Изобретение относится к прокатной клети, снабженной имеющими возможность встречного осевого перемещения рабочими валками, опирающимися, в случае необходимости, непосредственно или через промежуточный валок на опорный валок.
В технике прокатки, с одной стороны, имеются полосы и листы, плоские по всей своей длине, ширине и толщине, со сравнительно узкими диапазонами допусков. В то время как для среднего диапазона полос и листов это задача решается достаточно удовлетворительно, в зоне, близкой к краю, возникают профильные аномалии. Причиной этого является спадание упругой деформации валков от нагруженной зоны к ненагруженной зоне рядом с полосой. Эта верхняя граница, начинающаяся в зоне кромки полосы, в сочетании с местным увеличением ширины полосы приводит к заострению кромок прокатных полос с уменьшением толщины полосы в зоне кромок (Edge-Drop).
При этом, чем лучше трение между валками и прокатываемым материалом и чем тоньше рабочие валки, тем неожиданнее происходит это изменение толщины полосы. Чем прочнее прокатываемый материал и чем толще рабочие валки, тем сильнее уменьшается толщина на кромках полосы. При холодной прокатке эта зона заострения кромок, например, у полос шириной 1250 мм может иметь на краевых участках ширину около 15-40 мм, которая, в случае худшего трения между валками и прокатываемым изделием, может увеличиваться, как это часто возникает вследствие шероховатости поверхности валков в последней клети прокатной линии тандем до зоны более 40 мм от кромок полосы. Поэтому часть этой зоны полосы с заостренными кромками и неравномерной толщиной обычно обрезают. Это связано с дополнительной рабочей операцией и дополнительными расходами, а также с дополнительными отходами в скрап.
Из DE 3038865 C1 известна прокатная клеть с парой рабочих валков, имеющих возможность встречного осевого перемещения, а также, в случае необходимости, промежуточными и опорными валками, в которой, кроме всего прочего, без дополнительных расходов уменьшается сжатие на кромках полосы. При этом каждый из перемещаемых валков имеет по меньшей мере на части длины бочки валка криволинейный контур, отличающийся от прямой, параллельной оси, который имеется предпочтительно по всей длине бочки валка, и причем контуры обоих валков из валковой пары дополняют друг друга без зазора исключительно при определенном осевом положении валков. Это позволяет воздействовать на форму прокатного зазора и тем самым на форму поперечного сечения прокатываемой полосы уже за счет незначительного перемещения валков, имеющих криволинейный контур, и уменьшить также сжатие кромок, а также предотвратить заострение кромок; однако воздействие на кромки полосы является возможным только при обработке всей полосы.
В другом известном решении для уменьшения заострения кромок и связанных с этим отходов в скрап предлагается прокатная клеть с двумя рабочими валками, конусно сужающимися на конце, причем один валок комбинируется с другим валком, повернутым на 180o. Валковая пара позиционируется таким образом, что кромки прокатываемой полосы лежат в зоне конусного выступа. Кромка полосы посредством прокатного зазора, увеличивающегося вследствие конусного контура в зоне кромок, обжимается гораздо меньше, чем это обычно имеет место из-за изменения сплющиваемости валков между нагруженной частью поверхности валка и ненагруженной частью рядом с полосой.
Недостатком этого способа является, естественно, то, что при обычном легком прохождении полосы, на ней могут возникать трещины. Причиной этого является то, что в этой зоне валки не сопровождают полосу и поэтому на одной стороне полосы происходит заметное снижение обжатия и увеличение напряжений растяжения.
С другой стороны, большее значение прокатчики придают не уменьшению явления заострения кромок, связанного с обжатием той части полосы, которая идет в скрап, а повышению надежности работы, в том числе и путем уменьшения трещинообразования на полосе. Согласно опыту, этого можно избежать с помощью длинных, при определенных обстоятельствах слегка волнообразных, и поэтому не подвергающихся растяжению кромок полосы. Ограниченное зоной непосредственно кромок полосы непропорциональное удлинение полосы является невозможным или ограниченно возможным в обычных условиях с помощью таких установочных систем, воздействующих на плоскостность, как системы смещения, изгиба валков или термосистемы. Исключение составляет только прокатка очень тонкими рабочими валками, у которых, хотя и достигается воздействие на плоскостность в близкой к кромкам зоне, однако воздействие на середину полосы, по большей части, не оказывается.
Поэтому известных мероприятий оказывается недостаточно для выполнения повышенных требований к точности профиля и плоскостности кромок полосы, и при этом одновременно для предотвращения появления трещин.
В основу изобретения положена задача создать прокатную клеть вышеупомянутого типа, в которой оказывается воздействие на геометрию кромок полосы в плане точности профиля и плоскостности, и уменьшения сжатия кромок полосы, и их заострения, а также предотвращения возникновения трещин.
Эта задача решается признаками пункта 1 формулы изобретения. Предпочтительные формы выполнения изобретения раскрыты в подпунктах.
Изобретение позволяет обеспечить на участке с более высоким изгибом валков как более высокую сплющиваемость, так и большую - по сравнению с остальной его частью - овализацию валка. В зоне меньшего изгиба достигается увеличенный рабочий радиус рабочего валка с соответствующим обжимом, благодаря чему зона полосы, получаемая на этом участке, имеет окончательную длину, большую, чем соседняя часть полосы. Одновременно осуществляется отдельная обработка кромок полосы. При этом характеристика сплющивания при прокатке в зоне кромок полосы может изменяться таким образом, что достигается косвенное регулирование плоскостности кромок полосы.
В то время, как у валков со сплошным по всей длине поперечным сечением сплющиваемость на кромке ленты вследствие дистанционного действия (эффекта матраца) ненагруженной поверхности валков рядом с полосой, подлежащей прокатке, слишком мала, и поэтому местный диаметр валка в зоне кромок и связанное с этим сжатие кромок слишком велико, с помощью валка согласно изобретению у кромок полосы достигается большее сплющивание валка, которое приводит к равномерности толщины полосы по ширине.
Посредством этого возможного воздействия на характеристику сплющиваемости и радиус валков можно, с одной стороны, воздействовать косвенно на толщину кромок полосы и благодаря этому избежать отрицательного заострения кромок полосы. При этом отпадает необходимость в обрезании полос и уменьшаются связанные с этим отходы в скрап, и одновременно повышается срок службы валков. С другой стороны, при этом уменьшается опасность трещинообразования на полосе, в особенности в случае, когда полоса подходит к паре рабочих валков несимметрично относительно центра, а также когда прохождение полосы должно контролироваться, например, с целью направления валков ориентированно относительно кромок полосы. При этом валки согласно изобретению действуют не как известные вышеописанные валки, через несимметричную настройку толщины и тем самым непосредственно, а посредством косвенного воздействия в форме различной сплющиваемости и изменения радиусов с вышеуказанными предпочтительными эффектами на кромках полосы и на самой полосе.
Согласно еще одной форме выполнения предусматривается, что валок состоит из сердечника, проходящего на части длины бочки, который имеет более низкий модуль упругости, чем окружающая его оболочка валка. Если такой валок, который на одном участке валка состоит из комбинации сердечника валка с более низким модулем упругости (например, серый чугун) и оболочки валка с более высоким модулем упругости (например, сталь), а на примыкающем сплошном участке из материала оболочки валка применяется ориентированным относительно кромок полосы, воздействие сказывается как на плоскостности в середине полосы, так и дальше от нее, независимо от плоскостности кромок полосы.
Согласно предпочтительному выполнению изобретения по меньшей мере один валок имеет в зоне между осевыми цапфами и поверхностью оболочки валка по меньшей мере одно углубление, проходящее концентрично оси. Это конструктивное выполнение позволяет, в частности, осуществлять отдельную обработку кромок полосы. Работа валков основана при этом на разной характеристике сплющиваемости части корпуса валка, снабженного концентричным углублением с полученной при этом зоной валка, близкой к оболочке и лежащей над полостью углубления, и сплошного тела валка, примыкающего к центру валка. Благодаря углублению, имеющемуся согласно изобретению с одной стороны или с двух сторон, в зоне кромок полосы удается достичь более высокой сплющиваемости за счет отсутствия внутренней опоры для зоны валка, близкой к оболочке, лежащей над углублением.
В принципе, является возможным выполнить валок согласно изобретению со сплющиваемостью только на конце валка или на конце осевой цапфы. Тогда, в предпочтительной комбинации с другим валком, имеющим такую же конструкцию и возможность осевого перемещения, можно осуществлять позиционирование, ориентированное относительно кромок полосы, в значительной мере, независимо от ее ширины, потому что тогда на каждом валке и поэтому на обеих кромках полосы происходит одинаковое воздействие на характеристику сплющиваемости.
Рекомендуется предусмотреть у валка, имеющего углубление согласно изобретению, кольцевую проточку на переходе между осевой цапфой и примыкающим корпусом валка. Разумеется, возможно и другое месторасположение проточки в зоне между этим переходом в сторону к поверхности оболочки. Углубление может располагаться также в непосредственной близости к поверхности оболочки валка, но тогда следует обратить внимание на то, чтобы зона валка, близкая к оболочке, оставалась достаточно толстой для предотвращения опасности трещинообразования.
Углубление у валка с проточкой проходит предпочтительно от торцевой стороны в направлении к середине валка. Длина углубления может изменяться в соответствии с различными валками и требующимися свойствами прокатки продукта для оптимального воздействия на характеристику сплющиваемости валков и кромки полосы, то есть снижения сжатия кромок и уменьшения заострения кромок. Дополнительная оптимизация получается за счет уже упомянутого, предпочтительного встречного осевого перемещения валковой пары.
У валка с углублением согласно изобретению за счет получающейся выборки материала в зоне краев валка образуется близкая к оболочке зона валка и расположенная внутри зона валка, близкая к оси. Близкая к оболочке зона валка благодаря наличию углубления выполнена лежащей над полостью, то есть в этой, близкой к оболочке зоне валка за счет использования упругой характеристики материала, при крайней нагрузке в процессе прокатки возможно ее отклонение к полости. Следовательно, внешний контур валка в этой зоне сплющивается. При этом форма выполнения не ограничивается лишь одним концентрическим кольцеобразным углублением на каждой торцевой стороне корпуса валка. А именно является возможным разместить несколько концентрических углублений на торцевой стороне корпуса валка.
Наряду с корпусом валка, имеющим углубление с одной стороны, можно предусмотреть углубление, проходящее концентрично оси вращения с обеих торцевых сторон в зону между осевыми цапфами и поверхностью оболочки в корпусе валка. При этом в рамках комбинационных возможностей можно выполнить два соответствующих валка, снабженных с двух сторон углублениями, или обычный валок и валок, имеющий с двух сторон углубления.
Форма концентрического углубления, в принципе, может быть любой. Она ориентирована предпочтительно на желаемую характеристику корпуса валка и может предварительно определяться оптимально с помощью системы расчетов.
Согласно одной форме выполнения поверхность углубления, более близкая - если смотреть в радиальном направлении - к оси валка, проходит параллельно оси валка, в то время как поверхность углубления, более близкая к оболочке валка, выполнена конусно сходящейся к дну углубления.
В следующей форме выполнения поверхности углубления, как более близкая к оси валка, так и более близкая к оболочке валка, проходят параллельно оси валка, вплоть до дна углубления, и при этом имеют - если смотреть по поперечному сечению - одинаковое расстояние друг от друга.
В измененном варианте выполнения углубление может проходить преимущественно не параллельно оси валка, а, начиная от своей зоны входа с торцевой стороны, проходит либо в направлении к оси валка, либо в направлении к поверхности оболочки, то есть может быть выполнено сходящимся или расходящимся.
Внешний контур валка с углублением может быть любым. В ненагруженном состоянии внешний контур валка со сплошным поперечным сечением совпадает с внешним контуром краевой зоны с углублением. Речь при этом может идти о цилиндрическом валке или валке бочкообразной формы с обычной бочкой. Однако с таким же успехом могут применяться особые формы, например CVC-валок (имеющий форму кегли). В принципе, форма и характер поверхности оболочки ничем не ограничены; она может иметь любую форму.
В то время как валок с углублением согласно изобретению после соответствующего позиционирования с ориентацией относительно кромок полосы испытывает, вследствие отсутствия в зоне кромки полосы опоры изнутри, большую сплющиваемость и, вследствие этого, снижается заострение кромок ленты, согласно другому аспекту изобретения предусматривается, что общая упругость краевой зоны поверхности валка, в зависимости от выбора материала или комбинации материалов наполнительного элемента, целиком заполняющего углубление, может по выбору регулироваться. Общая упругость краевой зоны складывается в этом случае из упругости оболочки корпуса валка и упругости наполнительного элемента. При этом материал наполнительного элемента имеет меньший, чем у корпуса валка, модуль упругости, для того чтобы отрегулировать благодаря этому упругую зону края валка.
Наполнительный элемент может быть выполнен в виде пробки или втулки, которая вводится или вставляется в углубление или прорезь, аналогичную ему, с края корпуса валка.
В качестве материала для наполнительного элемента, например пробки или втулки, могут применяться стали с более высокими, чем материал валка, свойствами упругости; кроме того, возможно применение других металлов, термостойких пластмасс или комбинации материалов. Благодаря этому удается повысить возможность изменения характеристики сплющиваемости валков в зоне их краев. Кроме того, регулируется предпочтительный эффект, заключающийся в том, что элементы валков, находящихся не в контакте с полосой, а в опорном контакте, нагружаются значительно меньше в процессе прокатки. Для воздействия на характеристику сплющиваемости валков и их адаптацию к свойствам и потребностям прокатываемого материала при выполнении с такими вставляемыми элементами используется аммортизирующее воздействие соответственно выбранного материала наполнительного элемента.
Принцип валка, изгибающегося по своей длине по-разному, в соответствии с другим предложением согласно изобретению можно также реализовать за счет того, что на по-меньшей мере одной цапфе валка применена втулка из материала с иным, по-сравнению с другими элементами валков, модулем упругости. Если валок, согласно еще одному выполнению, имеет согласно изобретению оболочку валка различной толщины, непрерывно осуществляется регулирование общего изгиба вследствие постепенного изменения толщины оболочки валка.
Во всех случаях является возможным применить различную податливость и соответственно разные характеристики сплющиваемости также непосредственно для воздействия на плоскостность, если, например, промежуточные или опорные валки прокатной клети выполнены с соответствующей разной изгибаемостью вдоль ленты.
Другие детали и преимущества изобретения описываются более подробно в пунктах формулы изобретения и нижеследующем описании примеров выполнения изобретения.
На фиг.1 представлена пара рабочих валков с валком, выполненным согласно первой форме выполнения, схематично показанным в поперечном сечении;
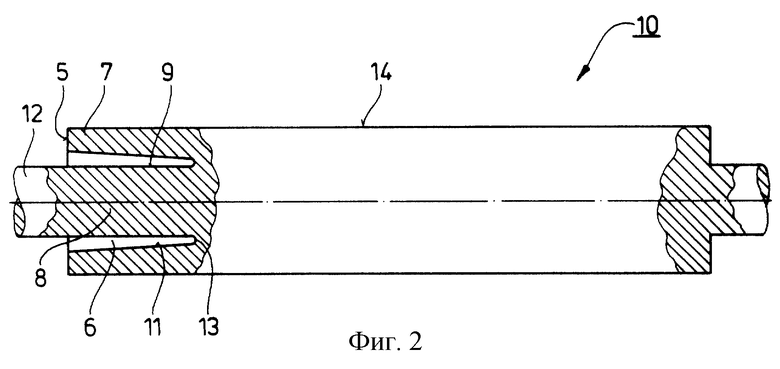
фиг. 2 - другое выполнение валка согласно изобретению, схематично показанное в продольном разрезе;
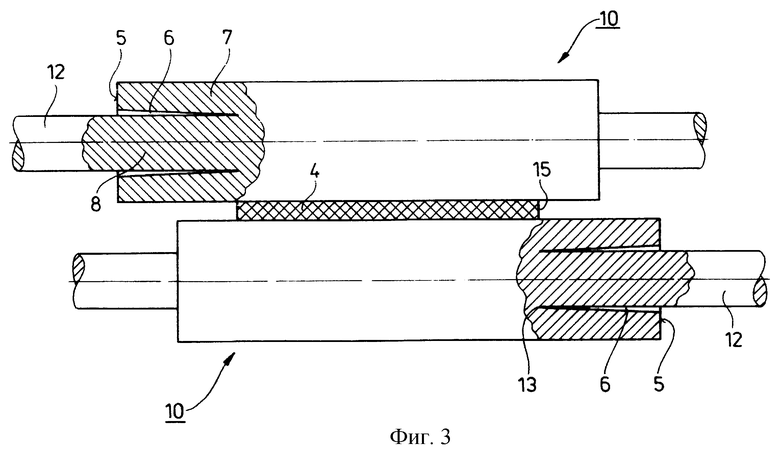
фиг.3 - возможная установка или расположение рабочего валка, показанного на фиг. 2 схематично в продольном разрезе, если смотреть в направлении прокатки;
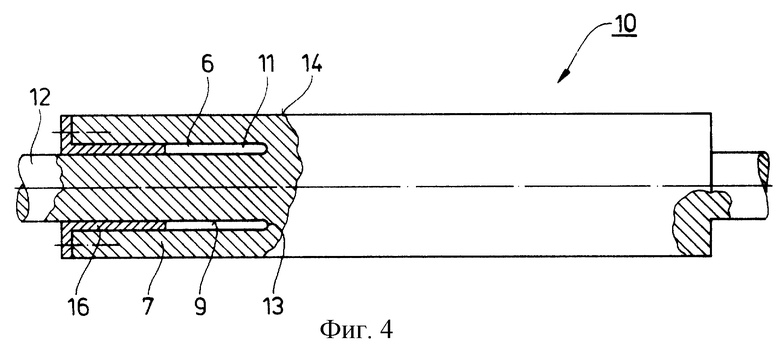
фиг. 4 - еще одна форма выполнения согласно изобретению, схематично показанная в продольном разрезе;
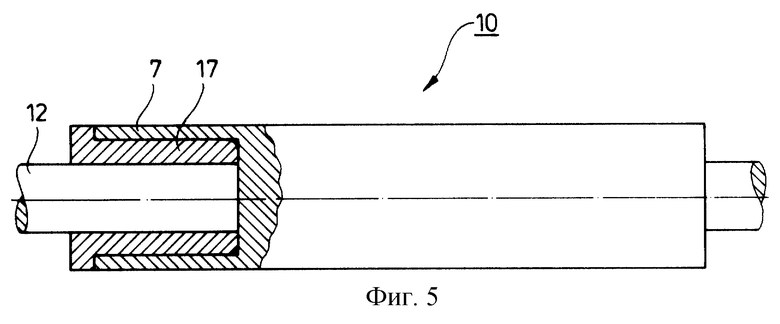
фиг. 5 - еще один вариант выполнения валка, показанного на фиг. 4 с частичным разрезом;
фиг. 6 - вид с частичным разрезом на валок со втулкой, надетой на цапфу валка;
фиг.7 - валковая пара с частичным разрезом, в которой валки выполнены на более чем двух участках валка, с возможностью разного изгиба вдоль бочки валка и
фиг.8 - валковая пара с еще одним выполнением валка согласно изобретению в частичном продольном разрезе.
На фиг. 1 показано взаимное расположение двух аксиально перемещающихся валков 1, которые состоят из сердечника 2, проходящего на части длины бочки валка, имеющего более низкий, чем окружающая его оболочка 3 валка, модуль упругости. В то время как сердечник 2 выполнен, например, из серого чугуна, оболочка 3 валка может быть выполнена, например, из стали. Поэтому более высокая изгибаемость материала сердечника 2 валка вызывает на этом участке валка 1 как большее сплющивание, так и овализацию валка по сравнению с примыкающей зоной, выполненной из менее изгибающегося материала. В этой зоне сплошного материала из стали получается больший рабочий радиус валков 2 с большим в местах воздействия обжимом прокатываемой металлической полосы 4, вследствие чего эта краевая зона полосы имеет большую окончательную длину, чем соседняя часть полосы; благодаря этому повышается надежность работы при прокатке, в первую очередь, за счет предотвращения трещинообразования, потому что может достигаться непропорциональное удлинение полосы, ограниченное зоной непосредственно у кромок полосы, и тем самым разгрузка кромок полосы от растяжения; одновременно, вследствие изгибаемости валков 1, в остальной зоне уменьшается заострение кромок.
В другом выполнении, показанном на фиг.2, цилиндрический валок 10 выполнен в зоне одного конца с более высокой характеристикой сплющиваемости. От одной из торцевых сторон 5 валка отходит углубление 6, проходящее концентрично оси вращения валка или осевым цапфам 12. За счет этого углубления в материале корпуса валка получается зона 7 валка, близкая оболочке, и зона 8, расположенная внутри, ближе к оси. Осевая зона 7, близкая к оболочке, расположена над полостью в зоне конусного углубления 6. В этой форме выполнения поверхность 9 углубления, расположенная ближе к оси валка, проходит параллельно оси валка, в то время как поверхность 11 углубления, более близкая к оболочке валка, сужается в сторону дна 13 углубления. Форма 14 оболочки корпуса валка в зоне углубления является продолжением контура части валка со сплошным поперечным сечением, в данном случае является цилиндрической.
На фиг. 3 показано попарное расположение рабочих валков 10, имеющих соответствующее одностороннее углубление 6 на их торцевых сторонах 5. В направлении прокатываемой ленты 4 валки 10 могут быть встречно смещены по оси таким образом, что каждое дно 13 углубления находится в определенном положении относительно каждой кромки 15 полосы. Здесь это достигается благодаря тому, что дно 13 углубления расположено в показанном положении, приблизительно на уровне кромки 15 полосы. Вследствие того, что каждая зона 7, близкая к оболочке, не имеет опоры, так как находится над углублением, в процессе прокатки, в противоположность сплошному корпусу валка, у кромки 15 полосы происходит сравнительно более высокое сплющивание этой зоны. Вследствие этого уменьшается сжатие кромок, толщина полосы в направлении ширины становится более равномерной и, следовательно, уменьшается заострение кромок. За счет уменьшенного заострения кромок полосы может быть уменьшен износ валков. В связи с этим уменьшаются идущие в скрап отходы, связанные ранее с необходимостью обрезки кромок полосы, не отвечающих диапазону допусков, а также повышается срок службы применяемых валков.
На фиг. 4 показана измененная форма выполнения валка 10. Поверхности 9, 11 углубления 6, расположенного и здесь с одной стороны, находятся, если смотреть по поперечному сечению, на постоянном расстоянии друг от друга, вплоть до дна 13 углубления, то есть поверхности 9, 11 углубления, более близкие к оси валка и более близкие к оболочке валка, проходят параллельно оси валка или осевым цапфам 12. Форма 14 оболочки валка имеет в зоне углубления 6 цилиндрическую форму, так же, как и контур части валка в зоне сплошного поперечного сечения. В углубление 6 вставляется пробка 16, частично заполняющая полость углубления. За счет этого обеспечивается, что зона 7 валка, близкая к оболочке, лишь частично лежит над полостью, то есть имеет лишь местную опору. Это выполнено иначе у валка, показанного на фиг.5, где вставленная втулка 17 с подобранной упругостью заполняет остающуюся там зону 7 оболочки.
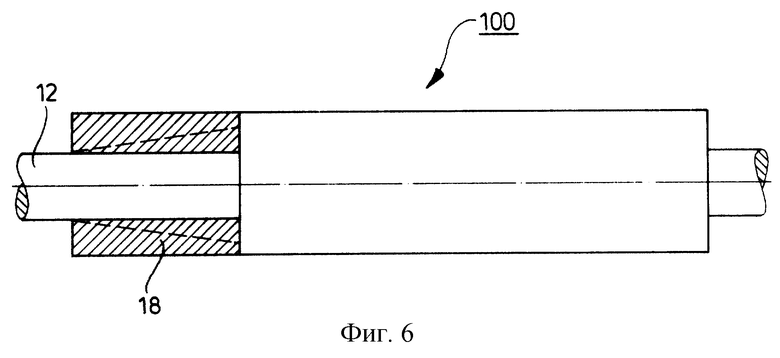
Значительно большее сплющивание и изгибаемость достигается в ограниченной зоне длины валка 100, показанного на фиг.6, за счет втулки 18, надетой на цапфы 12 валка или осевые цапфы, которые имеют меньший, чем материал остального валка, модуль упругости. Осевая цапфа 12 может быть цилиндрической или - как штриховой линией показано на втулке 18 - конической, что обеспечивает соответственный адаптированный контур отверстия под втулку.
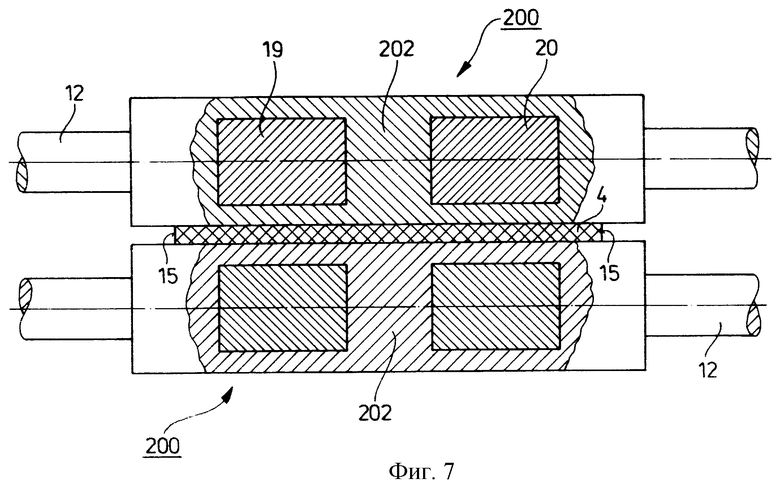
У валка 200, показанного на фиг.7, для попарного расположения применяется принцип различной изгибаемости вдоль бочки валка на более чем двух участках валка, и здесь также, в первую очередь, предотвращается образование трещин на полосе благодаря расположению в сердечнике 202 валка двух вставок 19, 20, расположенных на некотором расстоянии друг от друга, с более низким, чем у материала сердечника, модулем упругости. Это выполнение представляет интерес в том случае, когда для других зон полосы желательно местное воздействие на плоскостность, более целенаправленное, чем на кромки 15 полосы.
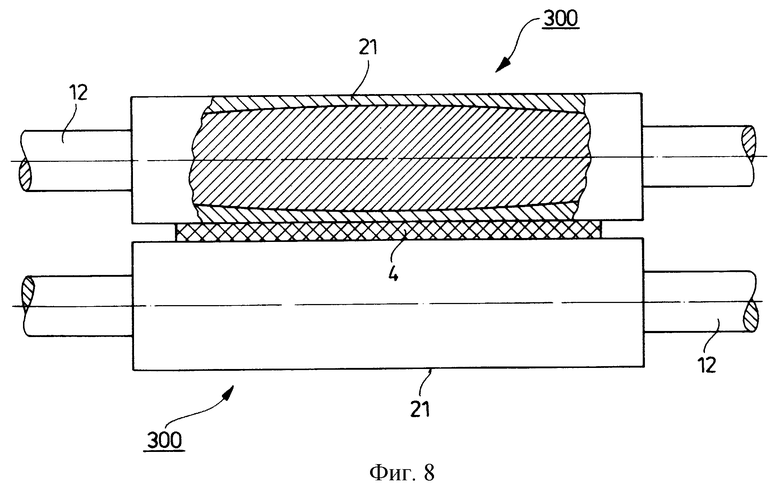
При попарном расположении валков 300, показанных на фиг.8, изменяется их общая изгибаемость в связи с постепенным изменением толщины оболочки 21 валка (ср. верхний валок на фиг.8), то есть в этом случае не имеется пары различных материалов.
Все вышеописанные, хотя и выполненные по-разному, валки 1, 10, 100, 200 и 300, имеющие различную изгибаемость по длине, могут применяться в двух- или многовалковых клетях как при холодной, так и при горячей прокатке. Кроме того, возможность их применения одинакова как для однонаправленной, так и реверсивной клети, как для тандемного, так и реверсивного стана прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ЛЕНТ | 1998 |
|
RU2211735C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ПРОФИЛЬ ПРОКАТЫВАЕМОЙ ЛЕНТЫ | 1996 |
|
RU2184630C2 |
| Способ прокатки металлических полос | 1983 |
|
SU1787052A3 |
| СПОСОБ ПРОКАТКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2203154C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО СТАНА ДЛЯ ПРОИЗВОДСТВА ПРОКАТА | 1987 |
|
RU2050994C1 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| ВАЛОК ДЛЯ ВОЗДЕЙСТВИЯ НА ПЛОСКОСТНОСТЬ | 1999 |
|
RU2220797C2 |
| Узел валков прокатной клети полосового стана | 1983 |
|
SU1355112A3 |
| ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2068743C1 |
Изобретение относится к прокатному производству. Задача изобретения - увеличение плоскостности полосы. В прокатной клети с рабочими валками, опирающимися непосредственно или через промежуточный валок на опорный валок, в частности имеющими возможность встречного осевого перемещения, оказывают воздействие на геометрию кромок валков прокатываемой полосы относительно точности профиля и плоскостности и уменьшают или предотвращают сжатие кромок полосы и заострение кромок, а также образование трещин на полосе благодаря тому, что по меньшей мере один валок по-разному изгибается по своей длине, в частности, выполнен на по меньшей мере отдельном участке вдоль бочки валка с более высокой характеристикой сплющиваемости. Концентрично оси выполнено конусное углубление определенной формы. Изобретение обеспечивает возможность воздействия на кромки полосы для выравнивания ее плоскостности. 8 ил.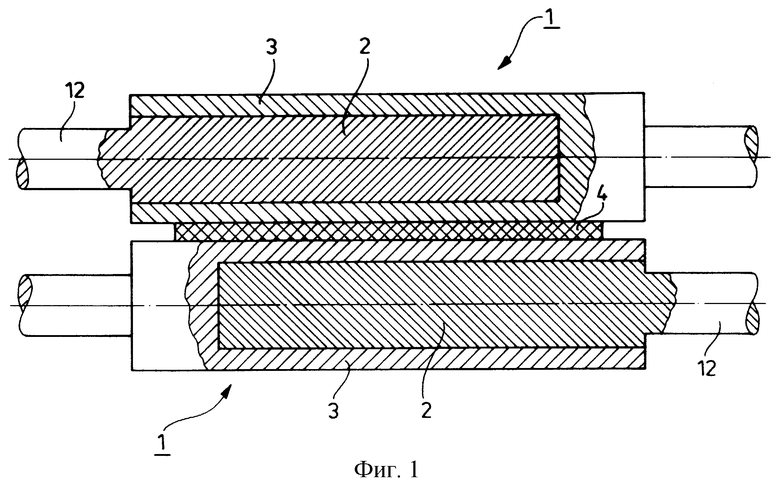
Прокатная клеть, содержащая рабочие валки, опирающиеся непосредственно или через промежуточный валок на опорный валок, в частности имеющие возможность встречного осевого перемещения рабочие валки, выполненные цилиндрическими на всю длину, отличающаяся тем, что по меньшей мере один рабочий валок выполнен с возможностью различного изгиба по всей его длине и по меньшей мере на отдельном участке выполнен с более высокой характеристикой сплющиваемости за счет того, что в зоне, проходящей между осевыми цапфами и поверхностью оболочки валка, имеется по меньшей мере одно углубление, проходящее концентрично оси, выполненное конусным с радиусом, выходящим непосредственно в цапфу валка, и с отсутствующей в зоне кромки полосы внутренней опорой, причем одна поверхность углубления проходит параллельно оси валка, в то время как другая поверхность углубления, более близкая к оболочке валка, конусно сужается к дну углубления.
| DE 3038865 А1, 23.12.1982 | |||
| Валковый комплект | 1987 |
|
SU1496851A1 |
| Двуслойный бандаж для опорных валков станов холодной прокатки | 1961 |
|
SU147977A1 |
| Опорный валок для многовалковых станов | 1961 |
|
SU142269A1 |
| 0 |
|
SU159598A1 | |
| Прокатный валок | 1987 |
|
SU1423202A1 |
| JP 60238006 А, 26.11.1986 | |||
| US 4813258, А, 26.11.1985. | |||
