Изобретение относится к оборудованию для переработки сельскохозяйственной продукции путем экструзии и может быть использовано в пищевой промышленности.
Известен пресс-экструдер [А.с. 2153270, опубл. 27.07.2000. Бюлл. №21], содержащий корпус основного привода с загрузочным бункером и питателем, составной шнек, цилиндрический корпус шнека, состоящий из разъемных частей, в месте соединения которых выполнены кольцевые проточки для жесткого закрепления в них кольца с внутренними пазами, направленными под углом к оси кольца.
Недостатком этого устройства является отсутствие возможности регулировки длины и высоты пазов кольца при переработке различных по физико-механическим и технологическим свойствам материалов в связи со значительным сопротивлением прямому потоку материала, создаваемым стенками пазов кольца и приводящим к забиванию пазов частицами материала, что ведет к снижению эффективности процесса экструзии.
Техническая задача изобретения - повышение эффективности и обеспечение стабильности процесса экструзии при изменении технологических характеристик процесса и физико-механических свойств перерабатываемых материалов за счет возможности регулирования длины и высоты пазов кольца.
Техническая задача решается тем, что в пресс-экструдере, содержащем корпус основного привода с загрузочным бункером и питателем, составной шнек, цилиндрический корпус шнека, состоящий из разъемных частей, в месте соединения которых выполнены кольцевые проточки для жесткого закрепления в них кольца с внутренними пазами, направленными под углом к оси кольца в кольцевую проточку, установлено кольцо регулируемой толщины, выполненное в виде нескольких колец и шайб, общая толщина которых равна ширине кольцевой проточки. В результате возникает возможность регулировать длину и высоту пазов сборного кольца в зависимости от технологических характеристик процесса и физико-механических свойств перерабатываемых материалов.
На фиг.1 показан общий вид пресс-экструдера.
На фиг.2 - разрез корпуса шнека в месте установки кольца.
Пресс-экструдер содержит: корпус основного привода 1, установленный на сварной раме 2; загрузочный бункер 3; питатель 4; разъемные части корпуса шнека 5 и 6; расположенный в питателе 4 подающий шнек 7; жестко закрепленное сборное кольцо, состоящее из шайб 8 и колец 9 с пазами 10, направленными под углом к оси колец 9 и межпазовыми сегментами 11, установленное в кольцевые проточки на внутренней поверхности разъемных корпусов шнека 5 и 6 в месте их соединения; шнек, состоящий из разъемных частей 12 и 13 с витками винтовой нарезки 14; формующую головку 15.
Пресс-экструдер работает следующим образом. Продукт загружают в бункер 3, посредством подающего шнека 7 продукт транспортируется в питатель 4, где происходит регулирование подачи материала в зону загрузки; перерабатываемый материал продвигается к выдавливающему концу шнека 13, при этом происходит нагрев продукта до необходимой температуры за счет внутреннего превращения механической энергии в тепловую, расплавление, перемешивание и выдавливание через формующую головку 15. В месте соединения разъемных частей корпуса шнека 5 и 6 и шнека 12 и 13 с витками винтовой нарезки 14 установлено жестко закрепленное сборное кольцо, состоящее из шайб 8 и колец 9 с пазами 10, направленными под углом к оси колец 9 и межпазовыми сегментами 11, установленное в кольцевые проточки на внутренней поверхности разъемных корпусов шнека 5 и 6 в месте их соединения. В месте установки кольца витки винтовой нарезки 14 шнека 12 и 13 отсутствуют. При прессовании материала, имеющего низкую вязкость, либо высокую степень измельчения сходящий с витков винтовой нарезки 14 шнека 12 и 13 материал под действием давления проходит через пазы 10 колец 9, рассекаясь на несколько потоков, равных количеству пазов 10 и продолжает движение в направлении формующей головки 15. При этом величина давления доходит до максимально возможного и в обычном случае падает в результате обратного потока материала. В данном случае продукт в обратном потоке материала доходит лишь до колец 9, упираясь с одной стороны в потоки материала через пазы 10, идущие под значительным давлением, большим по величине давления создаваемого противотоком, подхватывается ими и продвигается к выходу. С другой стороны продукт упирается в межпазовые сегменты 11 на внутренней поверхности колец 9, смещается витками винтовой нарезки 14 шнека 12 и 13 и продолжает движение в прямом направлении, тем самым происходит циркуляция продукта в замкнутой зоне. При прессовании материалов высокой вязкости или загрузке в экструдер сырья в виде крупных гранул в зоне перед сборным кольцом, состоящим из шайб 8 и колец 9 наряду с расплавом присутствуют нерасплавленные частицы материала, требующие дополнительного механического воздействия, которые, упираясь во внутренние стенки пазов 10 колец 9 и в межпазовые сегменты 11, создают значительный обратный поток в области витков винтовой нарезки 14 шнека 12 и 13 и дополнительное сопротивление прямому потоку. Поэтому в зоне между концом витков винтовой нарезки 14 шнека 12 и плоскостью колец 9 необходимо создавать пространство без витков винтовой нарезки 14 для дополнительного перетирания материала. Это достигается установкой шайб 8 с внутренним диаметром, равным диаметру внутренней поверхности корпуса шнека 5 и 6. Нерасплавленные частицы, попадая в эту зону, под действием давления образуют подобие упругопластичной гайки и получают дополнительную поверхность для перетирания в виде межпазовых сегментов 11 колец 9, возникший обратный поток распределяется в данной зоне, не распространяясь в зону витков винтовой нарезки 14 шнека 12 и 13 и способствует дополнительному перемешиванию и расплавлению нерасплавленных частиц материала. Полностью расплавленный материал беспрепятственно проходит через пазы 10 колец 9, продолжая продвижение к формующей головке 15, как и в случае, описанном выше. Вместо шайб 8 для изменения высоты паза 10 кольца 9 возможна установка набора шайб 8 с различными внутренними диаметрами, равными или меньшими внутреннего диаметра корпуса шнека 5 и 6. При этом материал получает дополнительную плоскость механического воздействия. В этом случае набором шайб 8 можно осуществить ступенчатое регулирование высоты паза 10, что увеличит компрессию и повысит давление в зоне прессования после прохождения материалом колец 9. Давление, возросшее до максимального, не падает от утечки материала, а распределяется лишь по рабочей зоне, расположенной между формующей головкой 15 и сборным кольцом, состоящим из шайб 8 и колец 9, что способствует равномерному перемешиванию, расплавлению нерасплавленных частиц и выдавливанию материала через формующую головку 15. Поэтому сборное кольцо целесообразнее изготавливать из колец 9 с пазами 10 и шайб 8 (потайных колец) с внутренним диаметром, равным или меньшим внутреннего диаметра корпуса шнека 5 и 6. Регулировку длины и высоты пазов 10 кольца 9 можно осуществлять, не изменяя толщины самого кольца, и использовать для прессования (экструдирования) различных по вязкости и крупности материалов.
Таким образом, заявляемое изобретение по сравнению с прототипом позволяет перерабатывать различные по физико-механическим свойствам материалы, увеличить эффективность процесса экструзии за счет снижения обратного потока материала в рабочих зонах шнековой части пресса и обеспечить стабильность процесса, а значит, существенно повысить производительность машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ЭКСТРУДЕР | 2004 |
|
RU2263578C1 |
| ПРЕСС-ЭКСТРУДЕР | 1998 |
|
RU2153270C2 |
| ПРЕСС-ЭКСТРУДЕР | 2007 |
|
RU2351265C1 |
| ПРЕСС-ЭКСТРУДЕР | 2006 |
|
RU2317760C1 |
| Установка для получения резино-полиолефиновых композиций | 2022 |
|
RU2798335C1 |
| Экструдер | 2019 |
|
RU2715394C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2021 |
|
RU2773513C1 |
| ПРЕСС-ЭКСТРУДЕР | 2001 |
|
RU2184655C1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |

Изобретение относится к оборудованию для переработки сельскохозяйственной продукции путем экструзии и может быть использовано в пищевой промышленности. Пресс-экструдер содержит корпус основного привода с загрузочным бункером и питателем, составной шнек и цилиндрический корпус шнека, состоящий из разъемных частей. В месте соединения частей корпуса шнека выполнены кольцевые проточки для жесткого закрепления в них кольца с внутренними пазами, направленными под углом к оси кольца. Кольцо имеет регулируемую толщину и выполнено в виде нескольких колец и шайб, общая толщина которых равна ширине кольцевой проточки. Изобретение позволяет повысить эффективность и стабильность процесса экструзии при изменении технологических характеристик процесса и физико-механических свойств перерабатываемых материалов. 2 ил.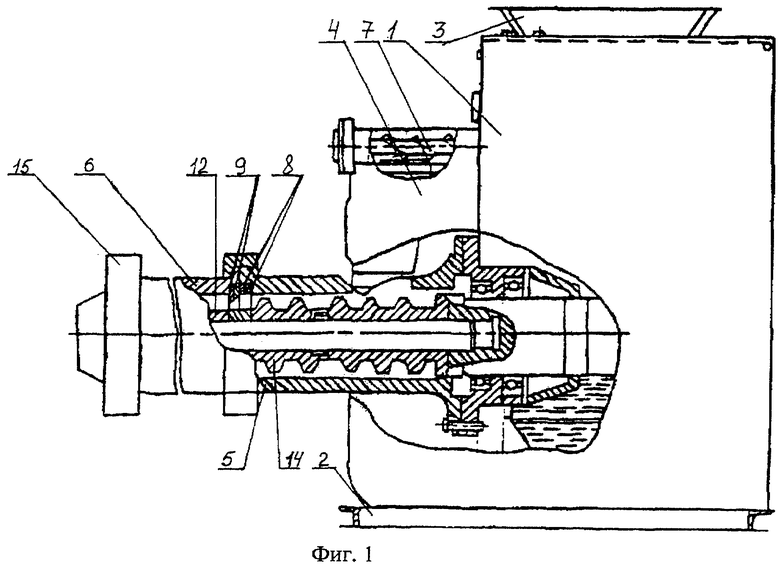
Пресс-экструдер, содержащий корпус основного привода с загрузочным бункером и питателем, составной шнек, цилиндрический корпус шнека, состоящий из разъемных частей, в месте соединения которых выполнены кольцевые проточки для жесткого закрепления в них кольца с внутренними пазами, направленными под углом к оси кольца, отличающийся тем, что в кольцевую проточку установлено кольцо регулируемой толщины, выполненное в виде нескольких колец и шайб, общая толщина которых равна ширине кольцевой проточки.
| ПРЕСС-ЭКСТРУДЕР | 1998 |
|
RU2153270C2 |
| Экструдер для переработки полимерных материалов | 1977 |
|
SU701827A1 |
| Устройство для переработки пластических смесей | 1975 |
|
SU529951A1 |
| СИСТЕМА КОНТРОЛЯ СКВАЖИНЫ | 2011 |
|
RU2658393C2 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 5840345 А, 24.11.1998. | |||

