесс влияет длительность воздействия на материал температуры. Действительно, как наблюдали авторы изобретения, алмазные частицы, если они содержались в СВС смеси и нагревались до температуры 2000oC и выше в течение нескольких секунд для получения компакта, получали весьма несущественное ухудшение механических свойств, несмотря на их чувствительность, которая даже выше, чем у нитрида бора в полиморфных модификациях высокого давления.
Однако для обеспечения хорошего воспроизводства подобного эффекта необходимо применять формулу смеси, которая не приведет к не слишком высокой температуре, либо регулировать как максимальную получаемую температуру в зоне реакции, так и длительность воздействия такой температуры с помощью подмешивания в композицию нейтральных ингредиентов, уменьшающих концентрацию. В частности, предпочтительное время воздействия должно быть меньше одной секунды для температуры 2000oC и выше и меньше чем пять секунд для температуры от 2000oC до 1800oC.
В настоящем изобретении исходные материалы помещаются в реакционной установке, заранее сформированными в основном в виде заготовок. Обжигаемый продукт, в общем случае, представляет собой твердое вещество, в особенности это справедливо в случае, когда на поверхности композита, которую в последующем необходимо будет дополнительно обрабатывать, имеются алмазные частицы, таким образом, важно сформировать заготовку в форме, как можно более близкой к конечной форме, с учетом возможного уменьшения размеров в течение процесса. В случае изготовления инструментов для правки шлифовальных кругов, заготовка должна быть сформирована в пресс-форме, в готовой конечной конфигурации, или в качестве альтернативы, вначале формируется цилиндрическая или призматическая заготовка, обрабатывается до придания необходимой формы, а затем подвергается процессу СВС. Более того, суперабразивные частицы могут быть внедрены в уже сформированную заготовку с помощью нанесения и распределения частиц в пресс-форме на соответствующей поверхности, куда затем помещается матричная композиция, а затем все это спрессовывается.
Формируемая заготовка помещается в корпус для прессования, в котором также имеется воспламенитель (обычно графитовый или металлический нагреватель). Для прессования могут применяться различные стандартные механические системы, такие, как формовочное прессование, горячее прессование и горячее изостатическое прессование. Матрицы, основанные на нитридах, могут быть получены с использованием систем, изолированных от воздуха, таких, как пресс-форма, помещенная в герметичный контейнер, внутри которого обеспечена атмосфера азота. Другие продукты с более компактной структурой могут быть получены посредством выполнения процесса в вакууме, обеспечивая, таким образом, удаление газов, выделяемых в течение процесса. Восстанавливающая атмосфера водорода или СО эффективно предотвращает ухудшение свойств матрицы благодаря формированию оксида.
Заготовка помещается в прессовальную систему и воспламеняется с помощью включения нагревателя без подвода давления или с небольшим давлением. Готовая, пригодная для горения, порошковая смесь может быть помещена в качестве воспламеняющего материала между заготовкой и нагревателем.
В случае, если сама матричная композиция используется в качестве основного источника тепла, прессование для сжатия композиции начинается сразу после окончания горения, когда волна в достаточной степени достигает конца, противоположного по отношению к начальной точке, и весь материал в достаточной степени нагревается, и это давление поддерживается до тех пор, пока материал не остынет до температуры ниже 800oC. Задержка во времени между нагревом и сжатием необходима для обеспечения волны горения, которая распространяется существенно медленно и даже с трудом в плотной массе заготовки. В этом контексте предпочтительно, чтобы при формировании исходной композиции заготовок, которые будут подвергнуты СВС процессу, ее плотность составляла бы 75% или меньше теоретического значения конечного продукта. Однако, в независимости от этого, если нагрев производится с помощью сгорания вещества в непосредственной близости от матричной композиции, последняя должна быть сжата до наиболее возможной плотности для получения максимальной теплопроводности вещества.
Могут применяться прессовальные системы типа поршень/цилиндр, который, например, содержат пресс-формы, изготовленные из обычного или термостойкого металла или керамического материала, в которой помещается заготовка порошковой смеси и производится СВС процесс. Такие простые технические решения доступны для коммерческого использования: заготовка помещается в пресс типа поршень/цилиндр.
Хотя заготовка может подвергаться давлению непосредственно в металлической пресс-форме, использование формовочного песка в качестве прессовальной среды вокруг заготовки создает псевдо-HIP систему, которая создает близкое к изостатическому давление и, таким образом, в ней можно изготавливать твердые формы.
Более предпочтительны системы горячего прессования, нагреватель которых может быть использован как дополнительный источник тепла, позволяя таким образом применять матричные композиции с низким уровнем выделения тепла. Нагревательное оборудование может также использоваться для инициализации горения.
В качестве альтернативной прессовальной технологии может использоваться система HIP. Заготовка заворачивается в фольгу из металла с высокой температурой плавления, которая затем косвенно нагревается с помощью СВС процесса; по завершении горения, для равномерной передачи давления со всех сторон на заготовку подается сжатый газ, с давлением около 10-100 МПа, что является достаточным, поскольку не происходит потерь давления при его передаче. Выражая обобщенными терминами, сформованная масса помещается в герметичную обертку, которая дегазирована и запаяна. Затем она подвергается воздействию СВС процесса в установке, содержащей выделяющую тепло композицию (или химическую печь). Подобный подходящий нагреватель может быть использован в системе дополнительно, он может также служить в качестве воспламенителя.
В композитах, в соответствии с настоящим изобретением, суперабразивные частицы алмаза или кубического нитрида бора могут содержаться в керамической и/или металлической матрице и, в частности, в фазе, которая будет расплавлена или размягчена в течение процесса. Они могут содержаться либо прямо на поверхности или в верхних слоях в области, соответствующей рабочей поверхности, либо равномерно по всему объему. Это может быть достигнуто добавлением суперабразивных частиц при смешивании порошков исходных материалов, либо распределением частиц заранее на поверхности пресс-формы, например, на этапе формирования заготовки в окончательном виде. Подобные технологии могут использоваться для производства абразивов и других износоустойчивых материалов.
При изготовлении заготовок с суперабразивными частицами между заготовкой и формовочным песком помещается фольга, или лист тугоплавкого металла, или лист графита для предотвращения загрязнения алмаза возможными примесями, содержащимися в песке. Предпочтительно также, чтобы металлическая или керамическая масса с хорошей теплопроводностью и с высокой теплоемкостью была бы помещена в контакте либо без непосредственного контакта, но на близком расстоянии к суперабразивной поверхности так, чтобы обеспечивалась возможность отвода части тепла, и суперабразив был бы хорошо защищен от перегрева и возникающего в результате перехода алмаза и кубического нитрида бора в фазы низкого давления.
В композитах, описываемых в настоящем изобретении, матрица, предназначенная для закрепления суперабразива, а также основа могут содержать карбиды, нитриды, бориды и/или сплавы или интерметаллические компаунды определенного набора необходимых металлов, включая титан и никель.
Авторы изобретения обнаружили, что функционирование износоустойчивых материалов или шлифовальных и, в частности, режущих инструментов может быть в лучшей степени обеспечено с помощью повышения связи частиц со структурой матрицы с помощью того, что они заранее покрываются материалом, способным формировать химические связи как с матрицей, так и с суперабразивом.
Для композитов, содержащих суперабразивы, выполненных с помощью СВС процесса, как описывается в настоящем изобретении, некоторые матричные композиции не позволяют достичь ожидаемых функциональных качеств продукта из-за недостаточной связи с матрицей, даже если суперабразив в достаточной степени свободен от частиц, поврежденных в процессе нагрева. По-видимому, такая недостаточная связь с матрицей имеет причины принципиального характера из-за недостаточного количества точек химических связей между матрицей и суперабразивом. В случае, когда в матрицу примешивается, например, порошок переходного металла, каждая из частиц не всегда полностью покрывается металлом. Кроме того, короткое время нагрева, порядка нескольких секунд, как описано выше, не позволяет получить достаточную степень диффузии металла в структуру и покрытия частиц.
Материалы покрытия, пригодные для улучшения связи с матрицей суперабразивов, включают Si, Ti, Cr, Mo, W и другие металлы четвертой, пятой и шестой групп Периодической таблицы, а также карбиды, нитриды и бориды переходных металлов. Последние могут наноситься с помощью осаждения из парообразного состояния, CVD и других стандартных технологий.
В то время как металл, нанесенный на суперабразив, может быть преобразован, по крайней мере частично, в компаунд, и таким образом получается прочная адгезия между металлом и углеродом в условиях высокой температуры, возникающей при процессе СВС, предпочтительно, чтобы компаунд был сформирован заранее, до начала СВС процесса. Например, алмазные частицы могут быть покрыты вначале пленкой Ti с помощью осаждения в вакууме, с последующим нагреванием в атмосфере аргона или в глубоком вакууме до температуры 800oC для создания слоя TiC. При этом нет необходимости в полном преобразовании пленки, но вполне достаточно, чтобы TiC формировался только на поверхности, контактирующей с суперабразивом. Частицы не следует нагревать для формирования карбида до высокой температуры на слишком длительное время, поскольку они подвергаются при этом коррозии, формируя тем самым вакансии или полости в частицах и, таким образом, уменьшая адгезию между покрытием и субстратом, как результат диффузии атомов углерода в металл на краях. Тепловая обработка, проводимая в атмосфере азота, может приводить к образованию пленки TiN на поверхности алмазного субстрата.
С другой стороны, субстрат на основе нитрида бора в полиморфной модификации высокого давления может быть покрыт нитридом или боридом с помощью нанесения переходного металла и последующего нагревания.
Металлические покрытия алмазного субстрата на основе Mo или W эффективно улучшают адгезию суперабразива с матрицей. В то время как покрытие и субстрат прочно соединяются с помощью промежуточного слоя карбида, металлическое покрытие в лучшей степени смачивает поверхность матрицы, чем алмазного субстрата, что эффективно предотвращает агломерацию на этапе появления в матрице расплавленной фазы, в результате чего, с помощью перераспределения частиц, достигается структура с равномерным распределением суперабразива. Этот эффект более заметен с абразивными частицами малых размеров. Mo и W могут использоваться в виде их сплава.
Суперабразив может покрываться сплавом переходных металлов. Когда алмазные частицы покрываются сплавом на основе Ni или Co, содержащим Ti, Cu или Al, между алмазом и покрытием возникает прочная адгезия с помощью TiC, а между частицами и матрицей - с помощью металлического компонента покрытия.
Второй слой покрытия с помощью металлического материала, содержащего Cu, наносимый поверх выше описанного первого металлического покрытия, улучшает адгезию с матрицей, на которую воздействует металл Cu или сплав. При этом также подавляется переход суперабразивных частиц субстрата в полиморфные модификации низкого давления в связи с эффективным предотвращением локального выделения тепла во время процесса СВС.
Такой второй слой металлического покрытия может быть обеспечен с помощью различных стандартных технологий: нанесение металла с помощью электрогальванического покрытия, химический способ, нанесение с помощью паров металла или с помощью нанесения компаунда соответствующего металла с последующим разложением его с образованием металла. Такие технологии описаны в публикации "Адгезия алмаза и стекла, а также твердая пайка алмаза" ("Adhesion of diamond and glass, and brazing of diamond"), авторов Найдыч Ю.Б. и др., 1988, Наукова Думка.
Адгезия между первым и вторым металлическими покрытиями необязательно должна быть полной, поскольку прочная адгезия обеспечивается расплавленным металлом, образуемым во втором покрытии, в условиях высокой температуры в процессе СВС, который заполняет полости.
Однако логично подвергать тепловой обработке абразивные частицы с нанесенным на них покрытием, которые добавляются в матричную композицию, таким образом, заранее формируя слой сплава первого и второго покрывающих металлов в интерфейсе, служащем для повышения их адгезии. Такая обработка может также вызывать текучесть компаунда между абразивным субстратом и первым металлическим покрытием, при этом достигается прочная адгезия, основанная на химических связях в интерфейсе между абразивным субстратом, первым и вторым металлическими покрытиями посредством одиночного цикла тепловой обработки.
Известно, что графитизация алмаза ускоряется в присутствии кислорода, что в большей степени заметно по отношению к частицам малого размера. В этом контексте металлическое покрытие обеспечивает сохранение суперабразивных свойств, эффективно блокируя ускорение графитизации и уменьшая возможные локальные повреждения частиц, из-за избыточного выделения тепла при высоких температурах. Однако в настоящем изобретении оказалось возможным применять алмазные частицы очень малых размеров, менее 5 мкм, для изготовления обжигаемых с помощью процесса СВС компактов, в конечном счете, для замены процесса с использованием сверхвысокого давления при производстве некоторых обычных продуктов. Хотя суперабразивные частицы, используемые в настоящем изобретении, должны иметь номинальный или средний размер больше 1 мкм, предпочтительно, чтобы они были размером пять микрон или больше. В результате применения частиц, имеющих размеры менее 1 мкм, получаются продукты с недостаточной износоустойчивостью, поскольку они слишком активны и слишком чувствительны к окружающей температуре и могут легко перейти в более стабильную фазу в течение СВС процесса.
Добавка в матрицу компаунда, формирующего водород, такого, как TiH2, оказалась эффективной для предотвращения ухудшения свойств частиц и снижения адгезии к матрице, вызываемого окислением металла покрытия присутствующим кислородом. Однако существует ограничение по отношению к подобным добавкам, поскольку эти компаунды являются нейтральными по отношению к процессу СВС. Адекватные пропорции находятся приблизительно между 0,2 и 15 весовыми процентами и предпочтительно от 1 до 5% веса матричной композиции.
Иногда износоустойчивые материалы могут удовлетворять требованиям, которые могут быть выполнены посредством нанесения на рабочую поверхность одного слоя суперабразивных частиц, поскольку обычно требуется обеспечение износоустойчивости только на поверхности, и в противоположность этому требуется, чтобы вся деталь инструмента могла подвергаться обработке с заданным минимальным допустимым отклонением. Однако подобное размещение абразива только на поверхности обеспечивает недостаточно длительный срок службы при применении для шлифования. Однако конструкции, которые имеют умеренную толщину под рабочей поверхностью, могут обеспечивать хорошо работающий абразивный материал, посредством выполнения деталей в этой части, состоящей из двух структур, первая из них, находящаяся в контакте с рабочей поверхностью, выполняется износоустойчивой путем введения не имеющих покрытия или с металлическим покрытием суперабразивных частиц, и вторая, которая расположена дальше от рабочей поверхности, состоящей из той же композиции, что и матрица, но не содержащая суперабразив, которая служит для усиления первой структуры.
В настоящем изобретении значительное повышение температуры во время процесса СВС, в результате чего возникает ухудшение свойств частиц, эффективно снижается или блокируется с помощью добавления в исходный материал определенных стабильных компонентов, а также сгораемых компонентов, снижающих концентрацию. С той же целью суперабразивные частицы, которые являются нейтральными по отношению к процессу СВС, вместе с такими стабильными продуктами реакции, как карбиды, нитриды, бориды и оксиды, служат как компонент, эффективно снижающий концентрацию. При этом может быть обеспечена как хорошая связь суперабразива с матрицей, так и сохранение его свойств, поскольку возможный перегрев рабочей поверхности эффективно предотвращается, посредством распределения частиц таким образом, что суперабразив содержится в основном в поверхностном слое и его концентрация, например, последовательно снижается по направлению к субстрату.
Керамика на основе карбида титана и сплав TiAl пригодны для использования в качестве материалов для образования каркасной структуры и заполнения полостей соответственно, для нанесения композита в соответствии с настоящим изобретением на алмазосодержащий композит. Алмазные частицы имеют прочное химическое соединение с матрицей благодаря TiC, который формируется на поверхности частиц. Это не только увеличивает срок службы, который определяется вырыванием частиц, но также частицы могут получить прочную адгезию с неглубоким проникновением в матрицу, даже в случае плоского соединения с небольшим проникновением, до значения, при котором рабочая поверхность может быть практически полностью покрыта только алмазными частицами, либо между частицами может быть обеспечено значительное пространство, необходимое для удаления шлифуемого материала или прохода охлаждающей жидкости, что необходимо для обеспечения хорошей производительности. Для целей настоящего изобретения, для производства режущих и шлифующих частей инструментов, таких, как лезвия и абразивные элементы, в матричную композицию добавляется материал более хрупкий, чем основные компоненты. Такие компоненты могут содержать оксиды алюминия, магния и другие компаунды с высокой температурой плавления. Они ломаются и выталкиваются при использовании под нагрузкой, формируя сколотые выемки, способствуя, тем самым, блокированию снижения производительности шлифования, вызываемого нагрузкой. Вместо углерода, как описано выше, применяется порошкообразный бор в случае, когда в качестве основного компонента матрицы используется компаунд Ti-B. Одновременно с TiB2 в этом случае снова формируется TiC в интерфейсе между матрицей и алмазными частицами, что эффективно способствует повышению адгезии абразивных частиц с матрицей.
Металлические покрытия, описанные выше, имеют соответственно толщину в пределах от 1 до 20% включительно, от величины среднего размера частиц суперабразива, на который наносится покрытие. Слишком тонкие покрытия, тоньше 1%, дают незначительный эффект, в то время как относительная толщина больше 20% среднего размера частиц заметно влияет на их свойства, проявляя свойства самого металла покрытия, что приводит к снижению связи с матрицей, и уменьшает механическую прочность частицы в целом.
Содержание в матрице суперабразивных частиц с покрытием существенно зависит как от области их применения, так и от температурных условий формирования матрицы. Например, для производства шлифовального инструмента адекватным является содержание абразива от 5 до 20 объемных процентов, причем температурные условия, необходимые для обжига компакта, могут быть получены с помощью нормального СВС процесса при условии правильно выбранного состава матрицы. С другой стороны, при производстве режущих инструментов необходимо содержание выше 40%. Требования к выделению тепла могут быть обеспечены размещением суперабразивных частиц в таких концентрациях только на поверхности, соответствующей поверхности, при этом остальная часть представляет собой СВС матрицу. Либо компакт выполняется в виде двух отдельных заготовок, одна из которых представляет собой часть, соответствующую рабочей поверхности, и содержит более 40 объемных процентов суперабразивных частиц, добавленных к материалу матрицы, в то время как вторая содержит только материалы матрицы. Возможное в дальнейшем растрескивание, вызванное разницей температурного расширения в месте соединения содержащей суперабразив матрицы и не содержащей, может быть устранено с помощью помещаемого между ними буфера в виде промежуточной композиции, имеющей форму наклоненного функционального материала. В случае необходимости он может быть многослойным и включать несколько соединенных вместе элементов с последовательно изменяющимся составом от рабочей до поддерживающей детали.
В случае матричной композиции с относительно высокой концентрацией суперабразива, что приводит к меньшему количеству выделяемого тепла, чем требуется для завершения процесса обжига, потребности в тепловой энергии могут быть удовлетворены с помощью размещения в непосредственной близости к матрице химической печи, или композиции, которая специально составлена для работы в качестве дополнительного источника тепла и способна компенсировать недостаток тепловой энергии, выделяемой в процессе реакции СВС. Эта химическая печь не находится в непосредственном контакте с основным материалом заготовки и может содержать обычно применяемые оксиды алюминия и железа. Поскольку при такой комбинации выделяется расплавленное железо, вместо нее, для продукта, для которого это не приемлемо, может применяться система TiC. В этой системе нет каких-либо проблем, связанных с плавлением, поскольку быстро формируются твердые частицы TiC, и в дальнейшем продукты реакции служат в качестве твердотельной среды передачи давления, создавая благоприятные псевдоизотропические условия в условиях высокой температуры. Таким образом, способ, описываемый в настоящем изобретении, основанный на процессе СВС с использованием химической печи, позволяет эффективно производить твердые материалы с содержанием суперабразивных частиц до 85 объемных процентов. Такая химическая печь может также использоваться для замедления охлаждения, с целью предотвращения возможного растрескивания в обжигаемом материале в результате тепловых стрессов.
Технология химической печи применяется не только для восполнения недостаточного выделения тепла, как описано выше, но также и в качестве единственного источника тепла, требуемого для процессов формирования и обжига продукта. Матричная композиция, основанная, например, на WC, SiC или B4C, может производить недостаточно высокую для обжига температуру, из-за слишком малого количества выделяемого тепла в процессе СВС с соответствующими материалами, в то время как матрицы карбидов, нитридов, боридов, силицидов или других стабильных компаундов и других веществ, плавящихся при условиях, используемых для этого процессов, не производят такого интенсивного тепла, как при других СВС процессах. Для таких матриц формируется заготовка и помещается в пресс-форму, а композиция, поддерживающая СВС процесс, представляющая собой смесь порошков либо добавку к формовочному песку, помещается в непосредственной близости от нее, которая затем воспламеняется практически одновременно с заготовкой для того, чтобы восполнить нехватку тепла, требуемого для поддержания процесса. Такая химическая печь может использоваться в качестве вторичного источника тепла на этапе охлаждения заготовки с целью предохранить только что сформованную деталь от резкого охлаждения и возможного растрескивания продукта.
Для приготовления первого композитного продукта в соответствии с настоящим изобретением вначале готовится смесь порошков, содержащая материалы, формирующие керамику, такие, как металлический титан и углерод, а также алюминий или другой ингредиент, формирующий сплав с относительно низкой температурой плавления, титан и углерод, или титан и алюминий. Кроме того, он может содержать порошок необходимого суперабразива, такого, как алмазные частицы или частицы кубического нитрида бора.
Смесь порошков помещается в пресс-форму, образуя заготовку с заданной геометрией, затем помещается в другую пресс-форму, имеющую определенный допуск вокруг нее, которая заполняется формовочным песком; в контакте с заготовкой на одном из ее концов помещается воспламенитель.
Пресс-форма, загруженная, как описано выше, помещается в прессованную систему. Включается воспламенитель для инициализации горения заготовки без подведенного давления, либо при небольшом его значении. Через небольшой промежуток времени (несколько секунд) от начала процесса пресс-форма сжимается для формирования заготовки в расплавленном или полурасплавленном состоянии.
В соответствии с настоящим изобретением после этого производится уплотнение, при котором полости каркасной структуры заполняются металлической фазой. При этом можно отказаться от прессования, используя композицию материала, которая составлена таким образом, чтобы образовывать достаточный объем расплавленной фазы. Например, при производстве композитных систем Ti-Al-C, система обычно плавится, так как при СВС выделяется достаточное количество тепла для формирования сплава TiAl, температура плавления которого 1460oC. Такое уплотнение происходит с помощью присутствующей расплавленной фазы, которая проникает в продукт.
Уровень уплотнения композитного продукта зависит от пропорции металлической фазы, содержащейся в исходных материалах. Так на фиг.1 представлены изменения объемной плотности продукта, теоретической и полученной на практике TiC/TiAl композита, содержащего TiAl. Давление на заготовку составляло 100 МПа. На чертеже представлено, что объемная плотность продукта, близкая к теоретическому значению, достигалась при концентрациях TiAl приблизительно от 30 до 80 мол. процентов.
Для начала СВС процесса возможно применение различных обычных технологий. Например, электрорезистивный нагреватель или другой источник тепла помещается частично в непосредственном контакте с заготовкой, сформированной из смеси порошка, в частности, в ее центральной верхней части; помещение в контакте с заготовкой в ее центральной верхней части смеси порошков, которые затем воспламеняются для получения интенсивного выделения тепла, с помощью которого воспламеняется сам компакт; либо помещение подобного источника тепла в непосредственной близости вокруг заготовки и инициализации процесса синтеза с помощью подвода интенсивного тепла извне вокруг заготовки. Для систем, которые выделяют недостаточное количество тепла, эта смесь порошков используется в качестве вторичного источника тепла, как описано выше, которая снабжается отдельным основным воспламенителем и используется для инициализации горения.
В настоящем изобретении получается структура, состоящая из твердых частиц, формируемых в процессе СВС и соединенных вместе. Разработана также технология для получения готовых спеченных композитных продуктов, которые до настоящего времени было трудно получить в виде плотных структур, состоящих из карбидов, нитридов или боридов, имеющих высокую температуру плавления, с помощью заполнения внутренних пор и полостей металлическим материалом. При производстве композитов с матрицей, например, на основе TiC могут смешиваться исходные материалы, состоящие из титана и углерода, с материалом заполнителя, выбранного из следующих металлов: Al, Si, Ti, V, Cr, Mn, Fe, Co, Ni, Cu и Zn, их сплавов и интерметаллических компаундов, таких, как Ti-Al, Ni-Al и Ti-Ni.
В настоящем изобретении для производства суперабразивного композита, например, с TiC матрицей к титану и углероду в качестве третьего ингредиента добавляется алюминий или никель, который расплавляется и проникает в каркасную структуру, состоящую, в основном, из карбида титана, сформированную в результате реакции между титаном и углеродом. Расплавленный сплав Ti-Al или Ti-Ni (каждый из них в виде интерметаллического компаунда) проникает и заполняет внутренние полости, образуя плотную структуру.
В приведенном выше описании сплавы Ti-Al и Ti-Ni имеют температуру плавления 1460oC и 1330oC соответственно по сравнению с TiC, который плавится при температуре 3070oC. Таким образом, температуры, получаемые в процессе, достаточно высоки для плавления таких сплавов, как Ti-Al и Ti-Ni и недостаточны для TiC, что используется для уплотнения структуры с помощью накопления или проникновения. Можно также достичь эффективного уплотнения в случае добавления в материалы порошков алюминия и никеля, которые формируют сплав NiAl.
Содержание подобных заполняющих материалов (для уплотнения) может достигать 5 и более объемных процентов по отношению к основным материалам. Наилучшими заполнителями для матриц, основанных на TiC, являются, среди прочих, металлы: Ti, Co, Ni, Cu, системы Ti-Al, Ni-Al и Ti-Ni. В частности, используется порошкообразный Ti с избытком по отношению к количеству, необходимому для реакции с наличным углеродом, используемым в материале системы. Давление подается на пресс-форму, внутри которой находится заготовка в расплавленном или полурасплавленном состоянии в момент, когда температура всего объема заготовки превышает температуру плавления загруженного металла или интерметаллического компаунда, сформированного в процессе СВС (обычно через несколько секунд или несколько десятков секунд после начала горения, или через 0,1-10 секунд после его прекращения). Максимальное давление поддерживается от 2 до 150 секунд, предпочтительно от 2 до 60 секунд, и, в частности, от 2 до 30 секунд.
В настоящем изобретении применяется также и описанная выше технология химической печи для заготовок с малыми размерами, либо композиции которых не позволяют получить достаточно высокую температуру для плавления или размягчения соответствующих ингредиентов, составляющих матрицу. При этом пригодная для СВС процесса композиция помещается в пресс-форму или в непосредственной близости от нее, либо смешивается с формовочным песком, помещаемым вокруг формируемой заготовки. Она используется как вторичный источник тепла для воспламенения по существу одновременно с заготовкой; она может также использоваться для замедления остывания уплотненной заготовки. Продукт сгорания служит в качестве среды для передачи давления, когда он сжимается вместе с формовочным песком.
В соответствии с настоящим изобретением использование процесса СВС в качестве внешнего источника тепла, или химической печи, позволяет получать различные композитные продукты, устраняя недостатки, присущие обычным технологиям, такие, как: износоустойчивые композиты с распределенными алмазными частицами с WC-Cо матрицей, режущие элементы с алмазными частицами в кобальтовой матрице, или элементы вращающихся инструментов с частицами кубического нитрида бора в Ti-Ni матрице производились до настоящего времени в основном в условиях сверхвысоких давлений с использованием дорогого оборудования или, в качестве альтернативы, ценой определенного ухудшения свойств частиц в термодинамически метастабильных условиях для суперабразивных частиц, стабильных при высоком давлении.
Как описано выше, один из аспектов настоящего изобретения основывается на использовании СВС процесса или химической печи, которые позволяют достичь достаточно высокого значения максимальной температуры в течение очень короткого периода времени. При этом становится возможным применение порошковой металлургии для приготовления алмазосодержащих спеченных композитов с в меньшей степени поврежденными суперабразивными частицами, по сравнению с обычными технологиями, основанными на электрическом нагреве. Также возможно применение этого для производства материалов инструментов для соединения металлов с алмазными частицами меньших размеров, чем до сих пор, или элементов инструментов, в которых алмазные частицы закреплены и одновременно соединены с металлической основой.
Значение максимальной температуры, получаемой в материалах, используемых в СВС, в процессе можно оценить по температуре адиабатического горения при формировании соответствующего продукта. Однако в случае, если оценка температуры значительно превышает 2000oC, необходимо производить измерения для управления температурой, что может позволить уменьшить длительность и таким образом воспрепятствовать возможному переходу суперабразива в полиморфную модификацию низкого давления, с помощью уменьшения концентрации исходных материалов веществом, нейтральным к процессу, включая суперабразивные частицы или предпочтительно компаундную систему - продукт.
Компоненты матрицы, в соответствии с настоящим изобретением, выбираются широко, единично или в комбинации среди систем, основанных на карбидах, нитридах, боридах металлов с четвертой по шестую группу Периодической таблицы, а также SiC, Si3N4, B4C, интерметаллических компаундов Ni-Al, Ti-Al, Ni-Al-Ti и Ni-Al-Ti-Cu и их смесей в зависимости от конкретной необходимости. В этих материалах карбиды, нитриды и бориды титана особенно предпочтительны из-за стоимости производства, то же касается интерметаллических компаундов Ni-Al и Ti-Al и их комбинации.
Для получения твердой и компактной конструкции композита необходимо применять комбинацию, содержащую две системы материалов: одна формирует в процессе СВС твердое вещество, в то время как другая формирует во время процесса жидкую фазу. Компактная матрица может быть получена из TiC, который образует каркасную структуру, смешанную, например, с системой Ti-Al, которая заполняет внутренние полости. Добавка в вышеописанную систему определенной пропорции меди может улучшить теплопроводность и, таким образом, снизить нежелательный переход суперабразивных веществ в более стабильные полиморфные модификации.
Приведем несколько примеров составов для получения композитных продуктов с высокой степенью прочности, в весовых процентах: от 60 до 90% Ti или Zn, от 3 до 12% C или B, от 2 до 18% Al, от 1 до 5% TiH2, от 1 до 7% Cu, от 3 до 20% Ni или Co, а такая смесь пригодна для формирования износоустойчивой матрицы: от 60 до 70% Ti или Zn, от 3 до 12% C или B, от 2 до 18% Al, от 1 до 15% TiH2, от 5 до 25% Mo или W, от 1 до 7% Cu, от 3 до 20% Ni или Co.
Кроме того, в случае необходимости, вместе с заготовкой в прессуемое пространство может быть помещен и материал основы. Например, наконечник круглого металлического стержня, служащего в качестве вала сверла, может быть помещен в пресс-форму, в которой уже находится готовая к обработке заготовка, а композиция химической печи располагается в непосредственной близости вокруг формы, причем формование композита и его соединение с основой может быть получено за одну операцию. При этом физические свойства стали основы не будут в существенной степени подвергнуты негативному воздействию во время СВС процесса, поскольку, хотя тепло, выделяемое в процессе, весьма интенсивно, его распространение ограничено весьма небольшим пространством. Производство режущих элементов может быть основано на аналогичной концепции: заготовки дугообразной формы располагаются поочередно - на и вокруг круговой основы, вокруг них располагается композиция химической печи с высокой скоростью горения, с началом СВС процесса и последующим приложением давления на заготовку.
Способ настоящего изобретения основывается на СВС процессе, высокотемпературный цикл которого заканчивается в течение всего лишь нескольких секунд:
(1) вызывая незначительное ухудшение физических свойств суперабразивных частиц;
(2) в незначительной степени воздействуя на структуру поверхности суперабразива, что незначительно уменьшает адгезию с матрицей, или
(3) вызывая незначительное ухудшение физических свойств материала основы в течение операции, комбинирующей спекание частиц и их соединение с основой; а также
(4) позволяя изготовлять матрицы из различных требуемых композиций; и кроме того, обеспечивая нанесение металлического покрытия на суперабразивные частицы,
(5) увеличивая связь абразивных частиц с матрицей, благодаря химической связи материалов с металлом покрытия, выступающим в качестве промежуточной среды, а также
(6) благодаря улучшенному механическому соединению, основанному на увеличении размера суперабразивных частиц с помощью металлического покрытия;
(7) снижая температурный шок, воздействующий на суперабразивные частицы; а также
(8) блокируя кислород, который мог бы войти в контакт и ухудшить свойства суперабразивных частиц.
Используя эти эффекты, способ настоящего изобретения позволяет достичь в процессе СВС спекания мелких суперабразивных частиц размером вплоть до 1 мкм, причем не только достигаются механические свойства, сравнимые с продуктами, получаемыми только с помощью технологий сверхвысокого давления, но также данный способ позволяет получать объекты значительно больших размеров или цельной конструкции. Более того, для формирования композиции матрицы может применяться более широкий выбор материалов, поскольку металл покрытия выступает в роли буфера температурного шока и воздействует на суперабразивные частицы таким образом, что стало возможным воздействие температурных условий, превышающих 2000oC, если они имеют ограниченное время воздействия.
ПРИМЕР 1
Порошки титана - 22 мкм, графита - 7 мкм и алюминия, пропущенного через сито 300, были дозированы и хорошо перемешаны для подготовки исходной композиции материала с пропорцией Ti:C:Al, составляющей 73:11:16 по весу, что соответствует объемному соотношению TiC/TiAl 50/50. Смешанные порошки затем прессуются в пресс-форме с образованием круглой заготовки шириной 16 мм и толщиной 4 мм, а затем подвергаются обжигу в установке, разрез которой представлен на фиг. 3. Это оборудование, в общем обозначенное 1, в основном содержит пресс-форму 2, имеющую выемку внутренним диаметром 30 мм и глубиной 60 мм, и пуансон 3. Пространство вокруг заготовки 4 было заполнено 80Ti-20C, по весу, смесью порошка 5 слоем толщиной 2 мм и остальное пространство - формовочным песком 6. Графитовая полоска 7 была помещена в качестве воспламенителя в непосредственном контакте с порошком 5 над заготовкой 4.
Эта установка в собранном виде была смонтирована на стандартном одноосном гидравлическом прессе (не показан), заготовка подверглась воспламенению с помощью электрического тока, пропущенного через полоску, при этом пуансон был снят. Через пять секунд после воспламенения, когда вся заготовка в достаточной степени прогрелась, было приложено давление; давление величиной около 100 МПа поддерживалось в течение 30 секунд. Термопара в один из моментов показала максимальную температуру заготовки в 1700oC. Полученный продукт показал металлический блеск, а также твердость Викерса от 8 до 12 ГПа на полированной поверхности. Поверхность была также исследована под оптическим микроскопом, при этом поры не были выявлены.
Температура и давление, измерявшиеся в этом примере, представлены на фиг. 4 в функции времени с момента воспламенения.
ПРИМЕР 2
Заготовка была приготовлена с использованием смеси тех же исходных материалов, как и в Примере 1, за исключением того, что в композицию был добавлен синтетический алмазный порошок номинального (среднего) размера 100 мкм в пропорции 15 объемных процентов. Весь порошок был размещен в пресс-форме для образования заготовки. Для обжига использовались оборудование и способ такие же, как и в Примере 1. Готовый продукт исследовался по полированной поверхности с помощью оптического микроскопа и показал, в основном, равномерное распределение алмазных частиц по всей матрице, при этом не было обнаружено следов графитизации частиц. Вместо этого были обнаружены связывающие срезы, которые свидетельствуют о том, что использовавшаяся композиция материала матрицы способна адекватно удерживать алмазные частицы. Полученный продукт был зафиксирован на основании и использовался для шлифования поверхности керамического материала.
ПРИМЕР 3
Была подготовлена заготовка с использованием тех же самых исходных материалов, как и в Примере 1, за исключением того, что 300 мг номинального 100 мкм алмазного порошка было заранее помещено на дно каждой пресс-формы. Установка для обжига была практически такой же, как и в предыдущем примере, однако покрытие из металлического тантала диаметром 16 мм и 2 мм глубиной (толщина стенок 50 мкм) было помещено под нижнюю часть заготовки (со стороны, где был нанесен алмазный порошок) для защиты алмазного порошка. Диск из окиси алюминия 16 мм в диаметре и 10 мм толщиной был помещен в непосредственном контакте под это покрытие для охлаждения. Полученный продукт имел на одном из концов алмазосодержащий слой толщиной 1 мм. Исследование под оптическим микроскопом не выявило графитизации алмазных частиц и показало, что они адекватно закреплены в матрице. Один из полученных образцов был подвергнут механической обработке для придания заданных размеров и использовался как элемент режущего инструмента, другие же использовались, как детекторный конец и держатель для образцов в системе измерения толщины.
ПРИМЕР 4
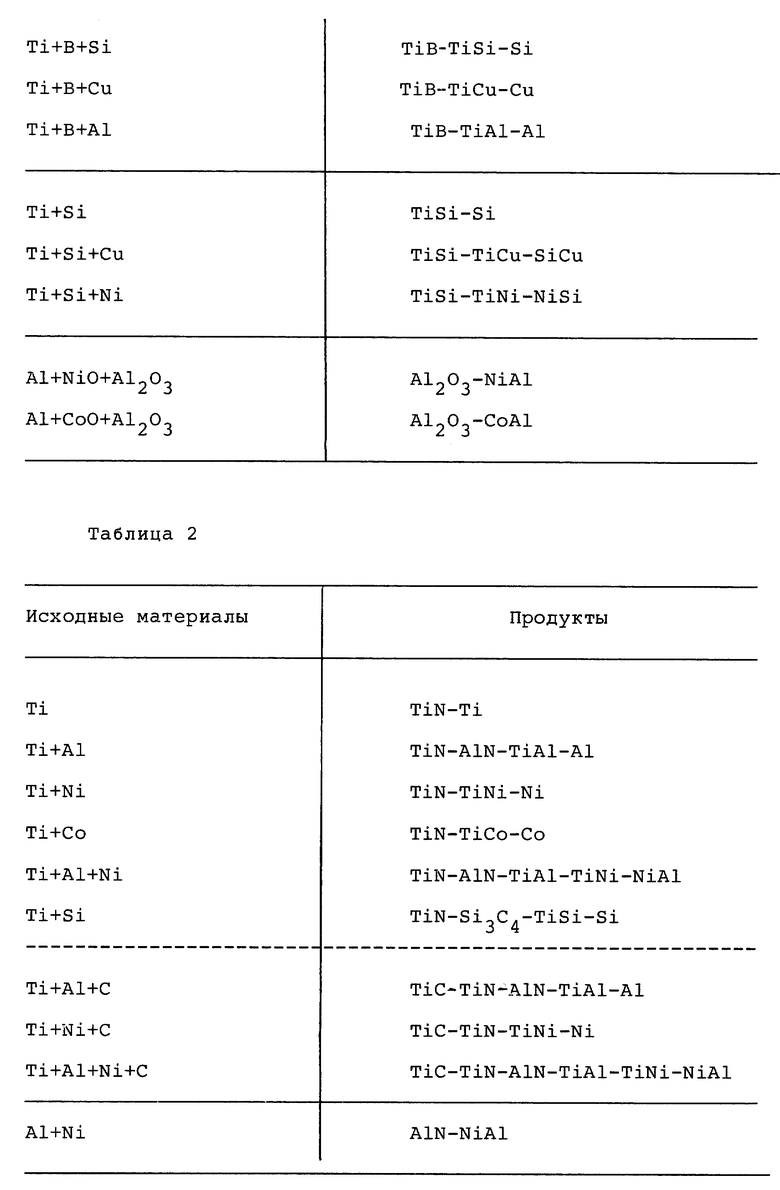
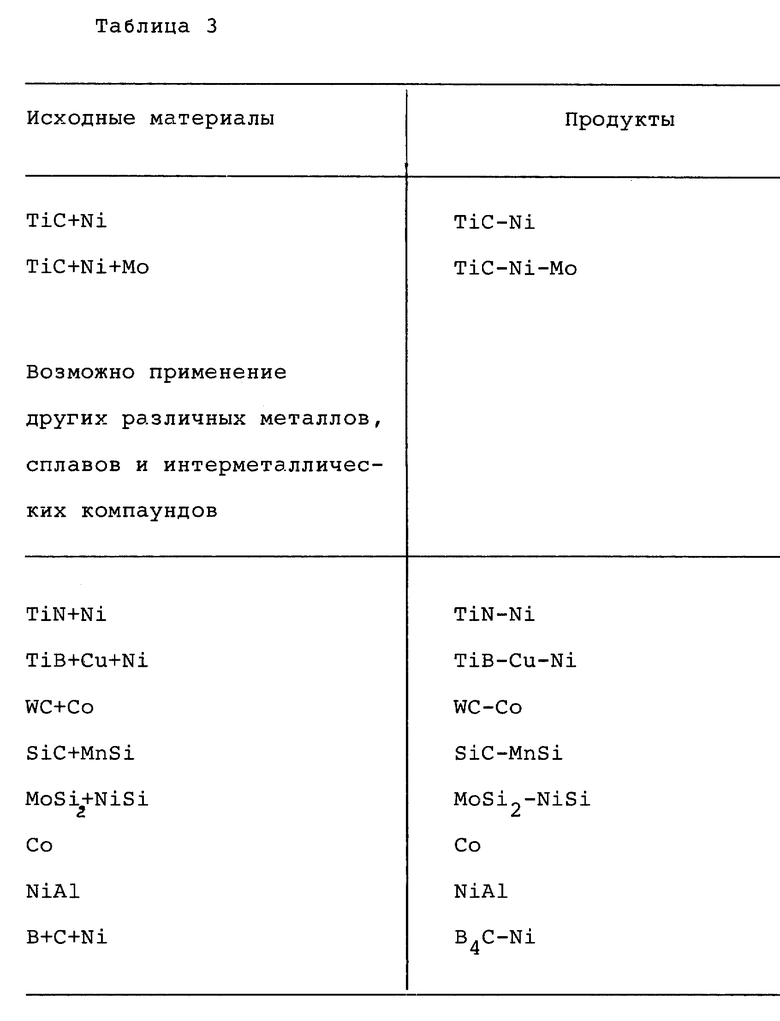
В табл. 1-3 представлен состав различных смесей СВС продуктов для некоторых исходных материалов матрицы. В табл. 1 представлен состав для производства композитов, используемых как источник нагрева, вырабатываемого в процессе СВС непосредственно в материале матрицы на открытом воздухе, в вакууме или в восстанавливающей атмосфере, а в табл. 2 - в атмосфере азота; в то время как данные табл. 3 приведены для СВС процесса с применением химической печи. Использовавшиеся размеры частиц были номинальными - 22 мкм для титана, 7 мкм - для углерода, меньше 20 мкм - для аморфного бора, 0,3 мкм - для окиси алюминия и для всех остальных компонентов - меньше сита 325, которые смешивались в широком диапазоне пропорций. Поскольку продукты СВС имели весьма различную природу, в табл. можно было представить только список исходных материалов и продуктов в установках с соответствующими элементами и компаундами с сохраненными коэффициентами. Хотя таблицы, в основном, отражают системы, содержащие титан, аналогичные результаты могут быть получены с другими металлами, такими как ZP, Hf, V, Nb, Ta, Mo и W.
ПРИМЕР 5
Порошок смеси Ti/Ni/C использовался в качестве материала матрицы в весовой пропорции 65:24:11; первая заготовка была изготовлена из представленной выше композиции с размерами 98 мм шириной и 10 мм толщиной, вторая заготовка была изготовлена с добавлением 50 весовых процентов алмазного порошка (30/40 мкм) к представленному выше, которая имела размеры 98 мм шириной и 2 мм толщиной.
Для процесса СВС использовалась система, включающая пресс-форму, образованную муллитной трубкой с внутренним диаметром 100 мм и внешним диаметром 125 мм и пуансон с муллитным диском шириной 99 мм, толщиной 10 мм, смонтированная на прессе двойного действия. Обе заготовки были заложены в виде пакета в пресс-форму, и воспламенительный нагреватель был установлен в контакте с одним из концов заготовки матрицы, не содержащей суперабразивных частиц. Через 12 секунд после воспламенения (и примерно через одну секунду после окончания горения) было приложено давление 80 МПа и поддерживалось в течение 40 секунд. Продукты были отшлифованы с обеих сторон и обрезаны до заданной длины для использования в качестве режущей кромки в инструментах для токарной обработки дерева.
ПРИМЕР 6
Была сформирована заготовка шириной 80 мм и толщиной 10 мм, которая состояла из смеси порошков Fe и Cr в весовой пропорции 52 к 48. Одиночный слой алмазных частиц, просеянных через сетку 200/230, был распределен в пресс-форме на дне полости достаточно равномерно до загрузки материала заготовки для того, чтобы получить алмазосодержащий слой на одной стороне заготовки. Затем это было загружено в устройство в соответствии с Примером 5, который включал пресс-форму, образованную муллитной трубкой, и смонтированное в пресс двойного действия. Эквимолярная смесь порошков титана и углерода была заранее загружена вокруг, над и под заготовкой, образуя слой толщиной 10 мм, служащая в качестве источника тепла. Через 10 секунд после воспламенения и примерно через 2 секунды после окончания горения на продукт было приложено давление 150 МПа и поддерживалось в течение 30 секунд. Этот продукт использовался как притирочная доска для керамических материалов.
ПРИМЕР 7
Использовалась система обжига, аналогичная Примеру 5, но содержащая вместо нее пресс-форму с полостью шириной 100 мм. Лезвие шириной 75 мм, толщиной 1 мм из нержавеющей стали уровня SUS было помещено между круглыми стальными блоками шириной 65 мм, и все это было помещено в центр полости пресс-формы. Заготовки, изготовленные из предварительно смешанных порошков WC: Co в весовой пропорции 9 к 1, к которой добавлялось 15% алмазных частиц, просеянных через сито 60/80, были помещены вокруг заготовки, причем каждая из них была 5 мм шириной и 1 мм толщиной. Эквимолярная смесь порошков титана и углерода была помещена вокруг, над и под заготовками, образуя слой толщиной 10 мм. В контакте с одним из концов смеси порошков Ti/углерод был помещен нагреватель; остальной объем полости был заполнен формовочным песком. Для воспламенения был включен нагреватель; давление было приложено менее чем через 0,5 секунды после окончания горения и составило 100 МПа, которое удерживалось 20 секунд. Продукт, включивший сегменты сплавов карбида, содержащего алмазные частицы, был припаян с помощью бронзы по периферии круглой основы и эффективно использовался в качестве режущего элемента для разрезания керамики.
ПРИМЕР 8
В качестве сердечника использовался конус из магнезии, вокруг которого помещалась композиция из смеси порошков Si3N4/Cr в весовой пропорции 10 к 1, с добавлением 35% алмазного порошка, пропущенного через сито 20/30. Все это было сформировано с помощью CIP в виде цилиндрического образца. Он был помещен в тонкостенный контейнер из тантала, из которого были откачаны газы, и запаян. В качестве СВС среды была применена эквимолярная смесь порошков алюминия и железа, в контакт с которой был помещен нагреватель. Эта сборка была помещена в систему HIP, из которой были откачаны газы, а затем она была заполнена аргоном до давления в 1 атм, и нагреватель был включен. Во время горения подавался сжатый газ с давлением 30 МПа, которое поддерживалось 30 секунд. Продукт был снят с сердечника из магнезии и его внутренняя поверхность была отшлифована, чтобы образовать выходное отверстие для пескоструйной машины.
Данные, касающиеся алмазных частиц и частиц кубического нитрида бора с предварительно нанесенным покрытием представлены в табл. 4, в которой символ "D" означает алмазный порошок.
ПРИМЕР 9
В качестве материала матрицы использовались порошки 22 мкм титана, 7 мкм графита и алюминия, просеянного через сито 325. Они были тщательно смешаны в пропорции Ti: C:Al 73:11:13. К этой смеси порошков было добавлено 2 весовых процента порошка TiH2 и, кроме того, добавлялись абразивные частицы с покрытием, точнее говоря алмазные частицы такого же типа, как представленные в табл. 4 под номером 1, в количестве 10% от объема матрицы, и все это было спрессовано под давлением 10 МПа для формирования цилиндрической заготовки 40 мм шириной и 20 толщиной. Для обжига применялась установка, показанная на фиг. 3, но с полостью пресс-формы внутренним диаметром 75 мм и 65 мм глубиной. Вначале на дно пресс-формы засыпался формовочный песок слоем 15 мм, затем устанавливалась заготовка, и затем снова засыпался песок вокруг заготовки. Смесь порошков Ti/C в пропорции 1 к 1 наносилась вокруг заготовки слоем около 5 мм, в контакт с которой помещался воспламенитель 7 в виде графитовой полоски. Все это засыпалось затем слоем песка толщиной 8 мм. Для сдавливания на песок воздействовали пуансоном. Под заготовкой в контакте с ней была помещена термопара (не показана). Установка после сборки была смонтирована на одноосный гидравлический пресс; через графитовую полоску без приложения давления пропускается электрический ток для воспламенения заготовки. В тот момент, когда температура заготовки достигала с ее нижней стороны значения 1900oC, в действие приводился пресс до давления приблизительно 100 МПа, которое поддерживалось в течение 40 секунд. Записи процесса показали, что давление начало прилагаться приблизительно через 0,5 секунды после завершения процесса горения.
Продукт был исследован на металлический блеск в матрице, что было проанализировано на содержание TiC и TiAl с помощью рентгеновской дефрактометрии. Исследования оптическим микроскопом полированной поверхности показали равномерное распределение алмазных частиц в матрице с явным улучшением по сравнению с обычными технологиями, использующими суперабразивные частицы без покрытия, которые часто были причиной агломерации. Кроме того, на алмазных частицах не было замечено следов графитизации.
ПРИМЕР 10
Использовалась матрица, состоящая из смеси порошков в весовой пропорции 65Ti-10B-9Al-4Cu-10Ni-2TiH2. Была сформирована круглая заготовка 98 мм шириной и 2 мм толщиной из смеси 30 объемных процентов указанного порошка и 70 объемных процентов суперабразива с покрытием, описанного в табл. 4 под номером 2. Такой же материал матрицы использовался для формирования другой заготовки шириной 98 мм и 15 мм толщиной, причем она не содержала каких-либо суперабразивных частиц. Обе они были уложены в виде пакета, причем заготовка, содержащая только материал матрицы, располагалась над заготовкой, содержащей алмазный порошок, и помещены в пресс-форму, образованную муллитной трубкой с внутренним диаметром 100 мм. Смесь порошков Ti/C в пропорции 1:1 располагалась над заготовкой слоем толщиной 5 мм для поддержания горения, кроме того, для воспламенения помещалась графитовая полоска. Цикл от воспламенения до сжатия был аналогичен приведенному в Примере 1, но сжатие начиналось примерно через 2 секунды после окончания процесса горения. Продукт был обрезан для придания заданной формы, отполирован и использовался как элемент инструмента для токарной обработки.
ПРИМЕР 11
Применялась установка, представленная на фиг. 3, содержащая пресс-форму с полостью 100 мм шириной. Было подготовлено лезвие шириной 75 мм и толщиной 1 мм, изготовленное из нержавеющей стали SUS, и с обеих сторон были помещены круглые блоки стали шириной 65 мм. Заготовки шириной 5 мм и толщиной 3 мм были изготовлены из порошковой композиции с весовой пропорцией 60Ti-10C-10Al-3TiH2- 5W-5Cu-7Ni, к которой было добавлено 20 объемных процентов алмазных частиц с покрытием, описанных в Таблице 4 под номером 3, эти заготовки помещались по периметру основы лезвия. Вокруг заготовок помещалась эквимолярная смесь порошков титана и углерода, служащих в качестве материала химической печи. В контакте с этой смесью порошков помещался нагреватель, причем остаток объема заполнялся формовочным песком. Приблизительно через 1 секунду после окончания процесса горения прилагалось давление со значением 100 МПа, которое поддерживалось 30 секунд. Данный продукт использовался как инструмент для резки керамики.
ПРИМЕР 12
К смеси порошков в весовой пропорции 65Ti-23Co-12Al добавлялось 15 объемных процентов абразива с покрытием, приведенного в табл. 4 под номером 4, и из нее формировалась круглая заготовка шириной 40 мм и толщиной 12 мм, которая помещалась в пресс-форме, такой же, как применялась в Примере 9. Эквимолярная смесь порошков Ti:C помещалась над заготовкой слоем толщиной около 5 мм для поддержания горения; для воспламенения указанного порошка устанавливался нагреватель, и остаток полости заполнялся формовочным песком. Вся пресс-форма помещалась в герметичный контейнер, из которого удалялись газы, который затем заполнялся азотом, и заготовка воспламенялась. Давление подводилось немедленно после того, как термопара, расположенная на нижней части заготовки, показывала температуру 2000oC, при этом заготовка подвергалась давлению 100 МПа в течение 20 секунд. Композитный продукт представлял собой матрицу из TiN, TiAl и TiCO, содержащую распределенные крепко удерживаемые алмазные частицы. Исследование с помощью оптического микроскопа полированной части продукта показало хорошую адгезию абразивных частиц к матрице без заметных полостей между ними. Алмазные частицы сохранили свою первоначальную прозрачность, как и перед процессом, и не имели следов графитизации. Продукт был обработан до нужной конструкции и использовался как шлифовальный наконечник.
ПРИМЕР 13
Для матрицы использовалась смесь порошков с частицами размеров меньше 20 мкм в весовой процентной пропорции 70Ni-30Al. К ней добавлялось 40 объемных процентов алмазных частиц с покрытием, приведенных в табл. 4 под номером 5, из чего формировалась круглая заготовка 50 мм шириной и 5 мм толщиной. Другая заготовка 50 мм шириной и 25 мм толщиной формировалась аналогичным образом, но с использованием порошковой композиции, не содержащей абразивных частиц. Обжиговый цикл проводился в вакууме, причем пресс-форма собиралась и процедуры использовались в соответствии с загрузкой, и процессом обжига, описанными в Примере 12. Структура конечного продукта представляла собой Ni-Al интерметаллическую компаундную матрицу, в поверхностном слое которой на глубине до около 3 мм находились алмазные частицы, который использовался как элемент инструмента для токарной обработки.
ПРИМЕР 14
Для матрицы использовалась смесь порошков в весовой процентной пропорции 60Ti-20B-20Ni. К ней добавлялось 20 объемных процентов алмазных частиц с покрытием в соответствии с пунктом номер 6 табл. 4, из которой формировалась круглая заготовка шириной 50 мм и толщиной 25 мм. Для цикла обжига снова использовалась конструкция пресс-формы в соответствии с примером 9; смесь порошков титана и углерода помещалась поверх заготовки для поддержания горения, вокруг нее был уложен формовочный песок. Полученный продукт имел матричную структуру, включающую TiB:TiB2, TiNi, с алмазными частицами, распределенными вокруг нее; каких-либо полостей между фазой матрицы и абразивными частицами, а также графитизации поверхности алмазных частиц обнаружено не было.
ПРИМЕР 15
Материал матрицы использовался такой же, как в Примере 9. Абразивные частицы с покрытием типа приведенных в табл. 4 под номером 7 были распределены слоем равномерной толщины на дне пресс-формы, сверху которого помещалась порошковая смесь, и все это формировалось в заготовку 50 мм шириной и 15 мм толщиной. Обжиговая сборка была такой же конструкции, как и использовавшаяся в Примере 9, кроме того, на дне пресс-формы заранее был уложен лист тантала толщиной 0,1 мм и алмазосодержащая часть заготовки помещалась в контакте с этим листом. Между танталовым листом и пресс-формой помещалась также термопара. Когда температура достигала 1700oC, на образец прикладывалось давление 80 МПа. Данный продукт использовался как элемент инструмента для обработки дерева.
ПРИМЕР 16
Так же, как и в Примере 9, в качестве материала матрицы использовалась смесь порошков титана, графита и алюминия в весовой пропорции 73:11:13. Затем создавалась смесь в объемном соотношении 50 на 50 из указанного порошка и частиц кубического нитрида бора с покрытием, как описано в табл. 4 под номером 8, из которой формировалась заготовка круглой формы шириной 30 мм и толщиной 15 мм. Использовалась такая же конструкция пресс-формы, как и в примере 9. Заготовка при загрузке была окружена слоем толщиной 10 мм смеси Ti/C в соотношении 1 к 1, служащей в качестве химической печи. Когда под заготовкой температура достигала значения 2000oC, образец сжимался до давления 100 МПа, которое затем поддерживалось в течение 30 секунд. Данный продукт был обработан и использовался как элемент инструмента для токарной обработки стали.
Применение в промышленности
Композит, в соответствии с настоящим изобретением, используется как износоустойчивый материал в различных областях, а так же, как абразивный элемент инструментов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗОСОДЕРЖАЩИЙ СЛОИСТЫЙ КОМПОЗИТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2184644C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ВЫСОКОАБРАЗИВНЫЕ ЧАСТИЦЫ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2135327C1 |
| ЭЛЕКТРОДНЫЙ СТЕРЖЕНЬ ДЛЯ ИСКРОВОЙ НАПЛАВКИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ, СОДЕРЖАЩЕГО СУПЕРАБРАЗИВ | 1998 |
|
RU2228824C2 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2305717C2 |
| ИНСТРУМЕНТ С ПОЛИРУЮЩЕЙ ПОВЕРХНОСТЬЮ ИЗ СПЕЧЕННОГО ВЕЩЕСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2430827C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1991 |
|
SU1808183A3 |
| ПОДЛОЖКА ДЛЯ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ (CVD) АЛМАЗА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2577638C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1986 |
|
RU2011649C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИДОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 1993 |
|
RU2032496C1 |
| МЕТАЛЛОМАТРИЧНЫЙ КОМПОЗИТ | 2000 |
|
RU2183687C1 |



Изобретение касается композитного продукта и эффективного способа его приготовления, основанного на процессе СВС, или на процессе с интенсивным выделением тепла. Композит содержит достаточное количество одной или многих каркасных структур трехмерно соединенных частиц из, по крайней мере одного керамического материала, выбранного из карбида, борида, нитрида и силицида титана, циркония, тантала, ниобия, кремния, хрома, вольфрама и молибдена и металлического материала из сплава и/или интерметаллического компаунда, который заполняет полости вокруг и между каждым элементом плотной каркасной структуры, либо матрицу, состоящую из продуктов СВС из металлических и/или керамических веществ и частиц суперабразива из алмазных частиц и частиц полиморфной модификации высокого давления нитрида бора, которые содержатся и распределены во всем объеме матрицы, в поверхностном слое или на поверхности части заготовки, соответствующей рабочей плоскости. Эффективно также использовать суперабразивные частицы, покрытые с помощью определенной технологии металлическими и неметаллическими материалами. Изобретение позволяет получить износостойкий материал, используемый в различных областях, а так же как абразивный элемент инструментов. 5 с. и 56 з.п.ф-лы, 4 ил., 4 табл.
| Инженерно-физический журнал, т | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Термометр | 1923 |
|
SU558A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2017846C1 |
| 1972 |
|
SU419685A1 | |
| Корпус наручных часов | 1974 |
|
SU505991A1 |
| Способ получения нелинейных характеристик ламп бегущей волны и устройство для осуществления этого способа | 1957 |
|
SU115688A1 |
| US 4695321 A, 22.09.87 | |||
| DE 4000937 A1, 19.07.90 | |||
| Способ получения медных комплексов макрогетероциклических соединений | 1972 |
|
SU443048A1 |

