Изобретение относится к способу и устройству для ориентированного по кромке ленты смещения промежуточных валков в 6-валковой клети, включающей в себя по одной паре рабочих, промежуточных и опорных валков, причем, по меньшей мере, промежуточные и рабочие валки взаимодействуют с устройствами для осевого смещения, и каждый промежуточный валок имеет удлиненную на ход CVC-смещения бочку с односторонней сошлифованной областью в зоне кромки ленты.
Требования к качеству холоднокатаной ленты в отношении допусков по толщине, достигаемых конечных толщин, профилей и плоскостности ленты и т.д. постоянно возрастали в процессе развития. За счет этого развития требования к более гибким концепциям и принципам работы клетей все сильнее ужесточаются, с тем чтобы оптимально соответствовать прокатываемому конечному изделию.
Для классических конструкций клетей кварто и сексто помимо базовых концепций с гибочными системами и постоянными бочкообразностями валков в качестве влияющих на раствор валков установочных органов существуют в основном две другие концепции клетей, дополнительно влияющие на раствор валков за счет смещения рабочих или промежуточных валков, основанного на разных принципах действия. Это - технология CVC/CVC-плюс и технология ориентированного по кромке ленты смещения валков.
До сих пор обе технологии требуют отдельных концепций клетей, поскольку для них требуется разная геометрия валков.
В классической CVC-технологии (технологии с непрерывно изменяющейся бочкообразностью валков) длина бочки смещаемых валков всегда на ход осевого смещения больше, чем неподвижные несмещаемые валки. Этим достигается то, что смещаемые валки кромками своих бочек не могут попасть под бочки неподвижных валков. Это предотвращает поверхностные повреждения или маркировки.
CVC-технология описана, например, в JP-А-11-57821 и ЕР-А-0258482.
По сравнению с этим в технологии ориентированного по кромке ленты смещения в комплекте валков используют валки с одинаковой длиной бочки. Смещаемые валки имеют при этом с одной стороны в зоне кромки ленты соответствующую геометрическую форму, в частности снабжены конусом. За счет этого должны быть уменьшены локально возникающие пики нагрузки.
Принцип действия основан на ориентированном по кромке ленты продвижении кромки бочки либо перед, либо до, либо даже за кромку ленты. В частности, в 6-валковых клетях смещение промежуточного валка под опорный валок ведет к целенаправленному влиянию на эффективность положительного прогиба рабочих валков.
Эта технология известна, например, из ЕР-А-0026903, DE-А-19811633 и публикации Y. Kurata et al. "Multipurpose, High-performance Fully Continuous Tandem Cold Mill", Hitachi Review, Hitachi Ltd., Tokyo, JP, Bd. 42, Nr. 4, 01-88-1993, стр. 151-156.
В основе изобретения лежит задача реализации обеих технологий за счет единого принципа действия в концепции клети с геометрически одинаковым комплектом валков.
Для решения этой задачи у способа ориентированного по кромке ленты смещения промежуточных валков в 6-валковой клети описанного в ограничительной части пункта 1 рода изобретение предлагает, что промежуточные валки смещают относительно нейтрального положения смещения (Szw = 0 мм), середины клети, симметрично соответственно на одинаковую величину в направлении их оси и положение смещения на разных участках ширины ленты задают посредством кусочно-линейных функций, в основе которых лежат разные положения начала сошлифованной области относительно кромки ленты.
За счет применения промежуточных валков с заполненной сошлифованной областью, а также за счет зависимой от ширины ленты оптимизации положения осевого смещения можно целенаправленно влиять на эффективность положительного прогиба рабочих валков. Таким образом, можно оптимально установить раствор валков.
В качестве основы концепции клети с промежуточными валками для ориентированного по кромке ленты смещения с удлиненной с обеих сторон бочкой валков применяют конфигурацию валков из технологии CVC/CVC-плюс для 6-валковой клети.
Промежуточные валки для ориентированного по кромке ленты смещения с удлиненной с обеих сторон бочкой валков, в частности для осуществления способа согласно изобретению, отличаются тем, что бочка промежуточных валков снабжена сошлифованной областью (х), длина (l) которой разделена на два примыкающих друг к другу участка а и b, вытекающих из следующих уравнений:

участок b: 


За счет этого уменьшаются локально возникающие пики нагрузки, причем принцип действия основан на ориентированном по кромке ленты продвижении кромки бочки либо перед, либо до, либо даже за кромку ленты. В частности, в 6-валковых клетях смещение промежуточного валка под опорный валок ведет к целенаправленному влиянию на эффективность положительного прогиба рабочих валков.
Промежуточный валок отличается далее тем, что переход сошлифованной области (х) между участками а и b, например при заданной длине а = 100 мм с последовательным уменьшением размера d, осуществляют по следующей таблице:
На а:
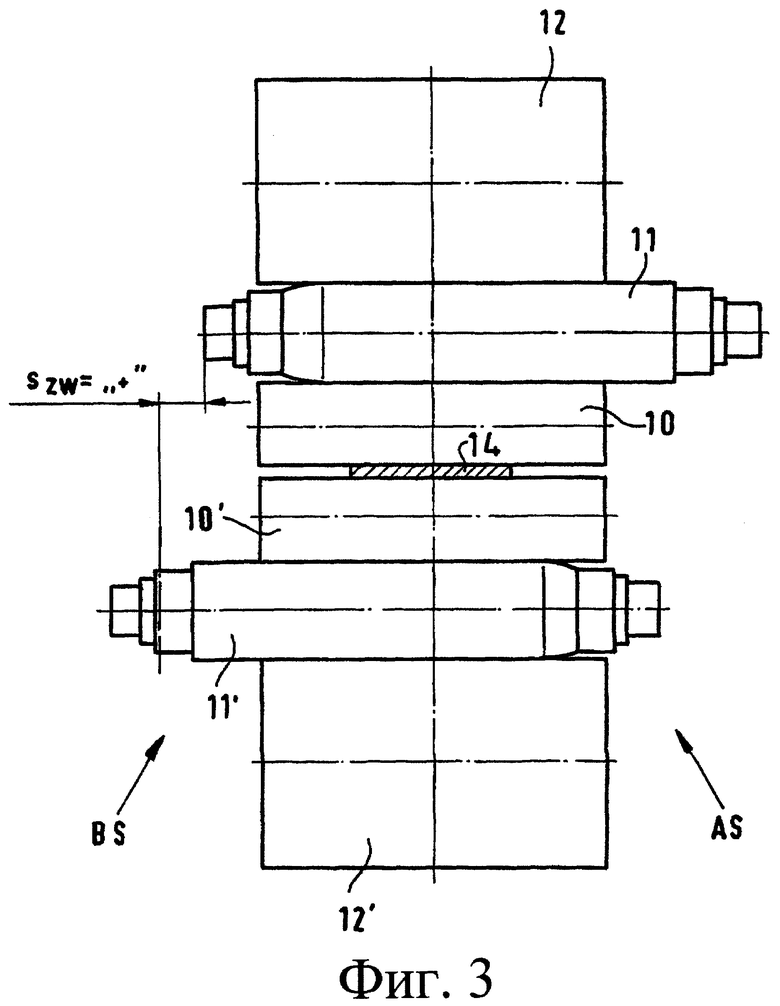
И наконец, благодаря выполнению клети согласно изобретению предусмотрено, что односторонняя сошлифованная область (х) находится на верхнем промежуточном валке предпочтительно со стороны (BS) управления и на нижнем промежуточном валке со стороны (AS) привода и наоборот.
Подробности, признаки и преимущества изобретения приведены в нижеследующем описании некоторых примеров выполнения, схематично изображенных на чертежах, на которых:
на фиг. 1 показана геометрия промежуточного валка без шлифования;
на фиг. 2 - односторонняя сошлифованная область в зоне кромки бочки промежуточного валка;
на фиг. 3 - концепция клети для ориентированного по кромке ленты смещения с удлиненной бочкой промежуточных валков;
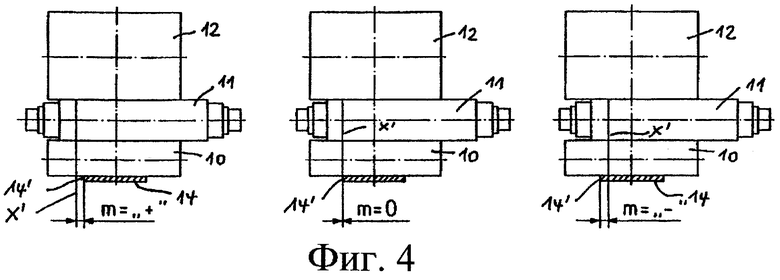
на фиг. 4 - разные положения сошлифованной области промежуточных валков.
Изображенный на фиг. 1 промежуточный валок взят из концепции клети для конфигурации валков из технологии CVC/CVC-плюс для 6-валковой клети. На фиг. 1 показаны рабочий 10, промежуточный 11 и опорный 12 валки. Смещаемый промежуточный валок 11 имеет удлиненную на ход CVC-смещения бочку, которая для нейтрального положения смещения находится посередине плоскости у-у клети.
На фиг. 2 показана односторонняя сошлифованная область х в зоне кромки 13 бочки промежуточного валка 11. Сошлифованная область х имеет длину l, а бочка промежуточного валка 11 имеет от кромки 13 бочки до середины бочки длину В. Длина сошлифованной области х разделяется на два примыкающих друг к другу участка. На первом участке а сошлифованная область следует за уравнением окружности:
(l-x)2 + y2 = R2
Если достигается заданное в зависимости от внешних краевых условий, например усилия прокатки и результирующей из этого деформации валков, минимально требуемое уменьшение 2d диаметра, то сошлифованная область х доходит линейно до кромки 13 бочки. Уменьшение диаметра задают с возможностью свободного прогиба рабочего валка вокруг сошлифованной области х промежуточного валка без возникновения контакта на участке b. Таким образом, длина l сошлифованной области разделяется на участки а и b, вычисляемые по приведенным в пункте 5 уравнениям.
Переход между участками а и b может происходить с непрерывно дифференцируемым переходом или без него.
У другой переходной функции при заданной длине а = 100 мм осуществляют особое уменьшение результирующего из уплощения размера d по приведенной в пункте 7 таблице. Заданная этим функция в переходной зоне более плоская, чем радиус, а на конце - намного круче. По связанным с техникой шлифования причинам переход к цилиндрической части следует осуществлять по соответственно большему уступу на переходе между а и b (примерно 2d).
Как видно на фиг. 3, в нормальном случае односторонняя сошлифованная область находится на верхнем промежуточном валке 11 со стороны BS управления и на нижнем промежуточном валке 11' со стороны AS привода, причем принцип действия не меняется, если сошлифованную область х выполнить на верхнем промежуточном валке 11 со стороны AS привода и на нижнем промежуточном валке 11' со стороны BS управления.
За счет осевого смещения промежуточного валка 11, 11' начало сошлифованной области х располагается вне, на или в пределах кромки 14, 14' ленты, как это показывает фиг. 4. Это позиционирование происходит в зависимости от ширины ленты и свойств материала, благодаря чему можно целенаправленно установить эффективность положительного прогиба рабочих валков. Положительное смещение промежуточного валка 11 означает, что верхний промежуточный валок 11 смещается в направлении AS, а нижний - в направлении BS, как это видно на фиг. 3.
На фиг. 4 показаны положения сошлифованной области промежуточного валка со:
- смещением промежуточного валка вне кромки ленты (m = "+");
- смещением промежуточного валка на кромку ленты (m = 0);
- смещением промежуточного валка в пределах кромки ленты (m = "-").
На различных участках ширины ленты положение смещения задают посредством кусочно-линейных функций, в основе которых лежат разные положения начала сошлифованной области х относительно ширины ленты.
Существенное преимущество описанной концепции клети в том, что с помощью всего одного геометрически одинакового комплекта валков можно реализовать как технологию CVC/CVC-плюс, так и технологию ориентированного по кромке ленты смещения. Больше не требуются валки разных типов. Отличия состоят только в выполняемом шлифовании валков либо по технологии CVC-плюс, либо в сошлифованной области х с приведенными выше заданными значениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИМИЗИРОВАННЫЕ СТРАТЕГИИ СМЕЩЕНИЯ В КАЧЕСТВЕ ФУНКЦИИ ШИРИНЫ ПОЛОСЫ | 2004 |
|
RU2367531C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРАВЛЕНИЯ И ТИПЫ КЛЕТЕЙ ДЛЯ СТАНА ТАНДЕМ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2004 |
|
RU2358819C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2195377C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2218221C2 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КАТАНЫХ ПОЛОС С НУЖНОЙ РАЗНОТОЛЩИННОСТЬЮ ПРОФИЛЯ | 2002 |
|
RU2280518C2 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ЛЕНТ | 1998 |
|
RU2211735C2 |
| ВЫПУКЛЫЙ ВАЛОК ДЛЯ РЕГУЛИРОВАНИЯ ПРОФИЛЯ И ПЛОСКОСТНОСТИ КАТАНОЙ ПОЛОСЫ | 2005 |
|
RU2391154C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПАРОЙ CVC-ВАЛКОВ | 2001 |
|
RU2268795C2 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПОЛУЧЕНИЯ КАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2300432C2 |

Изобретение относится к области холодной прокатки в шестивалковой клети. Задача изобретения - повышение точности геометрических размеров проката. Способ заключается в том, что в 6-валковой клети, включающей в себя по одной паре рабочих, промежуточных и опорных валков, по меньшей мере, промежуточные и рабочие валки взаимодействуют с устройствами для осевого смещения, и каждый промежуточный валок имеет удлиненную на ход смещения бочку с односторонней сошлифованной областью (х) в зоне кромки ленты. В соответствии с изобретением верхний промежуточный валок смещают аксиально в направлении стороны (AS) привода, а нижний промежуточный валок - в направлении стороны (BS) управления или наоборот, причем смещение осуществляют относительно нейтрального положения (Szw = 0 мм) середины (y-y) клети, симметрично соответственно на одинаковую величину в направлении их оси (х-х). Положение смещения на разных участках ширины ленты задают посредством кусочно-линейных функций, в основе которых лежат разные положения начала сошлифованной области относительно кромки ленты. В соответствии с изобретением, кроме того, конфигурация сошлифованной области, выполняемой на валках, регламентируется математическими зависимостями. 2 н. и 1 з.п. ф-лы, 4 ил.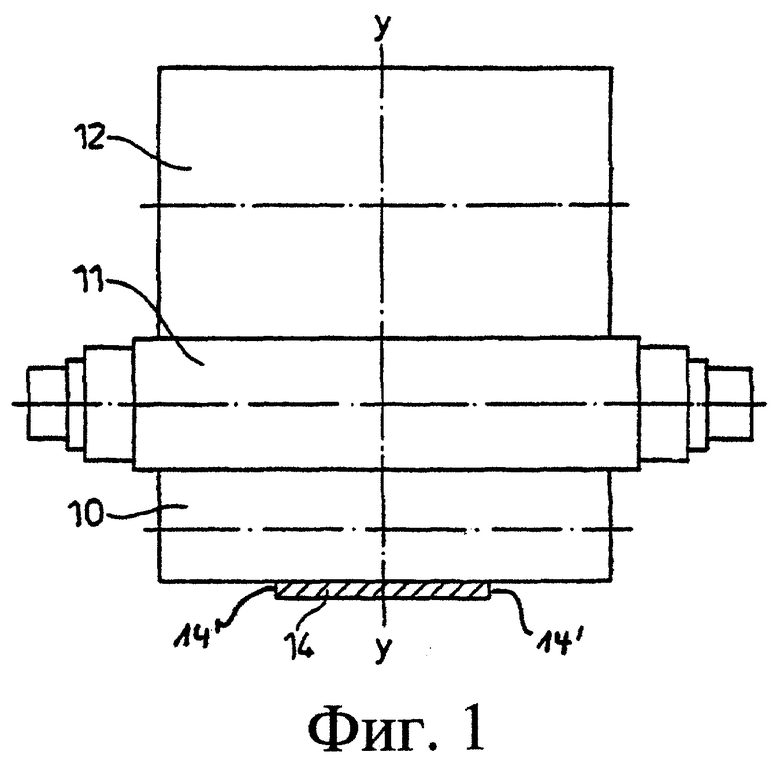

участок b: 


где R - радиус окружности сошлифованной области а,
d - Y(х).
На а:
| Привод к швейным машинам | 1931 |
|
SU26903A1 |

