Техническое решение относится к устройствам для получения гранулята из расплава стекломассы и может использоваться в производстве стеклянной тары и других изделий из стекла.
Современные стеклотарные предприятия в большинстве случаев являются безотходными производствами, на которых внутризаводские отходы стекла собираются на так называемых «горячих» и «холодных» концах технологических линий и после минимальной обработки, включающей гранулирование, дробление и магнитную сепарацию, возвращаются обратно в производственный процесс. Отходы стекла на «горячих» концах образуются в тех случаях, когда некоторые капли расплавленной стекломассы и отдельные горячие бутылки с дефектами формования сбрасываются по направляющим трубам и поворотным лоткам в гранулятор, выполненный обычно в форме цепного скребкового конвейера, погруженного в ванну с водой. От контакта с холодной водой в таком грануляторе капли расплавленной стекломассы и горячие бутылки испытывают термический удар и рассыпаются на мелкие фрагменты, которые впоследствии вместе с шихтой загружаются в стекловаренную печь.
Реже для такой термической грануляции стекла используются водонаполненные вибрационные конвейеры, имеющие по сравнению со скребковыми грануляторами более простую конструкцию. Как правило, вибрационные грануляторы имеют меньшую (5-6 метров) длину по сравнению со скребковыми аппаратами, поэтому для сбора и грануляции отходов стекла, образующихся на «горячих концах» производства стеклянных изделий, требуется несколько вибрационных грануляторов, устанавливаемых последовательно в общей технологической цепочке. Обычно число вибрационных грануляторов, располагающихся в подмашинном помещении производства стеклянной тары, соответствует количеству стеклоформующих автоматов и равняется трем-четырем.
Иногда общее количество вибрационных грануляторов увеличивают на один-два аппарата. Подобная ситуация возникает в тех случаях, когда в одном из трех-четырех каналов питателей, подающих расплавленное бесцветное стекло в соответствующие стеклоформующие автоматы, осуществляется окрашивание стекломассы с помощью специальной легкоплавкой фритты. При этом появляется возможность при варке бесцветного стекла в общей стекловаренной печи производить одновременно на разных машинах бесцветную и цветную стеклотару. Такая технология окрашивания стекломассы в канале питателя позволяет не только оперативно менять цвет изделий, но и в отличие от окрашивания стекломассы в печи, существенно снижает потери стекла во время прямых и обратных процессов перекрашивания.
Однако при использовании технологии окрашивания стекломассы в одном из каналов
питателей возникают определенные технические проблемы, связанные с рециклингом цветного стеклобоя, который нельзя подавать в общую линию сбора и утилизации бесцветного стеклобоя при одновременном изготовлении бесцветной и цветной стеклотары. В таких случаях требуются дополнительные линии сбора и утилизации цветного стеклобоя как на «горячих», так и на «холодных» концах производства. Для сбора цветного стеклобоя на «горячем» конце дополнительно к гранулятору бесцветного стекла необходимо устанавливать гранулятор цветного стекла, что в стесненных условиях подмашинного помещения не всегда возможно (особенно, если используются скребковые цепные грануляторы).
В этой связи вибрационные грануляторы стекломассы более предпочтительны, так как имеют меньшие габариты и легче интегрируются в линии рециклинга стеклобоя. Но даже при использовании только вибрационных грануляторов требуется дополнительный гранулятор стекломассы, который применяется для грануляции отходов стекла и используется периодически во время перекрашивания стекломассы в одном из каналов питателей. Поскольку перекрашивание стекломассы при этом может осуществляться всего один-два раза в год, коэффициент использования подобного дополнительного оборудования низок. Поэтому представляет интерес создание такого универсального гранулирующего агрегата, который мог бы работать в общей линии рециклинга стеклобоя в независимости от цвета производимой стеклотары.
Известен гранулятор стекломассы [1], включающий в себя наклонный лоток, смонтированный с возможностью вибрации, и разделитель потока расплава стекла на струи. Нижняя часть наклонного лотка перфорирована и снабжена приводом качания, обеспечивающим колебания лотка перпендикулярно его дну. Верхняя часть лотка оборудована подводом воды, интенсифицирующей охлаждение стекломассы и образование стекло гранулята.
Данный гранулятор может эффективно использоваться при малотоннажных производствах фритты и других изделий из стекла, а также при сливе стекломассы из горшковых печей и печей периодического действия. Также подобные устройства можно применять при регулируемом сливе загрязненной стекломассы из придонных слоев выработочного канала в производстве стеклянной тары. Но ввиду ограниченной производительности этот аппарат не может использоваться в качестве основного гранулятора стекломассы, устанавливаемого на «горячем» конце. Это обусловлено еще и тем, что горячие бутылки с дефектами формования, которые так же, как и отдельные капли стекломассы, должны утилизироваться, не могут быть поданы в лоток гранулятора из-за его конструктивных особенностей.
Известен также трубный вибрационный гранулятор стекла [2], выполненный на основе трубного вибрационного питателя, в который вместе с потоком воды направляются утилизируемые капли стекломассы и горячие бутылки. Трубные вибрационные грануляторы имеют малые габариты, что позволяет оптимально размещать их в стесненных условиях подмашинных помещений. Однако использовать их в качестве самостоятельных и отдельно работающих технологических агрегатов нельзя, так как в горизонтально расположенной трубе питателя разделение стеклобоя от интенсивного потока воды не происходит. Поэтому выход такого механизма должен быть обязательно соединен с входом ванны основного скребкового гранулятора. Сам же трубный вибрационный гранулятор при таком использовании в большей степени применяется в качестве промежуточного вибрационного конвейера с однонаправленным движением потока воды и стеклогранулята. Причем транспортирование стеклогранулята в таком механизме происходит только в одну сторону.
Наиболее близким техническим решением к заявляемому устройству является вибрационный гранулятор стекломассы лоткового типа [2], содержащий: опорную раму; виброизолирующие пружинные амортизаторы; наполненный водой транспортирующий вибрационный лоток, снабженный двумя дебалансными электрическими вибраторами, и состоящий из горизонтального корытообразного желоба и примыкающего к нему наклонного желоба, разгрузочный выход которого приподнят на 150-200 мм выше уровня воды. При этом дебалансные электрические вибраторы устанавливаются на ребрах жесткости транспортирующего лотка таким образом, что угол направления их колебаний составляет примерно 20 - 30° по отношению к продольной оси гранулятора, а линия действия результирующей возмущающей силы проходит через центр инерции всей колебательной системы.
Поскольку длина одного подобного гранулятора обычно не превышает 5-6 метров, для сбора отходов стекла, образующихся на «горячих» концах производства стеклянной тары, содержащего несколько стеклоформующих машин, требуется 3-4 таких агрегата, установленных последовательно в линию. Наряду с линейным размещением возможны и другие варианты расположения грануляторов, предусматривающие параллельную, под углом друг к другу или Г-образную расстановку.
Малые габариты данного оборудования создают некоторые преимущества по его размещению, особенно в тех случаях, когда необходимо минимизировать занимаемую площадь и оптимизировать направление транспортирования утилизируемого стеклобоя, учитывая при этом наличие в производственном помещении возможных преград в виде строительных колонн, вентиляторов, воздуховодов и пр. Другим неоспоримым преимуществом вибрационного гранулятора стекломассы лоткового типа является отсутствие у него громоздких тяговых цепей (такие цепи применяются в конструкциях скребковых грануляторов [3]), которые в процессе эксплуатации растягиваются и рвутся, вследствие чего происходит изгибание и перекос скребковых лопаток, а также их заклинивание.
Однако даже малые габариты таких вибрационных грануляторов стекломассы лоткового типа не всегда позволяют расположить дополнительный гранулятор в подмашинном помещении в случае, когда на одной из стеклоформующих машин попеременно производится бесцветная и цветная тара. Обычно для исключения возможности попадания отходов горячего цветного стекла в общую линию рециклинга бесцветного стеклобоя (при окрашивании бесцветной стекломассы в одном из каналов питателей) устанавливают либо дополнительный гранулятор цветного стекла, размещаемый рядом с гранулятором бесцветного стекла, либо используют сменный контейнер, наполненный водой [4]. Но и то и другое не всегда возможно из-за ограниченных площадей в подмашинном помещении и сложности замены сменных контейнеров. Также при установке дополнительного гранулятора цветного стекла требуется механизм переключения сбрасываемого стекла от общей стеклоформующей машины в тот или иной гранулятор в зависимости от того, используется или нет режим окрашивания бесцветной стекломассы в канале питателя. Как и в трубном вибрационном грануляторе, в грануляторе лоткового типа нет функции изменения направления транспортирования термически измельченного стекла.
Решаемая задача - расширение функциональных возможностей вибрационного гранулятора стекломассы лоткового типа за счет возможности изменения (реверсирования) направления движения цветного и бесцветного стеклогранулята в грануляторе и упрощение общей схемы рециклинга стеклобоя при периодическом перекрашивании бесцветной стекломассы в одном из каналов питателей стекломассы производства стеклянной тары.
Этот технический результат достигается тем, что вибрационный гранулятор стекломассы лоткового типа, содержащий опорную раму с виброизолирующими пружинными амортизаторами, первый и второй дебалансные электрические вибраторы, наполненный водой транспортирующий вибрационный лоток, состоящий из горизонтального корытообразного желоба, снабженного патрубками слива воды, и примыкающего к нему первого наклонного желоба, транспортирующая поверхность которого наклонено вверх под углом 12-15° по отношению к транспортирующей поверхности горизонтального корытообразного желоба, а разгрузочный выход приподнят на 150-180 мм выше уровня воды, находящейся в транспортирующем вибрационном лотке, при этом первый и второй дебалансные электрические вибраторы, закрепленные в нижней части транспортирующего лотка на боковых поверхностях соответствующих ребер жесткости, расположены таким образом, что угол направления их колебаний составляет 20-30° по отношению к продольной горизонтальной оси транспортирующего вибрационного лотка, а линия действия результирующей возмущающей силы от первого и второго дебалансных электрических вибраторов направлена в сторону рагрузочного выхода первого наклонного желоба и проходит через центр инерции всей колебательной системы, дополнительно содержит второй наклонный желоб, примыкающий к горизонтальному корытообразному желобу с противоположной стороны по отношению к первому наклонному желобу и образующий с транспортирующим вибрационным лотком общий внутренний объем, заполненный водой, а также третий и четвертый дебалансные электрические вибраторы, закрепленные в нижней части транспортирующего вибрационного лотка на боковых поверхностях соответствующих ребер жесткости, причем третий и четвертый дебалансные электрические вибраторы, находящиеся с противоположной стороны центра инерции всей колебательной системы, установлены симметрично относительно первого и второго дебалансных вибраторов и расположены таким образом, что угол направления их колебаний составляет 150-160° по отношению к продольной горизонтальной оси транспортирующего вибрационного лотка, а линия действия результирующей возмущающей силы от третьего и четвертого дебалансных электрических вибраторов проходит через центр инерции всей колебательной системы и направлена в сторону разгрузочного выхода второго наклонного желоба, транспортирующая поверхность которого выполнена с наклоном вверх под углом 165-168° по отношению к транспортирующей поверхности горизонтального корытообразного желоба, при этом разгрузочный выход второго наклонного желоба приподнят на 150-180 мм выше уровня воды, находящейся в транспортирующем вибрационном лотке, и расположен с противоположной стороны от разгрузочного выхода первого наклонного желоба.
Отличием данного технического решения от известного уровня техники является наличие у вибрационного гранулятора стекломассы лоткового типа второго наклонного желоба, примыкающего к горизонтальному корытообразному желобу с противоположной стороны по отношению к первому наклонному желобу. При этом второй наклонный желоб образует общий внутренний объем с транспортирующим вибрационным лотком, который заполнен водой, а его транспортирующая поверхность наклонена под углом 165-168° по отношению к транспортирующей поверхности горизонтального корытообразного желоба таким образом, что разгрузочный выход второго наклонного желоба приподнят на 150-180 мм выше уровня воды, находящейся в транспортирующем вибрационном лотке. Дополнительный наклонный желоб при этом позволяет транспортировать гранулируемое стекло в два противоположных направления. Это дает возможность направлять бесцветный стеклобой к выходу первого наклонного желоба, связанного с общей цепочкой рециклинга, состоящей из нескольких вибрационных грануляторов, а цветной стеклобой при окрашивании стекломассы в канале питателя направлять с помощью второго наклонного желоба в другую сторону, исключая попадание цветных отходов в схему утилизации бесцветного стекла.
Другой отличительной особенностью данного технического решения является наличие у вибрационного гранулятора стекломассы лоткового типа третьего и четвертого дебалансных электрических вибраторов, находящихся с противоположной стороны центра инерции всей колебательной системы и установленных симметрично относительно первого и второго дебалансных электрических вибраторов. Причем угол направления колебаний третьего и четвертого дебалансных электрических вибраторов составляет 150-160° по отношению к продольной горизонтальной оси транспортирующего вибрационного лотка. Наличие двух дополнительных вибраторов, а также определенное место их установки и направление результирующей возмущающей силы от их действия позволяет дистанционно управлять направлением движения стеклогранулята в грануляторе. При этом дополнительные транспортные механизмы, изменяющие направление транспортирования стеклогранулята, не требуются. Не требуется и дополнительная площадь для установки отдельного гранулятора цветного стекла, что очень важно для стесненных условий подмашинных помещений производства стеклянной тары.
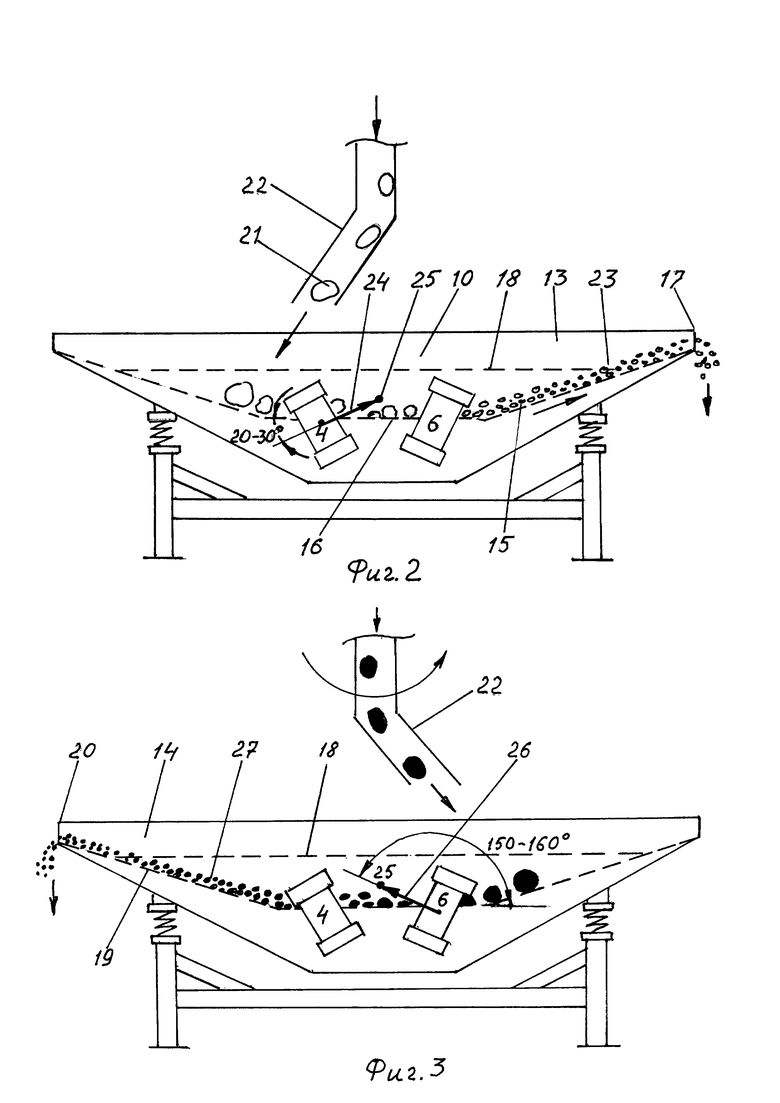
Принцип работы вибрационного гранулятора стекломассы поясняется чертежами, на Фиг. 1 которых изображен общий вид гранулятора, на Фиг. 2 показано направление колебаний от работы первого и второго дебалансных электрических вибраторов, на Фиг. 3 показано направление колебаний от работы третьего и четвертого дебалансных электрических вибраторов, на Фиг. 4 - фрагмент схемы рециклинга стеклобоя при производстве бесцветной стеклянной тары, а на Фиг. 5 - фрагмент схемы рециклинга стеклобоя при одновременном производстве бесцветной и окрашенной стеклянной тары.
Вибрационный гранулятор стекломассы (Фиг. 1) содержит: опорную раму 1 с виброизолирующими пружинными амортизаторами 2, 3; первый, второй, третий и четвертый дебалансные электрические вибраторы 4, 5, 6, 7, закрепленные на боковых поверхностях соответствующих ребер жесткости 8, 9; наполненный водой транспортирующий вибрационный лоток, состоящий из горизонтального корытообразного желоба 10 с патрубками 11, 12 слива воды и примыкающих к нему с разных сторон первого наклонного желоба 13 и второго наклонного желоба 14. Транспортирующая поверхность 15 первого наклонного желоба наклонена вверх под углом 12 -15° по отношению к транспортирующей поверхности 16 горизонтального корытообразного желоба, а разгрузочный выход 17 первого наклонного желоба приподнят на 150-180 мм выше уровня 18 воды, находящейся в транспортирующем вибрационном лотке.
Транспортирующая поверхность 19 второго наклонного желоба 14, наклонена вверх под углом 165-168° по отношению к транспортирующей поверхности горизонтального корытообразного желоба, а разгрузочный выход 20 приподнят на 150-180 мм выше уровня воды, находящейся в транспортирующем вибрационном лотке.
Работа вибрационного гранулятора стекломассы в линии рециклинга отходов бесцветного стекла, образующихся на «горячем» конце производства стеклянной тары осуществляется следующим образом. Отдельные капли расплавленной стекломассы 21, а также горячие бутылки с дефектами формования сбрасываются по направляющему лотку 22 (Фиг. 2) от стеклоформующих машин вниз в подмашинное помещение и попадают в холодную воду, которая заполняет внутренний объем транспортирующего вибрационного лотка. От термического удара горячее стекло рассыпается на мелкие фрагменты (гранулы) 23. Измельчению стекла также способствуют и направленные колебания вибрационного лотка, генерируемые дебалансными электрическими вибраторами 4, 5. Эти колебания придают частицам стекла движение вперед и частично вверх, что позволяет двигаться им сначала вперед по горизонтальной поверхности 16 горизонтального корытообразного желоба 10, а потом и по наклонной транспортирующей поверхности 15 первого наклонного желоба 13 к его выходу 17.
Направление колебаний первого и второго электрических дебалансных вибраторов 4, 5 составляет 20-30° (это оптимальный рекомендуемый угол [5]) по отношению к продольной оси транспортирующего вибрационного лотка. При этом вектор 24 (линия) действия результирующей возмущающей силы от первого и второго вибраторов 4, 5 проходит через центр 25 инерции (центр массы) всей колебательной системы и направлен в сторону разгрузочного выхода 17. Поскольку данный вибрационный гранулятор имеет симметричную конструкцию, центр 25 инерции у него находится посередине между попарно расположенными вибраторами 4, 5, 6, 7.
Подъем разгрузочного выхода 17 первого наклонного желоба 13 на 150-180 мм выше уровня воды обеспечивает отделение гранулированного стекла от воды, а угол наклона 12-15° транспортирующей поверхности 15 (по отношению к транспортирующей поверхности горизонтального корытообразного желоба) способствует движению стеклогранулята вперед и вверх при воздействии на него результирующей возмущающей силы. Поскольку этот угол меньше угла естественного откоса стеклобоя, то отдельные частицы стеклогранулята при своем движении вперед не скатываются назад (их удерживают силы трения), а продвигаются к выходу. Движение стеклогранулята вперед и вверх по данной поверхности обеспечивается еще и тем, что вектор результирующей возмущающей силы направлен под углом 20-30°, что больше угла наклона транспортирующей поверхности первого наклонного желоба.
Излишки воды, образующиеся во внутреннем объеме транспортирующего вибрационного лотка при сбросе в гранулятор стекла, переливаются через патрубки 11, 12 слива воды и направляются в систему оборотного водоснабжения (не показана).
В режиме реверсирования направления движения стеклогранулята в вибрационном грануляторе стекломассы электрические дебалансные вибраторы 4, 5 выключаются, а вибраторы 6, 7 включаются. При этом угол направления их колебаний составляет 150-160° (зеркально и симметрично по отношению к углу 20-30°) по отношению к продольной оси транспортирующего вибрационного лотка, а вектор (линия) 26 действия результирующей возмущающей силы от третьего и четвертого вибраторов 6, 7 направлена в противоположную сторону (Фиг. 3) от направления действия возмущающей силы, вызванной работой первого и второго вибраторов, и проходит через центр инерции 25. То есть происходит режим реверсирования направления колебаний и загружаемый цветной стеклогранулят 27 начинает двигаться к разгрузочному выходу 20 второго наклонного желоба 14. Причем особенности движения стеклогранулята по транспортирующей поверхности 19 второго наклонного желоба аналогичны особенностям перемещения стеклогранулята, двигающегося в противоположном направлении по первому наклонному желобу. Угол наклона транспортирующей поверхности 19 равный 165-168° при этом зеркально симметричен углу наклона 12-15° транспортирующей поверхности 15. А разгрузочный выход второго наклонного желоба также приподнят над поверхностью воды, чтобы осуществлять ее отделение от стеклогранулята. Движение стеклогранулята вперед и вверх по данной поверхности обеспечивается еще и тем, что вектор 26 результирующей возмущающей силы направлен под углом 150-160°, что выше угла наклона транспортирующей поверхности второго наклонного желоба.
Поясним работу данного вибрационного гранулятора стекломассы в составе линии рециклинга стеклобоя. В рассматриваемой линии производства бесцветной стеклянной тары (Фиг. 4) используются четыре последовательно соединенных вибрационных гранулятора 28, 29, 30, 31, в которые сбрасываются отходы от соответствующих стеклоформующих машин 32, 33, 34, 35. При этом грануляторы 29, 30, 31 имеют по одному наклонному желобу, с каждого выхода которого образующийся гранулят перегружается в последующий транспортный механизм, а первый гранулятор 28 имеет два наклонных желоба, направленных в противоположные стороны. С разгрузочного выхода вибрационного гранулятора стекломассы 31, являющегося первым выходом общей транспортной цепочки последовательно соединенных грануляторов 28, 29, 30, 31, утилизируемый бесцветный стеклобой сбрасывается на ленточный конвейер 36 и с помощью ленточного ковшового элеватора 37 направляется в промежуточный бункер 38 запаса бесцветного стеклобоя. В этом случае на всех стеклоформующих машинах производится бесцветная стеклотара.
Утилизируемые отходы бесцветного стекла при этом со стеклоформующей машины 32 попадают в вибрационный гранулятор 28, с первого выхода которого образующийся бесцветный стеклогранулят перегружается сначала в гранулятор 29, а затем при последовательных перегрузках с одного гранулятора в другой транспортируется в бункер 38.
Чтобы обеспечить такой режим работы и соответствующее направление выгрузки стеклогранулята из гранулятора 28 в гранулятор 29 и далее, в грануляторе 22 включаются в работу первый и второй дебалансные электрические вибраторы 4, 5.
При смене ассортимента выпускаемой продукции и окрашивании бесцветной стекломассы в канале питателя стеклоформующей машины
32 в гранулятор 28 с «горячего» конца начинают поступать отходы цветного стекла (Фиг. 5), которые нельзя транспортировать в гранулятор 29 и далее в промежуточный бункер 38 запаса бесцветного стеклобоя. Однако бесцветный стеклобой из грануляторов 29, 30, 31 продолжает поступать в этот бункер.
Чтобы обеспечить такой режим работы, у гранулятора 28 выключаются первый и второй дебалансные электрические вибраторы 4, 5, а третий и четвертый дебалансные электрические вибраторы 6, 7 включаются.
С разгрузочного выхода 20 при этом цветной стеклогранулят поступает на ленточный конвейер 39 и далее с помощью элеватора 40 загружается в промежуточный бункер запаса 41 линии рециклинга цветного стеклобоя.
Таким образом, используя только один вибрационный гранулятор стекломассы, содержащий два разгрузочных выхода и имеющий возможность работы в режиме реверса, можно оптимально разделять потоки цветного и бесцветного стеклобоя, минимизируя при этом количество оборудования, устанавливаемого в стесненных условиях подмашинного помещения производства стеклянной тары, а также исключая смешивание цветных и бесцветных отходов стекла «горячего» конца.
Источники информации, на которые следует обратить внимание при экспертизе:
1. В.А. Гороховский, Г.Ф. Повитков. Авторское свидетельство СССР №1381080. Гранулятор стекломассы. Опубл. 15.03.88. Бюл. №10.
2. В.В. Ефременков, В.А. Медведев. Технологические аспекты использования вибрационных грануляторов стекломассы в производстве стеклянной тары // Glass Russia - 2018. №3. С. 56-60.
3. В.М. Высоцкий. Патент РФ на полезную модель №122589. Гранулятор. Гранулятор. Опубл. 10.12.2012. Бюл. №34.
4. В.В. Ефременков. Особенности проектирования линий обратного стеклобоя в производстве стеклянной тары // Стекло и керамика - 2016. №8. С. 21-27.
5. А.О. Спиваковский, В.К. Дьячков. Транспортирующие машины. Изд. 2-е, перераб. и доп. М. изд-во «Машиностроение». 1968. 504 стр.



Изобретение относится к вибрационному гранулятору стекломассы. Гранулятор содержит наполненный водой транспортирующий вибрационный лоток, состоящий из горизонтального корытообразного желоба, снабженного патрубками слива воды, и двух наклонных желобов, расположенных с противоположных сторон горизонтального корытообразного желоба. Транспортирующая поверхность первого наклонного желоба, разгрузочный выход которого приподнят на 150-180 мм выше уровня воды в транспортирующем лотке, наклонена вверх под углом 12-15° по отношению к транспортирующей поверхности горизонтального корытообразного желоба. Движение стеклогранулята в сторону разгрузочного выхода первого наклонного желоба обеспечивается первым и вторым дебалансными электрическими вибраторами, которые расположены на ребрах жесткости так, что угол направления их колебаний составляет 20-30° по отношению к продольной оси транспортирующего вибрационного лотка. Наклон транспортирующей поверхности второго наклонного желоба, разгрузочный выход которого также приподнят на 150-180 мм выше уровня воды и находится с противоположной стороны, составляет 165-168°. Движение стеклогранулята по этой поверхности в сторону разгрузочного выхода второго наклонного желоба обеспечивается в режиме реверсирования третьим и четвертым дебалансными электрическими вибраторами, которые находятся на ребрах жесткости с противоположной стороны от центра инерции и расположены так, что угол направления их колебаний составляет 150-160° по отношению к продольной оси транспортирующего вибрационного лотка. Техническая задача - расширение функциональных возможностей за счет обеспечения режима реверсивного движения стеклогранулята, при котором бесцветный стеклогранулят движется в грануляторе в одну сторону, а цветной стеклогранулят перемещается в противоположную сторону. 5 ил.
Вибрационный гранулятор стекломассы, содержащий опорную раму с виброизолирующими пружинными амортизаторами, первый и второй дебалансные электрические вибраторы, наполненный водой транспортирующий вибрационный лоток, состоящий из горизонтального корытообразного желоба, снабженного патрубками слива воды, и примыкающего к нему первого наклонного желоба, транспортирующая поверхность которого наклонена вверх под углом 12-15° по отношению к транспортирующей поверхности горизонтального корытообразного желоба, а разгрузочный выход приподнят на 150-180 мм выше уровня воды, находящейся в транспортирующем вибрационном лотке, при этом первый и второй дебалансные электрические вибраторы, закрепленные в нижней части транспортирующего лотка на боковых поверхностях соответствующих ребер жесткости, расположены таким образом, что угол направления их колебаний составляет 20-30° по отношению к продольной оси транспортирующего вибрационного лотка, а линия действия результирующей возмущающей силы от первого и второго дебалансных электрических вибраторов направлена в сторону разгрузочного выхода первого наклонного желоба и проходит через центр инерции всей колебательной системы, отличающийся тем, что транспортирующий лоток содержит второй наклонный желоб, примыкающий к горизонтальному корытообразному желобу с противоположной стороны по отношению к первому наклонному желобу и образующий с транспортирующим вибрационным лотком общий внутренний объем, заполненный водой, а также третий и четвертый дебалансные электрические вибраторы, закрепленные в нижней части транспортирующего вибрационного лотка на боковых поверхностях соответствующих ребер жесткости, причем третий и четвертый дебалансные электрические вибраторы, находящиеся с противоположной стороны центра инерции всей колебательной системы, установлены симметрично относительно первого и второго дебалансных вибраторов и расположены таким образом, что угол направления их колебаний составляет 150-160° по отношению к продольной оси транспортирующего вибрационного лотка, а линия действия результирующей возмущающей силы от третьего и четвертого дебалансных электрических вибраторов проходит через центр инерции всей колебательной системы и направлена в сторону разгрузочного выхода второго наклонного желоба, транспортирующая поверхность которого выполнена с наклоном вверх под углом 165-168° по отношению к транспортирующей поверхности горизонтального корытообразного желоба, при этом разгрузочный выход второго наклонного желоба приподнят на 150-180 мм выше уровня воды, находящейся в транспортирующем вибрационном лотке, и расположен с противоположной стороны от разгрузочного выхода первого наклонного желоба.
| ЕФРЕМЕНКОВ В.В | |||
| Технологические аспекты использования вибрационных грануляторов стекломассы в производстве стеклянной тары, GlassRussia, 2018, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Гранулятор стекломассы | 1986 |
|
SU1381080A1 |
| ГРАНУЛЯТОР СТЕКЛА | 1991 |
|
RU2008279C1 |
| Гранулятор | 1979 |
|
SU852339A1 |
| CN 201288127 Y, 12.08.2009 | |||
| ЭНДОПРОТЕЗ ТАЗОБЕДРЕННОГО СУСТАВА И УСТРОЙСТВО ДЛЯ ЕГО УСТАНОВКИ | 2005 |
|
RU2309706C2 |
| ДВУХКАНАЛЬНЫЙ ОПТИЧЕСКИЙ ИЗМЕРИТЕЛЬ СКОРОСТИ | 1997 |
|
RU2124732C1 |

