Область техники, к которой относится изобретение
Настоящее изобретение относится к сравнительно неподвижному устройству, предназначенному для подачи капель расплавленного стекла от совершающего колебательное движение лотка с каплями стекломассы к заготовочной пресс-форме одной из множества расположенных бок о бок секций стеклоформующей машины для формовки стеклянной тары, относящейся к типу таких машин, имеющих отдельные секции. Более конкретно, данное изобретение касается расположенного с наклоном вниз устройства, имеющего вышеуказанную сущность, которое обычно именуется желобом, по которому проходят последовательно один за другим капли стекломассы по пути своего следования от совершающего колебательное движение лотка с каплями стекломассы к заготовочной пресс-форме соответствующей секции стеклоформующей машины с отдельными секциями.
Уровень техники
Большая часть выпускаемых в настоящее время бутылок, банок и стеклянной тары других типов изготавливается в настоящее время при помощи стеклоформующей машины с отдельными секциями, которая в типичном случае состоит из множества одинаковых, расположенных бок о бок друг с другом отдельных секций для формовки стеклянной тары того или иного типа, число которых может составлять, например, восемь или десять, либо даже двенадцать таких секций. Кроме того, существуют также высокопроизводительные модификации стеклоформующих машин с отдельными секциями, позволяющих изготавливать в каждой секции такой стеклоформующей машины с несколькими отдельными секциями, сразу некоторое множество одинаковых изделий стеклянной тары одновременно, например, два или три, либо даже четыре таких изделия стеклянной тары, с применением при этом соответствующих технологических процессов, часто определяемых соответственно как двойной процесс формовки капель стекломассы, тройной процесс формовки капель стекломассы, либо четверной процесс формовки капель стекломассы. Во всяком случае, каждое изделие стеклянной тары, изготавливаемое в любой отдельной секции стеклоформующей машины, имеющей несколько отдельных секций стеклоформующей машины, имеющей несколько отдельных секций, формуется из капли расплавленного стекла, способной поддаваться формовке, с применением двухступенчатого технологического процесса. На первой из этих ступеней получают предварительно отформованную заготовку соответствующего изделия стеклянной тары, которая обычно называется просто заготовкой или баночкой и изготавливается в первой пресс-форме, которая часто именуется заготовочной пресс-формой, с применением при этом либо дутья, либо прессования. Полученная заготовка, или баночка, которая формуется в перевернутом положении, затем передается вращательным движением, совершаемым в вертикальной плоскости на 180°, во вторую пресс-форму, обычно именуемую дутьевой пресс-формой, где происходит ее выдувание до приобретения ею своей окончательной конфигурации, тогда как она имеет нормальную свою ориентацию в вертикальном направлении после переворачивания ее из положения, в котором верхнее ее отверстие находилось снизу относительно ее дна, после чего полученное изделие стеклянной тары вместе с другими такими же изделиями, отформованными в такой отдельной секции стеклоформующей машины, имеющей несколько отдельных секций, подается из указанной стеклоформующей машины на дальнейшую обработку.
Система подачи, предназначенная для подачи капель расплавленного стекла от совершающего колебательное движение лотка с каплями стекломассы в соответствующую заготовочную форму стеклоформующей машины, имеющей несколько отдельных секций, состоит из двух устройств, которые сами по себе установлены неподвижно, но при этом выполнены с обеспечением возможности их регулировки таким образом, чтобы изменять их положение в соответствующих пределах, причем эти устройства представляют собой, одно из них, прямолинейный, расположенный с наклоном вниз желоб, который принимает капли стекломассы, поступающие из совершающего колебательное движение лотка, а другое - установленный с наклоном вниз дефлектор, который имеет изогнутую по направлению вниз криволинейную часть, и который принимает на себя капли стекломассы, поступающие из желоба, направляя их в заготовочную пресс-форму соответствующей секции стеклоформующей машины, имеющей несколько отдельных секций. В общих чертах, такая система рассматривается в описании изобретения к патенту США №4529431 /Мамфорд/, который был переуступлен правопреемнику по настоящей заявке на патент и содержание которого включается в описание изобретения к настоящей заявке посредством ссылки на него.
Желоба для подачи капель стекломассы такого типа, который рассмотрен в приведенном здесь выше описании, в типичном случае имеют поперечное сечение, выполненное в виде буквы U, обращенной просветом вверх, причем расстояние между ножками буквы U определяется размером капель стекломассы, которое будут пропускаться по данному желобу. Следовательно, при применении такой конструкции возникает необходимость в замене желобов для подачи капель стекломассы в соответствующей стеклоформующей машине, имеющей несколько отдельных секций, для заготовочной пресс-формы каждой ее секции всякий раз, когда требуется перейти к формовке соответствующих изделий стеклянной тары, имеющих, по существу, другой размер по сравнению с теми изделиями стеклянной тары, формовка которых перед этим осуществлялась на этой же стеклоформующей машине, в связи с чем размер капель стекломассы, подаваемых в эту стеклоформующую машину соответственно увеличивается, либо уменьшается. Вплоть до настоящего времени часто требовалось заменять желоба и дефлекторы на стеклоформующих машинах, имеющих несколько отдельных секций и используемых для производства широкого разнообразия типоразмеров стеклянной тары, причем каждая такая замена связана со значительными трудозатратами, а поэтому представляет собой дорогостоящую операцию, занимающую много времени, а пока она выполняется, данная стеклоформующая машина, имеющая несколько отдельных секций, прекращает совсем выпуск какой-либо стеклянной тары.
Кроме того, было также установлено, что время, требующееся для каждой капли стекломассы для того, чтобы пройти свой. путь от совершающего колебательное движение лотка до соответствующей заготовочной пресс-формы, может изменяться в зависимости от температуры желоба, потому что коэффициент трения между каплей стекломассы и желобом становится выше, когда температура желоба возрастает. Этот эффект проявляется в большей степени для стеклоформующих машин с отдельными секциями, которые имеют сравнительно большое число секций, например десять или же двенадцать секций, потому что расстояния, проходимые каплями стекломассы, будут больше при подаче их в заготовочные пресс-формы внешних секций стеклоформующей машины, чем при подаче их в заготовочные пресс-формы внутренних секций машины. Это явление указывает на целесообразность применения принудительного охлаждения желобов и дефлекторов в стеклоформующих машинах, имеющих несколько отдельных секций, или же, по меньшей мере, только тех желобов и дефлекторов, которые находятся на пути к внешним секциям стеклоформующей машины, но значительные капитальные затраты, связанные с внедрением такого технического решения в тех случаях, когда требуется иметь множество различных комплектов желобов для каждой стеклоформующей машины с отдельными секциями для того, чтобы можно было обрабатывать при помощи одной и той же машины разнообразные, по своим размерам, капли стекломассы, представляют собой главнейший сдерживающий фактор, препятствующий практическому применению принудительного охлаждения желобов.
Другая проблема, возникающая в связи с применением известных желобов для подачи капель стекломассы, обусловлена тем обстоятельством, что охлаждающая жидкость типа используемой для охлаждения механических ножниц, которые применяются для отрезания соответствующих кусков движущегося потоками расплавленного стекла, стремится стекать вниз по желобам, вызывая при этом опасность нежелательного переохлаждения или же остуживания любой той части капель стекломассы, которая может придти в соприкосновение с днищем желоба по мере того, как они проходят по желобу.
Сущность изобретения
Вышеуказанные и другие проблемы, возникающие в связи с применением для подачи капель стекломассы, рассмотренных выше желобов, известных из существующего уровня в данной области техники, успешно решаются при внедрении желобов для подачи капель стекломассы, предложенных соответствии с настоящим изобретением. Для наглядности, следует отметить, что желоб для додачи капель стекломассы, выполненный в соответствии с настоящим изобретением, имеет поперечное сечение, представляющее по своей форме букву V, обращенную просветом вверх, причем расстояние между противолежащими сторонами этой буквы по ее просвету больше, чем то, которое требуется для прохождения по желобу самой большой капли стекломассы. Таким образом, расстояние между противолежащими сторонами буквы V изменяется от самого большого по верху, или с раскрытого конца буквы V до значительно меньшего расстояния у дна, или закрытого конца буквы V, причем указанное расстояние по верху или с раскрытого конца буквы V больше, чем ширина самой крупной капли стекломассы, которой предстоит проходить по данному желобу, а расстояние по низу или с закрытого конца буквы V больше, чем ширина самой маленькой капли стекломассы, которой предстоит проходить по данному желобу. Это означает, что в данном случае обеспечивается возможность прохождения по такому желобу всех капель стекломассы любого размера в пределах широкого диапазона их размеров без какой-либо необходимости заменять при этом данный желоб в целях обеспечения возможности прохождения капель стекломассы, имеющих любой иной размер в пределах указанного диапазона, тогда как одновременно с этим обеспечивается также и такое преимущество, что ни одна из капель стекломассы, размер которой находится в пределах указанного диапазона, не будет приходить в соприкосновение с днищем желоба и, следовательно, будет находиться вне досягаемости для любой охлаждающей жидкости, стекающей по этому желобу. Кроме того, желоб, выполненный в соответствии с настоящим изобретением, дополнительно может быть также снабжен находящимся под ним воздушным коллектором, предназначенным для подвода сжатого, либо подаваемого вентилятором воздуха в указанный желоб через отверстия, выполненные в этом желобе, в целях выравнивания температуры, до которой нагреваются отдельные желоба из числа различных желобов, применяемых на любой из существующих стеклоформующих машин, имеющих по несколько отдельных секций, и обеспечения тем самым большего единообразия по такому показателю, как время прохождения своего пути каплями стекломассы, поступающими в различные секции стеклоформующей машины, имеющей насколько отдельных секций, несмотря на свойственные ей отклонения по длине различных желобов, имеющихся в такой стеклоформующей машине с отдельными секциями. Кроме того, этот охлаждающий воздух может, если такое желательно, также использоваться и для того, чтобы обеспечить частичное парение капель стекломассы над поверхностью желоба на воздушной подушке, обеспечивая тем самым ускоренное продвижение капель стекломассы по желобу.
Соответственно, целью настоящего изобретения является создание усовершенствованного желоба, предназначенного для подачи капель расплавленного стекла от совершающего колебательное движение лотка с каплями стекломассы в заготовочную пресс-форму стеклоформующей машины, имеющей несколько отдельных секций. Более конкретно цель настоящего изобретения заключается в создании желоба, имеющего вышеуказанную сущность, который обладает способностью пропускать через себя капли стекломассы любого размера в пределах широкого диапазона их размеров, благодаря чему отпадает необходимость в частом проведении замены желобов в стеклоформующей машине, имеющей несколько отдельных секций, которая на современной машине такого типа проводится каждый раз, когда эту машину переоснащают для производства соответствующих изделий стеклянной тары, имеющих другой размер и изготавливаемых из иного размера. Еще более конкретно цель настоящего изобретения заключается в созданий желоба, имеющего вышеуказанную сущность, который имеет такую форму, чтобы обеспечить пропускание через него капель стекломассы с таким расчетом, что они находятся все время вне пределов досягаемости для любой охлаждающей жидкости, которая может стекать по этому желобу вниз по его днищу.
Для более полного понимания существа настоящего изобретения и его целей предлагает внимательно рассмотреть прилагаемые чертежи и ознакомиться со следующим ниже кратким их описанием, а также с подробным описанием предпочтительного варианта осуществления настоящего изобретения и с формулой изобретения.
Перечень фигур чертежей
Фиг.1 - частичный разрез вертикальной проекции желоба, предназначенного для подачи капель стекломассы и выполненного в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
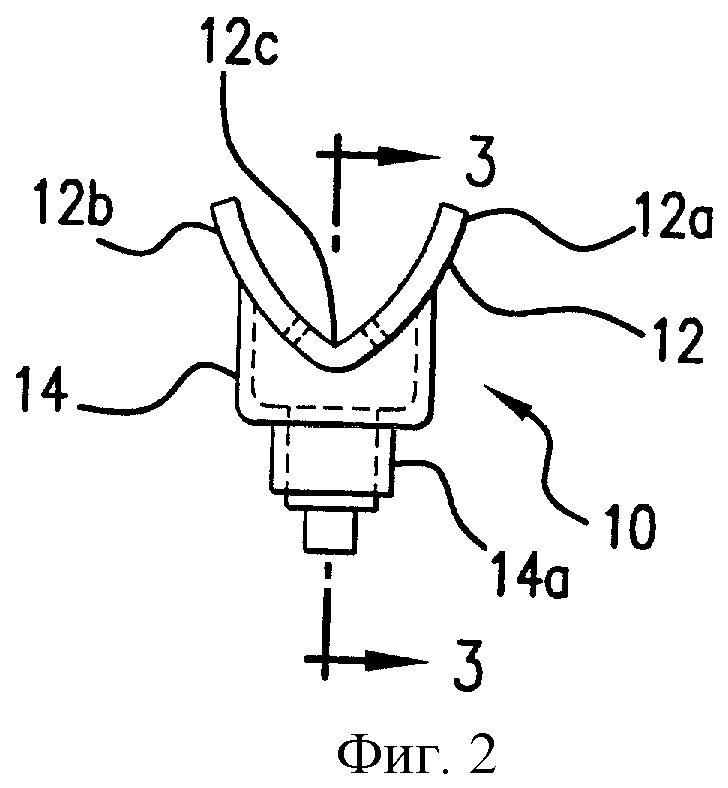
Фиг.2 - вид с торца на желоб, показанный на фиг.1 и построенный по линии 2-2 на фиг.1.
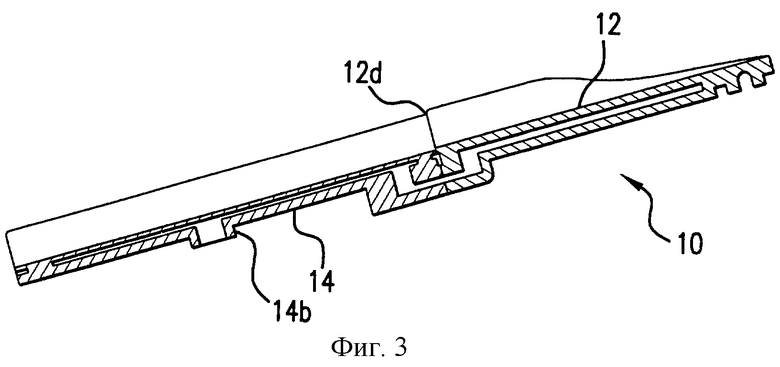
Фиг.3 - вид в разрезе, построенный по линии 3-3 на фиг.2.
Фиг.4 - вид в разрезе, построенный по линии 4-4 на фиг.1.
Сведения, подтверждающие возможность осуществления изобретения
Узел желоба, предназначенного для подачи капель стекломассы, в сборе, выполненный в соответствии с предпочтительным вариантом осуществления настоящего изобретения, обозначен, в общем, на прилагаемых чертежах позицией 10, при этом указанный узел желоба в сборе 10 включает в себя расположенный с наклоном вниз желобчатый элемент 12, который имеет, в общем, V-образную форму в своем поперечном сечении с противолежащей парой расположенных на расстоянии одна от другой сходящихся между собой сторон 12а, 12b, сочлененных друг с другом по изгибу 12с, находящемуся снизу у закрытого конца желобчатого элемента 12, причем в предпочтительном варианте своего исполнения указанный желобчатый элемент изготавливается в поперечном своем сечении, в виде одной цельной детали. Расстояние между сторонами 12а, 12b желобчатого элемента 12 со свободных их концов больше, чем ширина самой широкой капли стекломассы из числа всех капель, способных подаваться формовке стекла, имеющих ширину в пределах установленного весьма широкого диапазона размеров их по ширине, которым предстоит проходить по данному узлу желоба в сборе 10, а радиус изгиба 12с, выполненного по низу желобчатого элемента 12, меньше, чем ширина самой маленькой капли стекломассы из числа тех, которым предстоит проходить по данному узлу желоба в сборе 10. Таким образом, все капли стекломассы, не выходящие по своей ширине за пределы установленного диапазона их размеров, которым предстоит проходить по данному узлу желоба 10, будут опираться при этом на боковые стороны 12а, 12b, независимо от размера таких капель стекломассы, и ни одна из этих капель стекломассы, имеющая ширину в пределах такого установленного диапазона ее размеров, не будет входить в соприкосновение с изгибом 12с желобчатого элемента 12. Удерживание капель стекломассы вне пределов досягаемости для вхождения их в соприкосновение с изгибом 12с желобчатого элемента 12 имеет важное значение по технологическим причинам, потому что охлаждающая жидкость, стекающая с механических ножниц для отрезания кусков стекла, которая используется для охлаждения режущих пластин в таком устройстве, как механические ножницы, может стекать дальше вниз по указанному узлу желоба в сборе 10 по его днищу, или изгибу 12с его желобчатого элемента 12, Как показано на фиг.1, желобчатый элемент 12 может быть составлен из отдельных таких элементов, сочленяемых встык друг с другом, например, в месте сочленения 12d.
В каждой формующей машине для формовки стеклянной тары, имеющей несколько отдельных секций, должно применяться соответствующее множество таких узлов желоба в сборе 10, по одному такому узлу желоба в сборе 10 на каждую отдельную секцию указанной стеклоформующей машины, а в типичных случаях насчитывается по восемь, десять или же двенадцать отдельных секций в каждой стеклоформующей машине. Узлы желоба в сборе 10 для каждой такой стеклоформующей машины, которые могут во всех остальных отношениях быть совершенно одинаковыми по своей конструкции, должны отличаться между собой по своей длине, потому что каждый такой узел желоба в сборе 10 обеспечивает подачу капель способного поддаваться формовке стекла в стеклоформующую машину от точек, находящихся на общей дуге окружности в отдельные секции данной машины, которые находятся на неодинаковом расстоянии от указанной общей дуги окружности. Таким образом, капли стекломассы, поступающие в более отдаленную секцию, проявляют склонность приходить в эту секцию несколько позже, чем приходят в соответствующую секцию капли стекломассы, направляющиеся в расположенную ближе секцию, а это является недостатком с точки зрения синхронизации работы стеклоформующей машины с отдельными секциями, потому что действие систем синхронизации для машин такого типа основывается на допущении о том, что все поступают по назначению в соответствующие секции до того, как начнут выполняться последующие операции технологического процесса их обработки. Для того, чтобы обеспечить большее единообразие по такому показателю, как время прохождения отдельных капель стекломассы в различные секции стеклоформующей машины, для каждого желобчатого элемента 12 предусматривается воздушное охлаждение, осуществляемое при помощи сжатого, либо подаваемого вентилятором воздуха, подаваемого в соответствующий узел желоба в сборе 10 через коллектор 14, который находится под желобчатым элементом 12, причем указанный коллектор 14 имеет конфигурацию, соответствующую по своей форме букве U, обращенной просветом вверх, а желобчатый элемент 12 вставлен сверху вниз в коллектор 14 и частично входит при этом в нижнюю его часть. Сжатый либо подаваемый вентилятором воздух подводится в коллектор 14 через впускное отверстие 14а и выходит из коллектора 14 через выпускное отверстие 14b, причем часть подводимого воздуха поступает при этом в желобчатый элемент 12 через выполненные в нем отверстия 12е.
Воздух, поступающий в коллектор, независимо от того, продолжает ли он оставаться в коллекторе до тех пор, пока не достигнет выпускного отверстия 14b, или же выходит в желобчатый элемент 12 через отверстия 12е, стремится охладить желобчатый элемент 12 и проходящие по нему капли стекломассы, а это способствует уменьшению коэффициента трения между каплями стекломассы и желобчатым элементом 12, благодаря чему ускоряется прохождение капель стекломассы по соответствующему узлу желоба в сборе 10. Воздух, выходящий в желобчатый элемент 12 из коллектора 14 через отверстия 12е, выполненные в желобчатом элементе 12, стремится к тому же обеспечить парение капель стекломассы, проходящих по желобчатому элементу 12, над его поверхностью на воздушной подушке, что в еще большей степени способствует уменьшению коэффициента трения между каплями стекломассы и желобчатым элементом 12. Таким образом, посредством регулирования потока сжатого, либо подаваемого вентилятором воздуха, проходящего через узлы желоба в сборе 10 той или иной стеклоформующей машины для формовки стеклянной тары, с обеспечением при этом соответствующей разности по потокам от одного узла желоба в сборе 10 к другому такому узлу желоба в сборе 10, можно добиться тем самым, по существу, большего единообразия по такому показателю, как время прохождения своего пути отдельными каплями стекломассы, поступающими в различные секции стеклоформующей машины, несмотря на существующие отклонения по длине пути, проходимого каплями стекломассы, прежде чем каждая из них достигнет по своему назначению соответствующей секции стеклоформующей машины, и этот фактор способствует повышению производительности данной стеклоформующей машины для формовки стеклянной тары. Кроме того, применение желобчатого элемента 12, имеющего такое поперечное сечение, при котором он обладает способностью обеспечить подачу капель стекломассы любого размера в пределах широкого диапазона их размеров, а именно такой способностью и обладает желобчатый элемент 12, рассмотренный в приведенном здесь выше описании, также способствует повышению общей производительности стеклоформующей машины за счет сокращения частоты, с какой возникает необходимость в проведении замены узлов желоба в сборе 10 для того, чтобы можно было обрабатывать капли стекломассы других размеров при переоснащении стеклоформующей машины для производства соответствующих изделий стеклянной тары, имеющих другие размеры.
Хотя в приведенном здесь выше описании и рассмотрен, как предполагается авторами настоящего изобретения, наилучший на момент подачи данной заявки способ его реализации, проиллюстрированный на прилагаемых чертежах, тем не менее, специалистам в данной области техники должно быть очевидно, что в описанное выше изобретение могут быть внесены соответствующие изменения и дополнения, а также могут быть предложены различные эквивалентные технические решения, которые не выходят за пределы объема данного изобретения, причем таковой объем ограничивается единственно лишь положениями, оговоренными в формуле изобретения и ее юридически признаваемых эквивалентах.

Изобретение относится к устройствам, предназначенным для подачи капель расплавленного стекла от совершающего колебательное движение лотка к заготовочной пресс-форме стеклоформующей машины. Техническим результатом является создание желоба, обладающего способностью пропускать капли стекломассы любого размера. Для этого узел содержит желобчатый элемент, имеющий конфигурацию в своем поперечном сечении, в общем, соответствующую, по своей форме, букве V, обращенной просветом вверх, противолежащая пара сторон которой сочленена у нижних концов их друг с другом с образованием скругленного изгиба, причем стороны расположены на расстоянии одна от другой, измеренном между свободными их концами, которое больше, чем ширина самой крупной капли стекломассы из числа всех капель стекломассы, имеющих ширину в пределах установленного весьма широкого диапазона размеров этих капель по ширине, которым предстоит проходить по указанному узлу желоба в сборе, а указанный изгиб имеет радиус, величина которого меньше, чем ширина самой маленькой по своему размеру капли стекломассы среди всех капель стекломассы, имеющих ширину в пределах установленного диапазона размеров этих капель по ширине; коллектор, находящийся под желобчатым элементом и проходящий на значительное расстояние вдоль указанного желобчатого элемента, причем указанный коллектор имеет конфигурацию в своем поперечном сечении, соответствующую по своей форме букве U, обращенной просветом вверх, а указанный желобчатый элемент вставлен в указанный коллектор и частично входит при этом в нижнюю его часть; и средство, предназначенное для того, чтобы обеспечить подвод сжатого, либо подаваемого вентилятором воздуха в указанный коллектор с целью охлаждения указанного желобчатого элемента. А также способ подачи под действием собственного веса отдельных капель способной поддаваться формовке стекломассы, имеющих ширину в пределах установленного весьма широкого диапазона размеров этих капель по ширине, от источника таких капель стекломассы в соответствующую секцию стеклоформующей машины для формовки стеклянной тары. 2 н. и 3 з.п.ф-лы, 4 ил.
| US 4529431 A, 16.07.1985.SU 903309 А1, 07.02.1982.SU 1286542 A1, 30.01.1987.JP 63236718 A, 03.10.1988.JP 55144425 A, 11.11.1980.US 3650723 A, 21.03.1972. |

