Настоящее изобретение относится к способу осуществления многофазных реакций в трубчатом реакторе, в особенности для получения альдегидов путем введения во взаимодействие олефинов с водородом и монооксидом углерода в присутствии катализатора.
Альдегиды используют при синтезе многих органических соединений. Прямыми продуктами их вторичных реакций являются спирты и карбоновые кислоты, которые используют в промышленности. Получаемые из альдегидов спирты находят применение, среди прочих, в качестве растворителей и в качестве предшественников для получения пластификаторов и детергентов.
Известно получение альдегидов и спиртов путем взаимодействия олефинов с монооксидом углерода и водородом. Реакцию катализируют с помощью карбонильных производных гидридов металлов, предпочтительно таковых металлов восьмой группы периодической системы элементов. Наряду с кобальтом, который в большом масштабе находит применение в промышленности в качестве металла катализатора, в последнее время возрастающее значение получил родий. В противоположность кобальту родий позволяет проводить реакцию при более низком давлении. Гидрирование олефинов до образования насыщенных углеводородов при использовании родиевых катализаторов отчетливо меньше, чем при применении кобальтовых катализаторов.
В случае осуществляемых в промышленности способов, родиевый катализатор образуется во время процесса из предшественника катализатора, синтез-газа и, в случае необходимости, других, действующих модифицирующе лигандов. При использовании модифицированных катализаторов модифицирующие лиганды могут находиться в избытке в реакционной смеси. Особенно пригодными в качестве лигандов оказываются третичные фосфины или фосфиты. Их применение позволяет снижать давление газовой фазы до значений ниже 300 бар.
При этом способе, однако, возникают проблемы отделения продуктов реакции и регенерации гомогенно растворенных в продукте реакции катализаторов. В общем, для этой цели продукт реакции отгоняют из реакционной смеси. На практике, из-за термочувствительности катализатора или образовавшихся продуктов этот путь используют только при гидроформилировании низших олефинов с количеством атомов углерода вплоть до примерно пяти в молекуле.
В промышленном масштабе альдегиды с четырьмя и пятью атомами углерода получают, например, согласно патенту ФРГ 3234701 или патенту ФРГ 2715685.
В указанном последним способе катализатор растворен в органической фазе, которая состоит из продукта и высококипящих компонентов (образующихся из продукта). В эту смесь вводят олефин и синтез-газ. Продукт выводят из реактора вместе с синтез-газом, в более новом варианте его удаляют в виде жидкости. Так как катализатор медленно теряет свою каталитическую способность, постоянно нужно выводить его часть вместе с высококипящими компонентами и заменять эквивалентным количеством. Из-за высокой стоимости родия необходима регенерация родия из выводимого потока. Процесс очистки является сложным и, таким образом, удорожает способ.
Согласно патенту ФРГ 3234701, этот недостаток преодолевают, например, благодаря тому, что катализатор растворяют в воде. Водорастворимости используемого родиевого катализатора достигают путем использования трисульфированных триарилфосфинов в качестве лигандов. В водную фазу вводят олефин и синтез-газ. Возникающий за счет реакции продукт образует вторую жидкую фазу. Жидкие фазы разделяют вне реактора и отделенную, содержащую катализатор фазу, возвращают в реактор.
С технической точки зрения в случае обоих указанных процессов речь идет о многофазных реакциях.
Под многофазными реакциями в дальнейшем понимают реакции, которые протекают при участии двух или более, несмешивающихся или частично смешивающихся текучих фаз. Это относится, например, к реакциям между газовой и жидкой фазами (гж), между двумя жидкими фазами, которые не смешиваются или обладают разрывом смешиваемости, (жж) и к реакциям, в которых участвуют как две жидкие, несмешивающиеся или только частично смешивающиеся фазы, а также газовая фаза (гжж).
Сверх того, однако, также возможно использование других текучих фаз, например, сверхкритических фаз. Такая сверхкритическая фаза может образовываться альтернативно, однако, также дополнительно к указанным фазам.
Примерами важных с технической точки зрения реакций газ-жидкость (гж), наряду с гидроформилированием жидких олефинов при использовании растворенного в органической фазе катализатора, являются реакция ацетилена с карбоновыми кислотами или реакции гидрирования при использовании гомогенно растворенных катализаторов или реакции окисления воздухом или кислородом.
Во всех указанных случаях существует проблема массопередачи, так как компоненты реакции находятся в разных фазах. В случае реакции гидроформилирования в трехфазной системе осуществление способа является особенно затруднительным, так как исходные продукты находятся в трех отдельных фазах. Как олефин, так и также синтез-газ должны транспортироваться в содержащую катализатор водную фазу, чтобы там вступить в контакт с катализатором. Наконец, должна осуществляться обратная транспортировка из водной фазы. Так как процессы транспортировки зачастую происходят медленнее, чем собственно реакция, такие реакции определяются скоростью массопередачи, в этом случае говорят о реакции с замедленной транспортировкой. Многофазные реакции связаны с рядом проблем, которые делают их осуществление с технической точки зрения значительно более затруднительным, чем в случае простых гомогенных реакций. Ниже указываются некоторые типичные проблемы.
Во всех случаях вещества нужно по возможности тесно вводить в контакт друг с другом, чтобы свести к минимуму проблему массопередачи: нужно создать по возможности большую поверхность массопередачи аs между фазами. С другой стороны, после протекания реакции фазы должны обладать способностью снова легко разделяться. Слишком сильное перемешивание в этом случае может вызывать проблемы. При наличии двух жидких фаз можно достичь образования эмульсии, в способе с использованием газовой и жидкой фаз - вспенивания. В случае указанного способа с использованием трех фаз даже могут возникать одновременно все проблемы.
Наряду с высокой величиной поверхности массопередачи as, во всех многофазных реакциях должен достигаться по возможности высокий коэффициент массопередачи k1. В целом, так называемое KLA-значение, то есть произведение из k1 и as в уравнении массопередачи:
j=k1·as·(C*-C),
где
j [моль/с] означает проходящий через поверхность раздела фаз мольный поток реагирующих компонентов;
k1 [м/с] коэффициент массопередачи;
as [м2] поверхность раздела фаз в реакторе;
С* [моль/м3] максимальная растворимость исходного продукта во второй фазе; и
С [моль/м3] фактическая концентрация исходного продукта, которая снова связана со скоростью реакции;
должно быть максимальным.
Другой проблемой в случае многофазных реакций является отвод тепла при экзотермических реакциях. Добиваясь повышения скорости реакции за счет улучшения массопередачи, естественно, также нужно отводить больше тепла, которое может приводить к нежелательному повышению температуры вплоть до неуправляемого протекания реакции.
Эту проблематику многофазной реакции можно решить технически, например, путем использования реактора в виде котла с мешалкой.
Для гидроформилирования олефинов применение мешалки при повышенном давлении является невыгодным, так как при этом нужно предусматривать способное подвергаться повреждениям уплотнение вала. Далее, в этом способе нужно использовать несколько мешалок, чтобы достичь достаточного смешения фаз.
Выделяющуюся при реакциях гидроформилирования высокую теплоту реакции, как правило, можно регулировать только за счет установленных внутри реактора теплообменников.
Использование котла с мешалкой всегда приводит к обратному смешению, благодаря чему снижается эффективная концентрация реагентов, что приводит к уменьшению выхода продукта с единицы объема в единицу времени.
При гидроформилировании олефинов выход продукта с единицы объема в единицу времени сильно уменьшается с повышающимся числом атомов углерода в олефине. Связь между величиной молекулы и скоростью реакции известна (B.Cornils, W.Herrmann "Металлоорганический катализ в водной фазе, принципы и применение", издательство Wiley-VCH, с.308-310).
Так, например, соотношение скоростей реакций гидроформилирования пент-1-ена к гекс-1-ену составляет 2,6/1. Превращение высших олефинов поэтому всегда более нерентабельно.
Принимая во внимание вышеизложенное, существует потребность в способе, в случае которого избегают вышеуказанных недостатков и который к тому же технически просто можно осуществлять.
Таким образом, задачей настоящего изобретения является разработка способа осуществления многофазных реакций, который особенно пригоден для получения альдегидов путем каталитического гидроформилирования.
С технической точки зрения новый способ должен удовлетворять следующим требованиям, предъявляемым к многофазному способу:
- обеспечение высокой и стабильной массопередачи между участвующими фазами;
- простое осуществление, по возможности при использовании обычных технических аппаратов;
- простой и надежный отвод тепла;
- высокая безопасность в работе;
- простое и надежное масштабирование.
В отношении осуществляемого получения альдегидов следует особенно добавить:
- высокая селективность, избежание в особенности высококипящих побочных продуктов;
- отсутствие или осуществление только в незначительном количестве вывода катализатора;
- высокий выход продукта с единицы объема в единицу времени; реакторы маленького размера;
- высокая чистота продукта.
Предлагаемый согласно изобретению способ неожиданно оказался простым способом осуществления многофазных реакций, который можно реализовать в трубчатом реакторе, в случае необходимости, заполненном элементами насадки или встроенными деталями, и который пригоден для гидроформилирования олефинов с помощью синтез-газа при высоких выходах продукта с единицы объема в единицу времени и высокими селективностями.
Объектом настоящего изобретения поэтому является способ каталитического осуществления многофазных реакций в трубчатом реакторе, причем катализатор находится в сплошной фазе и по крайней мере один исходный продукт содержится в диспергированной фазе и коэффициент нагрузки В реактора равен или больше 0,8.
Согласно особому варианту осуществления настоящего изобретения, путем многофазной реакции гидроформилируют олефины, то есть вводят во взаимодействие с синтез-газом, получая альдегиды.
Используемый в предлагаемом согласно изобретению способе трубчатый реактор может содержать элементы насадки или встроенные детали. Элементами насадки в смысле настоящего изобретения являются, например, кольца Рашига, седла, кольца Паля, тарелочки, кольца из проволочной сетки, полотно из проволочной сетки. Примерами встроенных деталей являются фильтрующие пластины, перегородки для создания турбулентного движения жидкости, тарелки ректификационной колонны, перфорированные листы, или прочие приспособления для смешения. В качестве встроенных деталей в смысле настоящего изобретения, однако, также могут быть несколько узких, параллельно соединенных труб, следовательно, в результате получают многотрубчатый реактор. Особенно предпочтительны структурированные набивки типа смесителя или набивки типа туманоуловителя.
В предлагаемом согласно изобретению способе решающее значение имеет соблюдение соответственно, превышение минимальной поперечной нагрузки трубчатого реактора. При работе реактора с восходящим потоком (направление потока снизу вверх) должна превышаться точка "захлебывания". Следовательно, реактор функционирует выше точки, при которой обычно работают барботажные колонны. При работе с нисходящим потоком (направление потока сверху вниз) поперечную нагрузку нужно устанавливать так, чтобы реактор был заполнен полностью. Таким образом, работают выше точки, при которой можно еще говорить о текучей фазе (слой насадки со струйным течением жидкости).
Для более точного установления минимальной соблюдаемой нагрузки реактора рассчитывают коэффициент нагрузки В трубчатого реактора в виде безразмерной потери давления:
B=PD/PS,
причем PD [Па/м] означает отнесенную к длине потерю давления в реакторе в условиях эксплуатации и PS [Па/м] означает расчетную величину с размерностью отнесенного к длине давления, определяемую как соотношение массопотока М [кг/с] всех компонентов в реакторе к объему потока V [м3/с] всех компонентов в условиях эксплуатации, умноженное на g=9,81 м/с2, то есть PS=(М/V)·g.
Наглядной была бы величина PS статического давления на метр многофазной смеси в перпендикулярно стоящей трубе, когда все фазы текли бы с одинаковой скоростью. PS представляет собой чисто расчетную величину, которая получается из вводимых в реактор количественных потоков и которую можно указывать независимо от направления потока в реакторе, скорости потока всех фаз или состояния заполнения реактора.
Потерю давления PD [Па/м] используют в виде расчетной величины для установления условий процесса и ее можно получать согласно общепринятым способам для одно-, соответственно, многофазных потоков. Сведения об общепринятых способах расчета потери давления PD в трубах, встроенных деталях или загрузках элементов насадки и так далее можно найти в Атласе по теплотам Союза немецких инженеров, седьмое расширенное издание, издательство Союза немецких инженеров ГмбХ, Дюссельдорф, 1994 г., разделы La1 - La7, а также в книге Heinz Brauer "Основы однофазных и многофазных потоков", издательство Зауэрлендер, Арау и Франкфурт-на-Майне, 1971 г.
Потерю давления PD в случае однофазного потока через пустую трубу выражают следующим образом:
PD=Cw·ρ/2·w2/D,
где
ρ [кг/м2] означает плотность текущей среды в условиях эксплуатации;
w [м/с] означает скорость потока (объем потока / площадь поперечного сечения);
D [м] диаметр трубы; и
Cw [-] означает коэффициент сопротивления проточной трубы.
При протекании через элементы насадки, засыпки или встроенные детали скорость w нужно заменить эффективной скоростью (w/ψ), а также диаметр трубы D нужно заменить гидравлическим диаметром канала dH элементов насадки или встроенных деталей, так что действительным является следующее соотношение:
PD=Cw·ρ/2·(w/ψ)2·1/dН,
где
dH [м] означает гидравлический диаметр канала;
ψ [-] означает пустую часть трубы;
Cw [-] означает коэффициент сопротивления проточного аппарата с набивкой.
Специфические для элементов насадки данные dН и ψ часто являются составной частью спецификаций поставщика в отношении этих элементов. Для ряда элементов насадки данные приводятся в вышеуказанном Атласе по теплотам Союза немецких инженеров.
Пустую часть трубы ψ можно также определять экспериментально, тем, что, например, определяют объем реактора до и после заполнения элементами насадки. Гидравлический диаметр канала, в свою очередь, если он неизвестен, можно рассчитывать из удельной поверхности F [м2/м2] элементов насадки или встроенных деталей (как правило, известной или экспериментально определяемой) согласно простому соотношению:
dН=4ψ/F
Коэффициент сопротивления труб, встроенных деталей и элементов насадки, как правило, указывают в зависимости от числа Рейнольдса Re, которое дает сведения о режиме потока в выбранных условиях. В случае элементов насадки, встроенных деталей и так далее почти всегда применимо следующее соотношение:
Cw=K1/Ren+K2/Rem,
причем часто используют n=1, m=0 (насадка согласно S.Ergun, Chem. Engng. Progr., 48, 89 [1989]) или n=1, m=0,1 (насадка согласно Brauer и др.). K1, K2 представляют собой специфические для элементов насадки константы, которые известны из данных поставщика или из литературы (примеры можно найти в Атласе по теплотам Союза немецких инженеров или у Brauer и др.). Однако их также можно определить экспериментально, тем, что трубчатый реактор с элементами насадки приводят в действие с помощью жидкости при различных скоростях и из известных данных и измеренной потери давления определяют Cw в зависимости от Re.
Наконец, безразмерное число Рейнольдса Re определяют как
Re=w·(ρ/η)·D
для пустой трубы, соответственно,
Re=(w/ψ)·(ρ/η)·dН
для трубы со встроенными деталями или элементами насадки. Величина η [Па·с] означает, соответственно, вязкость, и величина ρ [кг/м3] означает плотность текущей среды.
Потеря давления в случае двухфазных потоков (в данном случае фаз газ-жидкость для синтез-газа и раствора катализатора) возрастает сверхпропорционально. В большинстве случаев, согласно Локкарту-Мартинелли (в книге Brauer и др.), потерю давления двухфазного потока Ржг относят к потере давления одной из обеих фаз, например, к потере давления текущей чистой жидкой фазы Рж, и устанавливают связь по соотношению потери давления обеих, рассматриваемых как индивидуально текущие, фаз Рж и Рг.
Для расчета потерь давления в двухфазных потоках часто используют безразмерные давления согласно φ2=Ржг/Рж и Х2=Рж/Рг. Многократно исследована дальнейшая связь φ = функция (X2). Примеры находятся в следующих литературных источниках:
Y.Sato, Т.Hirose, F.Takahashi, M.Toda "Потеря давления и удерживание жидкости в слое насадки реактора в случае совпадающего нисходящего потока газ-жидкость", J. Chem. Eng. of Japan, 6 (№2), 147-152 [1973];
D.Sweeney "Корреляция падения давления в двухфазном совпадающем потоке в слоях насадки", AlChE- Journal, 13, 663-669, 7/1967;
V.W.Weekman, J.E.Myers "Жидкотекучие свойства совпадающего потока газ-жидкость в слоях насадки", AlChE-Journal, 10 (6), 951-957, 11/1964;
R.P.Larkins, R.P.White, D.W.Jeffrey "Двухфазный совпадающий поток в слоях насадки", AlChE- Journal, 7 (№2), 231-239, 6/1961; или
N. Midoux, M. Favier, J.-C. Charpentier "Данные о режиме течения, потере давления и удержании жидкости в нисходящем потоке газ-жидкость в слоях насадки в случае пенообразующих и невспенивающихся жидкостей", J. Chem. Eng. of Japan, 9 (№5), 350-356 [1976].
Для расчета часто используют предложенную Мидоуксом связь, которая проверена для многих систем газ-жидкость. В случае невспенивающихся систем она представляет собой, например,
φ2=1+1/X+1,14/X0,54.
Эта указанная Локкартом-Мартинелли связь во многих работах представлена графически, более подробные сведения об этом находятся во многих учебниках по технологии производственных процессов и публикациях, так, также в книге Brauer и др.
Потеря давления в случае двухфазного потока Ргж тогда получается из экспериментально определенной или оцененной как указано выше потери давления чистой текущей жидкой фазы Рж:
Ргж=φ2·Рж.
В особом случае получения альдегидов путем гидроформилирования олефинов расчет потери давления становится еще сложнее. Наряду с фазой синтез-газа и жидкой, содержащей катализатор, фазой нужно принимать во внимание присутствие органической жидкой фазы. Эту проблематику можно учитывать путем определения другого безразмерного давления φ2 орг.=Ргжж/Ржг, так что потерю давления нужно определять следующим образом:
Ргжж=φ2·φ2 орг.·Рж
В общем, при длине реактора L [м] действительным является соотношение:
PD=Ргж/L, соответственно, PD=Ргжж/L.
Потерю давления в случае многофазного потока, таким образом, рассчитывают обычными способами, используемыми в химической технологии производственных процессов. Аналогичное относится к вышеуказанной безразмерной потере давления В, то есть к коэффициенту нагрузки многофазного реактора.
Величина безразмерного коэффициента нагрузки В представляет собой необходимое основное условие предлагаемого согласно изобретению способа; В должен быть больше или равен 0,8, предпочтительно больше или равен 0,9, или особенно предпочтительно больше или равен 1.
В области В, который больше или равен 0,8, начинает заполняться функционирующий по принципу сверху вниз реактор. Особо следует указать на то, что при соблюдении этих условий преимуществ предлагаемого согласно изобретению способа достигают также тогда, когда реактор функционирует по принципу снизу вверх или в другом направлении.
Более высокие поперечные нагрузки реактора (В намного выше 1), заметные по повышающемуся дифференциальному давлению в реакторе, всегда возможны и даже желательны, пока повышающиеся выхода продукта с единицы объема в единицу времени оправдывают равным образом повышающийся расход энергии. Верхний предел поэтому определяется только по практическим соображениям как расход энергии или трудности при разделении фаз после протекания реакции.
Таким образом, очевидно, что наряду с объемами потоков отдельных фаз, соответственно, выводимыми отсюда скоростями прохождения пустой трубы w=V/(πD2/4), важную роль играют габариты реактора (длина L, диаметр D), а также в особенности данные об используемых элементах насадки (гидравлический диаметр dН, пустая часть трубы ψ). При правильном выборе этих параметров способ нетрудно приспособить к самым различным требованиям, важным является только соблюдение требования, чтобы В был больше или равен 0,8, предпочтительно больше или равен 0,9 и особенно предпочтительно больше или равен 1.
В случае медленной реакции, например, гидравлический диаметр элементов насадки выбирают маленьким, соответственно, их удельную поверхность выбирают большой, так что требуемых условий для В достигают уже при малых скоростях потока. Таким образом получают достаточные продолжительности контакта по всей длине реактора с разумно выбранными с технологической точки зрения размерами. В случае очень быстрых реакций рекомендуется обратная технология.
Следующим критерием при осуществлении предлагаемого согласно изобретению способа является соотношение массопотока жидкой, содержащей катализатор, фазы M1 к массопотоку дисперсной или дисперсных фаз М2. В случае гидроформилирования массопоток содержащей катализатор фазы M1 значительно больше, чем массопоток дисперсных фаз, то есть органической олефиновой фазы М2а и фазы синтез-газа М2б. В предлагаемом согласно изобретению способе массовое соотношение M1/М2 сплошной фазы (M1) к дисперсным фазам (М2) может быть больше, чем 2, предпочтительно соотношение M1/М2 выше 10. Сверх того, возможны и часто даже предпочтительны соотношения потоков M1/М2 выше 100. При условии M1/М2 больше, чем 2, содержащая катализатор фаза является сплошной фазой, в то время как дисперсная фаза разделена на мелкие пузырьки, соответственно, мелкие капли. В предлагаемом согласно изобретению способе возможно, что по крайней мере один исходный продукт диспергируется за счет энергии, вносимой в трубчатый реактор сплошной фазой. Это приводит к распределению по крайней мере одного исходного продукта в пузырьках или каплях внутри сплошной фазы, содержащей катализатор.
Это можно определить также с помощью обычных инженерно-технических способов.
Для этой цели пригодны смеси с безразмерными параметрами, как
dS/dH=k·Reгж(гжж) m·Weгж(гжж) n,
где
dS означает диаметр капель, соответственно, пузырьков по Заутеру (согласно Brauer и др.);
dH означает гидравлический диаметр элемента насадки;
Reгж(гжж) означает число Рейнольдса многофазного потока, равное wгж(гжж)·(ρж/ηж)·(dH/ψ);
Weгж(гжж) означает число Вебера многофазного потока, равное Wгж(гжж) 2·(ρж/σгж)·(dН/ψ)2;
k, m, n означают эмпирические константы (известные или определяемые опытным путем);
w означает скорости прохождения через пустую трубу [м/с], равные V/(πD2/4);
V означает объем потока в условиях эксплуатации [м3/с];
ρ означает плотность в условиях эксплуатации [кг/м3];
η означает вязкость в условиях эксплуатации [Па·с]; и
σ означает поверхностное натяжение на границе раздела фаз [Н/м];
и где индекс ж означает жидкую фазу, индекс г означает газовую фазу, индекс гж означает двухфазный поток газ-жидкость и индекс гжж означает трехфазный поток газ-жидкость-жидкость.
В случае структурированных набивок, как SMV фирмы Сульцер, или узких труб в качестве встроенных деталей понятно, что рассчитанный диаметр пузырьков, соответственно, капель dS больше, чем диаметр каналов, нерационален. Это, однако, не относится к проницаемым набивкам и элементам насадки, как, например, кольца из проволочной сетки или полотно из проволочной сетки (так называемые набивки типа туманоуловителей или каплеотделители). В предлагаемом согласно изобретению способе можно использовать рассчитанные диаметры капель, которые являются по крайней мере одинаковыми или меньше, чем гидравлический диаметр каналов:
dS/dH меньше или равно 1, предпочтительно меньше 0,9.
Из рассчитанного диаметра капель можно, наконец, рассчитать поверхность массопередачи по уравнению:
AS=6ϕгdS [м2/м3].
Долю дисперсной фазы ϕг (в случае гидроформилирования диспергированы синтез-газ и органическая фаза) можно заменить скоростями прохождения фазами пустой трубы:
ϕг˜wг/wгж.
Продолжительность контакта τ протекающих через реактор фаз можно приблизительно рассчитать по τ˜L·ψ/wжг. Продолжительность контакта τ в случае предлагаемого согласно изобретению способа составляет, как правило, намного меньше одного часа и может находиться в области минут или составлять даже еще меньше. Однако при этом совершенно необычном технологическом режиме - высокая каталитическая способность катализатора в реакторе, сравнительно очень незначительная доля исходного продукта в реакционной массе, благодаря чему опять же обусловливается очень короткая продолжительность контакта - в случае многих многофазных реакций неожиданно достигают высоких выходов продукта с единицы объема в единицу времени. Альтернативно, можно работать при одинаковых выходах продукта с единицы объема в единицу времени при отчетливо более низких температурах, чем обычно, так как это рентабельно допускает повышение скорости реакции, что может иметь следствием, например, сведение к минимуму вторичных реакций и таким образом улучшенную селективность.
Предлагаемый согласно изобретению способ можно очень гибко приспосабливать к самым различным требованиям. В случае особых требований предлагаются следующие варианты осуществления предлагаемого согласно изобретению способа.
Если, согласно цели применения, требуется очень длинная зона перемешивания или необходимы зоны отстаивания, например, для уменьшения массопотоков, то предлагается расположение каскадом трубчатых реакторов со встроенными деталями или элементами насадки.
Установку каскадом трубчатых реакторов или альтернативное расположение содержащих набивку и пустых отрезков трубы нужно рекомендовать тогда, когда желательна особенно незначительная потеря давления.
Далее, возможно параллельное расположение трубчатых реакторов или использование многотрубчатого реактора, причем трубы могут выполнять функцию встроенных деталей. Кроме того, реакторы могут быть снабжены многократной подпиткой газа по всей длине реактора, когда расход газа настолько высок, что в результате получаются неблагоприятные соотношения газовой фазы к жидкой фазе при объединении обеих фаз перед реактором.
Особые условия предлагаемого согласно изобретению способа допускают дальнейшие варианты осуществления способа. Так, можно использовать высокую необходимую циркуляцию содержащей катализатор фазы, соответственно, сплошной фазы, дополнительно для функционирования эжектора, который располагается в виде жидкоструйно-газового компрессора перед собственно трубчатым реактором. Это можно использовать для тщательного предварительного перемешивания обеих фаз, а также для сжатия газовой фазы, что делает возможным способ эксплуатации при повышенных начальных давлениях в реакторе. Наконец, если, наоборот, вместо сжатия газа используют всасывание, возможна даже рециркуляция газа при одновременном предварительном смешении фаз. Так, для диспергирования содержащей исходный продукт фазы, соответственно, по крайней мере одного исходного продукта, можно использовать энергию, вносимую в трубчатый реактор содержащей катализатор сплошной фазой.
Также отвод тепла в случае сильно экзотермических реакций, как, например, при гидроформилировании, в предлагаемом согласно изобретению способе является некритическим. Высокая степень циркуляции катализатора обеспечивает его действие как теплоносителя, так что даже при адиабатическом технологическом режиме реактора возникают только незначительные различия температур и в результате происходит однородное распределение температуры в реакторе без пиковых величин температур. Производимое тепло затем можно удобно отводить через конвективный теплообменник, расположенный любым образом вне циркуляции катализатора, или использовать для получения энергии. Для лучшего отвода тепла при известных условиях может оказаться благоприятной в еще более высокой степени циркуляция катализатора (следовательно, при более высоком значении В), чем необходимо согласно результатам испытания, так как через циркуляцию катализатора устанавливается маленький температурный градиент в реакторе.
Предлагаемый согласно изобретению способ имеет значительные преимущества по сравнению с уровнем техники, из которых следует указать:
- при сравнительно низких температурах можно достигать высоких выходов продукта с единицы объема в единицу времени;
- образование побочных продуктов является крайне низким, возможны количества 1-2 мас.% и ниже;
- катализатор сохраняется, дезактивация очень незначительная, не требуется непрерывного вывода.
В случае получения альдегидов путем гидроформилирования олефинов с помощью предлагаемого согласно изобретению способа добавляются следующие преимущества:
- на основании более высокой скорости реакции этот способ можно рентабельно использовать также для гидроформилирования высших олефинов с количеством атомов углерода более 10;
- в случае газообразных олефинов остающуюся после частичного превращения долю исходного продукта можно вводить обратно путем простой рециркуляции с помощью эжектора.
В дальнейшем следует подробнее описать особый вариант осуществления настоящего изобретения - способ гидроформилирования олефинов с помощью синтез-газа в многофазной системе. В качестве сплошной фазы используют содержащую катализатор фазу и с помощью насоса прокачивают через трубчатый реактор.
В качестве растворителей для получения раствора катализатора, соответственно, содержащей катализатор фазы, пригодны все те растворители, которые удовлетворяют следующим условиям:
- растворитель малорастворим в содержащей продукт фазе;
- продукт только незначительно растворяется в содержащей катализатор фазе, которая состоит из катализатора и растворителя;
- растворитель обладает достаточно высокой растворяющей способностью для используемого катализатора.
В качестве добавки растворитель может содержать межфазные реагенты, поверхностно-активные вещества или амфифильные реагенты. В качестве предпочтительного растворителя используют воду.
В качестве катализаторов гидроформилирования можно использовать металлы восьмой побочной группы (железо, кобальт, никель, рутений, родий, палладий, осмий, иридий, платину). Эти металлы, соответственно, соединения этих металлов в реакционных условиях должны быть растворимы в содержащей катализатор фазе, но не в содержащей продукт фазе. Если используют водные растворы катализаторов, то для этого требуются водорастворимые соединения металлов. В качестве предпочтительного катализатора используют родий, соответственно, водорастворимые соединения родия. Пригодными солями родия являются, например, сульфат трехвалентного родия, нитрат трехвалентного родия, карбоксилат трехвалентного родия, как ацетат родия, пропионат родия, бутират родия или 2-этилгексаноат родия.
Род лигандов зависит от используемого металла и растворителя, применяемого для получения раствора катализатора. Для этих комплексов имеет значение то, что они каталитически эффективны и их каталитическое действие не ухудшается при продолжительном режиме работы. Условием для этого является то, что лиганды не изменяются, как, например, за счет реакции с растворителем.
В качестве лигандов для каталитически активных металлов можно использовать триарилфосфины. Пригодные фосфины включают один или два атома фосфора, причем каждый атом фосфора содержит три арильных остатка, которые являются одинаковыми или разными и представляют собой фенил, нафтил, бифенил, фенилнафтил или бинафтил, в особенности фенил, бифенил или бинафтил. Арильные остатки могут быть связаны с атомом фосфора непосредственно или через группу -(СН2)х-, где х означает целое число от одного до четырех, предпочтительно от одного до двух, особенно предпочтительно один. В случае водорастворимых каталитических систем лиганд должен содержать предпочтительно три остатка -(SO3)М, где М является одинаковым или разным и представляет собой атом водорода, ион щелочного металла, ион аммония, четвертичный аммониевый ион, (в расчете на половину) ион щелочноземельного металла или ион цинка.
Остатки -(SO3)М обычно являются заместителями в арильных остатках и придают триарилфосфинам необходимую водорастворимость. Предпочтительным сульфированным триарилфосфином с одним атомом фосфора является тринатрий-три(м-сульфофенил)фосфин.
Наряду с сульфонатными группами (-SO3М) также можно использовать другие полярные группы, как, например, карбоксилатные группы.
Водную фазу можно непосредственно использовать в реакции гидроформилирования или ее прежде можно подвергать преформированию катализатора в реакционных условиях, чтобы затем ее использовать в преформированном виде. Водный раствор катализатора, однако, также можно приготовлять сравнительно простым способом, тем, что водорастворимую соль металла и водорастворимые лиганды растворяют в воде и достигают комплексообразования.
Необходимую в предлагаемом согласно изобретению способе концентрацию соли металла можно устанавливать в широком диапазоне. Самое высокое значение определяется растворимостью. Скорость реакции зависит также от концентрации соли металла. Как правило, при высоких концентрациях соли металла достигают более высоких скоростей реакции. С другой стороны, более высокие концентрации соли металла означают повышенные расходы. Вследствие этого, в зависимости от реакционной способности исходного продукта и прочих реакционных условий можно выбирать оптимальное значение. Количество родия в содержащей катализатор фазе обычно составляет от 20 ч/млн до 2000 ч/млн, предпочтительно от 100 ч/млн до 1000 ч/млн.
В используемой каталитической системе молярное соотношение между металлом и лигандами можно изменять, чтобы достичь оптимального значения для каждого отдельного превращения. Это соотношение составляет от 1/5 до 1/200, в особенности от 1/10 до 1/60.
Значение рН раствора катализатора можно оптимизировать для гидроформилирования любого олефина в отношении селективности образования альдегида. Оно составляет 2-8, предпочтительно 3,0-5,5.
В качестве исходных продуктов для гидроформилирования можно использовать олефиновые соединения с 2-25 атомами углерода, предпочтительно с 2-12 атомами углерода. Они могут содержать одну или несколько двойных углерод-углеродных связей, которые, смотря по обстоятельствам, могут быть концевыми или находиться внутри молекулы. Предпочтительными являются олефиновые соединения с концевой двойной углерод-углеродной связью. При этом можно использовать олефин одной структуры. Также можно использовать смеси олефинов. Смесь может состоять из изомерных олефинов с одинаковым числом атомов углерода и из олефинов с разным числом атомов углерода или из смеси, которая содержит как изомерные олефины, так и также олефины с различным числом атомов углерода. Далее, олефины или смеси олефинов в реакционных условиях могут содержать инертные вещества, как алифатические углеводороды.
В предлагаемом согласно изобретению способе можно использовать олефины из самых различных источников. Например, следует назвать олефины из крекинг-процессов, реакций дегидрирования или из синтеза Фишера-Тропша. Точно так же пригодными исходными продуктами являются олефины или смеси олефинов, которые образуются путем димеризации, олигомеризации, содимеризации, соолигомеризации или диспропорционирования олефинов. Используемые олефины могут быть (в нормальных условиях) газообразными, жидкими или твердыми. Твердые олефины используют в виде растворов. В качестве растворителей применяют инертные, едва растворимые в содержащей катализатор фазе жидкости. Особенно предпочтительными являются растворители, которые имеют более высокую температуру кипения, чем получаемые продукты, так как, таким образом, облегчается отделение путем перегонки и рециркуляция.
В предлагаемом согласно изобретению способе предпочтительно используют α-олефиновые соединения. Примерами пригодных α-олефиновых соединений являются алк-1-ены, алкилалкеноаты, алкиленалканоаты, простые алкенилалкиловые эфиры и алкенолы, как, например, пропен, бутен, пентен, бутадиен, пентадиен, гекс-1-ен, гепт-1-ен, окт-1-ен, нон-1-ен, дец-1-ен, ундец-1-ен, додец-1-ен, гексадец-1-ен, 2-этилгекс-1-ен, гекса-1,4-диен, окта-1,7-диен, 3-циклогексилбут-1-ен, стирол, 4-винилциклогексен, аллилацетат, винилформиат, винилацетат, винилпропионат, аллилметиловый эфир, винилметиловый эфир, винилэтиловый эфир, аллиловый спирт, 3-фенилпроп-1-ен, гекс-1-ен-4-ол, окт-1-ен-4-ол, бут-3-енилацетат, аллилпропионат, аллилбутират, н-пропилокт-7-еноат, окт-7-еновая кислота, гекс-5-енамид, 1-метокси-окта-2,7-диен, 3-метоксиокта-1,7-диен, в особенности пропен, бут-1-ен, имеющиеся технические смеси, которые содержат главным образом бут-1-ен, бут-2-ен и изобутен, и/или пент-1-ен.
Продуктами гидроформилирования олефинов являются удлиненные на один атом углерода альдегиды и, при известных условиях, спирты. Получаемые по предлагаемому согласно изобретению способу альдегиды можно использовать для получения спиртов путем гидрирования. Таким образом полученные спирты в свою очередь являются предшественниками для пластификаторов, например, в виде диэфиров фталевой кислоты, или детергентов.
Далее, альдегиды, получаемые по способу согласно изобретению, находят применение в реакциях альдольной конденсации и при получении карбоновых кислот путем окисления.
В качестве агентов гидроформилирования используют смеси из водорода и монооксида углерода (синтез-газ) или другие смеси из водорода, монооксида углерода и инертных в реакционных условиях веществ.
При использовании жидких олефинов или твердых олефинов в растворе благоприятным является применение агентов формилирования в избытке для того, чтобы достигать по возможности полного превращения. Это снижает расходы на обработку. При использовании газообразных олефинов, напротив, может оказаться благоприятным использование агентов гидроформилирования в недостатке, так как избыточное количество газообразного олефина отделяется от жидкого продукта и его снова можно возвращать в процесс.
Молярное соотношение олефина к водороду и олефина к монооксиду углерода может быть больше, меньше или равно единице.
В случае гидроформилирования при использовании газообразного олефина предлагаемый согласно изобретению способ представляет собой прежде всего двухфазную реакцию, причем во время реакции образуется содержащая продукт жидкая фаза и, таким образом, возникает трехфазная система. При использовании жидкого олефина с самого начала имеется трехфазная система.
Предлагаемый согласно изобретению способ можно осуществлять в одном или нескольких трубчатых реакторах со встроенными деталями, соответственно вышеприведенному описанию.
В предлагаемом согласно изобретению способе содержащая катализатор фаза является сплошной фазой; массовое соотношение между содержащей катализатор фазой и дисперсной или дисперсными фазами, следовательно, целесообразно составляет величину в области от 2/1 до 3500/1, предпочтительно в пределах от 40/1 до 2500/1.
Если предлагаемый согласно изобретению способ используют для гидроформилирования олефинов, массовое соотношение между содержащей катализатор фазой и олефиновой фазой на входе в реактор может составлять величину в области от 5000/1 до 4/1, предпочтительно в пределах от 2000/1 до 50/1. Массовое соотношение между содержащей катализатор фазой и агентом гидроформилирования (как правило, синтез-газом) составляет от 4/1 до 10000/1, предпочтительно от 200/1 до 4000/1. Реагенты можно предварительно нагревать, то есть доводить до области температуры реакции, или вводить холодными. На основании высокого соотношения фаз предварительное нагревание можно также осуществлять с помощью содержащей катализатор фазы за счет тепла, выделяющегося при протекании экзотермических реакций технологического процесса.
Если предлагаемый согласно изобретению способ используют для гидроформилирования олефинов, то взаимодействие осуществляют в области температур от 20°С до 250°С, предпочтительно в пределах от 90°С до 150°С; при этом общее давление составляет от 10 бар до 300 бар, предпочтительно от 20 бар до 150 бар.
Прохождение через реакционную трубу может осуществляться прямотоком сверху вниз и наоборот. По соображениям безопасности предпочтение отдают загрузке сверху.
Теплоту реакции можно отводить через различные теплообменники. Теплообменники при этом не должны находиться вблизи реакционной зоны, а могут быть расположены также любым образом вне реактора. Отдельные тепловые потоки зависимы от удельной теплоты реакции, а также от желательных температур в реакторе и в устройствах для обработки.
Отводимую теплоту реакции таким образом можно очень просто использовать, например, в самом процессе, для нагрева перегонного устройства или для парообразования.
В случае использования газообразных олефинов или при неполном превращении, выходящую из реактора смесь можно дегазировать в сепараторе для разделения газа и жидкости. Разделение газа и жидкости можно осуществлять при таком же давлении, которое доминирует на выходе из реактора. Это имеет преимущество особенно тогда, когда по меньшей мере часть газа после снятия давления возвращают в реактор. Впрочем, можно также снимать давление в случае более низкого давления (вплоть до ниже 1 бар).
Отделенный газовый поток полностью или частично можно возвращать в реактор.
Этой рециркуляции можно достигать известным образом, например, с помощью эжектора или смесительного сопла, установленного в циркулирующем потоке катализатора перед реактором, или за счет компрессора циркулирующего газа. По энергетическим соображениям предпочтительно используют эжектор или смесительное сопло, которое установлено в циркулирующем потоке катализатора перед реактором.
Остаточное или, на выбор, общее количество газа можно вводить охлажденным или неохлажденным в систему использования отходящего газа. При применении холодильника образующийся в холодильнике газовый конденсат можно направлять по трубопроводу в сепаратор для разделения газа и жидкости.
Дегазированную смесь жидкостей механически разделяют в сепараторе для разделения смеси жидкость-жидкость на содержащую катализатор фазу и содержащую продукт фазу. Это можно осуществлять в отстойниках различного типа или центрифугах. По соображениям стоимости предпочитают отстойники.
Продолжительности пребывания в сепараторе, правда, в принципе не критические, однако, предпочтительно выдерживать в течение небольшого количества времени. Это имеет следующие преимущества:
Сепаратор имеет маленький размер и капиталовложение зато, соответственно, незначительное. В случае коротких продолжительностей пребывания в сепараторе не протекают никакие побочные реакции. Для того чтобы разделение фаз происходило быстро, различия плотностей обеих фаз должны быть достаточно большими и их вязкости должны быть незначительными. Все четыре величины являются функцией температуры и их можно легко определить путем ориентировочных опытов.
Сверх того, плотность и вязкость раствора катализатора можно изменять за счет выбора растворителя и концентрации катализатора. В качестве другой возможности можно изменять плотность и вязкость содержащей продукт фазы путем добавки растворителя.
Разделение фаз можно осуществлять в широком диапазоне температур. При этом температура разделения может быть также выше, чем температура вывода реакционной смеси на выходе из реактора. По энергетическим причинам, однако, неблагоприятно использовать более высокую температуру, чем температура жидкости в газоотделителе. В качестве самой низкой возможной температуры нужно рассматривать температуру затвердевания одной из обеих жидких фаз. В отношении коротких времен разделения, однако, как уже было указано, не выбирают никаких слишком низких температур.
Содержащий продукт поток разделяют известными способами, например, путем перегонки.
Отделенный раствор катализатора, в случае необходимости, после вывода небольшого частичного, количества и соответствующей замены свежим раствором катализатора, возвращают в реактор.
Следующие примеры должны пояснить изобретение, не ограничивая его объема охраны, который следует из формулы изобретения.
Гидроформилирование олефинов
Гидроформилирование олефинов осуществляют в опытной аппаратуре, которая схематически представлена на чертеже. В этом случае с помощью насоса 1 водный раствор катализатора вводят в циркуляцию. К содержащей катализатор фазе 2 примешивают олефин 3 и синтез-газ 4. Многофазную смесь 5 прокачивают через трубчатый реактор 6, который снабжен статическими элементами смешения. Полученную в результате смесь 7, состоящую из продукта, непревращенного исходного продукта и катализатора, дегазируют в газоотделителе 8. Газ 9, состоящий из синтез-газа, при известных условиях, газообразного олефина и обогащенных инертных веществ, большей частью снова возвращают в реактор 6 по трубопроводу для рециркуляции газа 10 с помощью смесительного сопла, соответственно, эжектора 11. Небольшую часть газового потока 9 выводят по трубопроводу 12. Путем пригодного охлаждения 13 и рециркуляции потери олефина можно сводить к минимуму. По трубопроводу 14 выводят обогащенные инертные вещества и незначительные количества непревращенного синтез-газа.
Образующийся после дегазации 8 поток жидкости 15 направляют в сепаратор фаз 16. Здесь отделяют содержащую катализатор водную фазу 2 и снова возвращают в циркуляцию. Теплоту реакции можно отводить через расположенные вне реактора теплообменники 17, 19, 20. Продукт выводят по трубопроводу 18 и, в случае необходимости, дальше очищают.
В примерах 1-7 описывается гидроформилирование пропена при использовании предлагаемого согласно изобретению способа.
Примеры 1-5
Используют реактор 6 длиной 3 м и диаметром 17,3 мм, который содержит статические элементы смешения фирмы Сульцер с гидравлическим диаметром 2 мм.
В случае этого примера, трубопровод 10 для рециркуляции газа перекрыт. В качестве растворителя для катализатора используют воду. Значение рН составляет 7. Через реактор пропускают загрузку катализатора 400 кг/час при температуре 120°С. Давление газовой фазы составляет 50 бар. В качестве катализатора используют родий в концентрации 800 ч/млн, в расчете на фазу растворителя. В качестве лиганда используют три(м-сульфофенил)фосфин в форме натриевой соли, соотношение фосфора к родию составляет 60. В случае опыта 2 устанавливают реакционные условия опыта 1, с тем различием, что температура реакции составляет 130°С. В случае опыта 3 устанавливают реакционные условия опыта 1, с тем различием, что давление газовой фазы составляет 70 бар. В случае опыта 4 устанавливают реакционные условия примера 1, с тем различием, что значение рН раствора катализатора устанавливают равным четырем. В случае опыта 5 устанавливают реакционные условия примера 1, с тем различием, что загрузка катализатора в реактор составляет 300 кг/час. Подводимые массопотоки исходных продуктов, а также продуктов указаны в таблице в моль/час.
где
BOB означает выход продукта с единицы объема в единицу времени;
В означает коэффициент нагрузки.
Примеры 6 и 7
Эти примеры иллюстрируют использование трубопровода для рециркуляции газа 10. Потерю ценных веществ через трубопровод для отходящего газа таким путем можно свести к минимуму. Уже в этих примерах можно легко достигать превращений выше 90%. Вследствие наличия холодильника 13 можно почти полностью предотвращать вывод пропена в отходящем газе, так что пропен выводится только еще с жидким продуктом. Отводимый из сепаратора для разделения фаз продукт 18, который еще содержит пропен, обрабатывают согласно уровню техники, тем, что его, например, вытесняют с помощью синтез-газа или отделяют путем перегонки. Тем самым возможны превращения пропена выше 99% без потерь выхода продукта с единицы объема в единицу времени.
В примерах 6 и 7 через реактор пропускают загрузку катализатора 400 кг/час при температуре 120°С. Давление газовой фазы составляет 50 бар. Концентрация родия составляет 800 ч/млн, в расчете на фазу растворителя. В качестве лиганда используют три(м-сульфофенил)фосфин в форме его натриевой соли, соотношение фосфора к родию составляет 60. Подводимые массопотоки исходных продуктов, а также продуктов представлены в таблице в моль/час.
где
BOB означает выход продукта с единицы объема в единицу времени;
В означает коэффициент нагрузки.
Пример 8
Гидроформилирование гекс-1-ена
В этом примере описывается использование предлагаемого согласно изобретению способа для непрерывного гидроформилирования гекс-1-ена. Протекание реакции превращения в более длинном реакторе характеризуется тем, что получаемый сырой продукт постоянно используется снова. Таким образом получают значения как в случае реактора длиной несколько метров, в который через каждый 1 м снова вводят газ. В качестве растворителя для родиевого катализатора используют воду. Через реактор объемом 235 мл (длиной 1 м) пропускают загрузку катализатора 400 кг/час при температуре 130°С. Давление газовой фазы составляет 30 бар. Концентрация родия составляет 800 ч/млн, в расчете на фазу растворителя. В качестве лиганда используют три(м-сульфофенил)фосфин в форме его натриевой соли, соотношение фосфора к родию составляет 60. Загрузка синтез-газа в среднем составляет 132,8 л/час в нормальных условиях. Вводимый поток жидкого исходного продукта устанавливают равным 1,3 л/час. После восьми пропусканий (соответствует длине реактора 8 м) едва достигают превращения 90%, однако, выход продукта с единицы объема в единицу времени все еще составляет 0,44 т/(м3·час), в расчете на общую длину реактора. Это значение намного превышает известные технические данные. Общая селективность после восьми пропусканий составляет почти 93%.
где
BOB означает выход продукта с единицы объема в единицу времени;
В означает коэффициент нагрузки.
Пример 9
Гидроформилирование дец-1-ена
Используют реактор длиной 6 м и диаметром 17,3 мм, который содержит статические элементы смешения фирмы Сульцер с гидравлическим диаметром 2 мм.
В случае этого примера трубопровод 10 для рециркуляции газа перекрыт. В качестве растворителя для катализатора используют воду. Значение рН составляет 4,5. Через реактор пропускают загрузку катализатора 400 кг/час при температуре 125°С. Давление газовой фазы составляет 70 бар. Концентрация родия составляет 800 ч/млн, в расчете на фазу растворителя. В качестве лиганда используют три(м-сульфофенил)-фосфин в форме его натриевой соли, соотношение фосфора к родию составляет 5. Подводимые массопотоки исходных продуктов, а также продуктов представлены в таблице в моль/час.
где
BOB означает выход продукта с единицы объема в единицу времени;
В означает коэффициент нагрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ПРОВЕДЕНИЯ РЕАКЦИИ ГИДРОФОРМИЛИРОВАНИЯ | 2018 |
|
RU2763424C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЖИДКОГО ПОТОКА ПОСЛЕ ГИДРОФОРМИЛИРОВАНИЯ | 2010 |
|
RU2486171C1 |
| СПОСОБ МНОГОСТУПЕНЧАТОГО ГИДРОФОРМИЛИРОВАНИЯ ОЛЕФИНОВ C-C В АЛЬДЕГИДЫ И/ИЛИ СПИРТЫ | 2001 |
|
RU2296739C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСШИХ ОКСО-СПИРТОВ | 1997 |
|
RU2183210C2 |
| СПОСОБ КАТАЛИТИЧЕСКОГО ГИДРОФОРМИЛИРОВАНИЯ ВЫСШИХ ОЛЕФИНОВ В ПРИСУТСТВИИ ЦИКЛИЧЕСКИХ ЭФИРОВ УГОЛЬНОЙ КИСЛОТЫ | 2003 |
|
RU2336261C2 |
| СПОСОБ И РЕАКТОР ДЛЯ ПРОВЕДЕНИЯ КАТАЛИТИЧЕСКИХ РЕАКЦИЙ ЖИДКОСТЕЙ С ГАЗАМИ И РАСПРЕДЕЛИТЕЛЬНАЯ ТАРЕЛКА ДЛЯ РЕАКТОРОВ | 2005 |
|
RU2381828C2 |
| СПОСОБ СОДИМЕРИЗАЦИИ ОЛЕФИНОВ | 2007 |
|
RU2434834C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ | 2016 |
|
RU2719438C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ, СОДЕРЖАЩИХ 3-21 АТОМОВ УГЛЕРОДА | 2001 |
|
RU2270829C2 |
| Способ получения пропаналя гидроформилированием этилена в разбавленных газовых потоках | 2019 |
|
RU2737189C1 |
Описан способ каталитического осуществления многофазной реакции гидроформилирования олефинов в трубчатом реакторе, в котором катализатор находится в сплошной жидкой фазе и по крайней мере один исходный продукт содержится в диспергированной фазе, отличающийся тем, что реакцию гидроформилирования проводят при коэффициенте нагрузки В, равном или больше 0,8, который рассчитывают как частное из относящегося к длине падения давления PD и статического давления PS, причем PD=Cw·g/2·w2/D и PS=(M/V)·g, где Cw означает коэффициент сопротивления трубчатого реактора, D означает диаметр трубчатого реактора, W означает скорость (движения) потока, S означает плотность текущей фазы, М - весовой поток всех компонентов в реакторе, V - объемный поток, g - 9,81 м/с2. Технический результат: повышение производительности процесса. 10 з.п. ф-лы, 1 ил., 4 табл.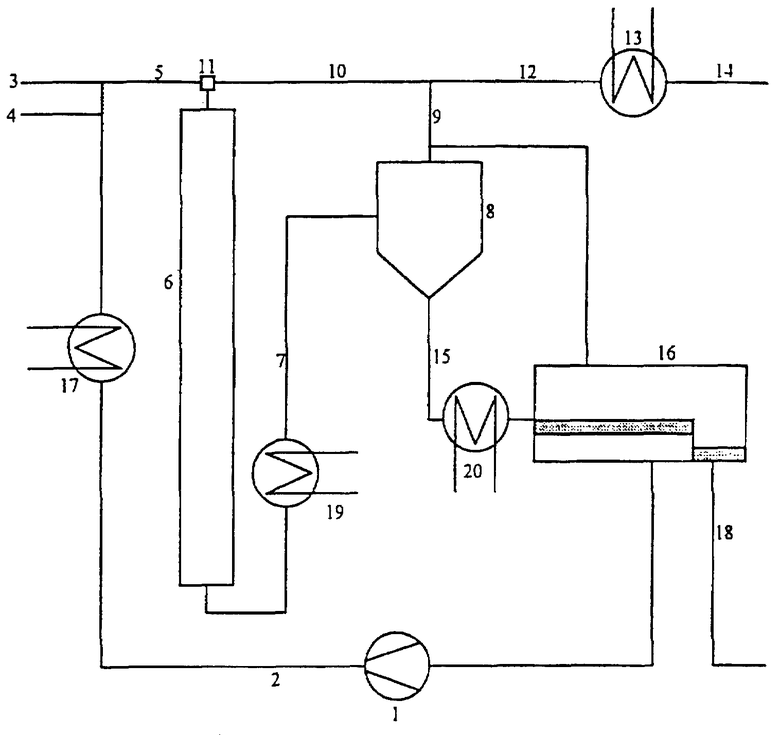
где Cw означает коэффициент сопротивления трубчатого реактора;
D означает диаметр трубчатого реактора;
W означает скорость (движения) потока;
S означает плотность текущей фазы;
М - весовой поток всех компонентов в реакторе;
V - объемный поток;
g - 9,81 м/с2.
| US 4523036 А, 11.06.1985 | |||
| СПОСОБ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ C-C | 1991 |
|
RU2041198C1 |
| Устройство для динамического тензометрирования деталей вращающихся объектов | 1988 |
|
SU1582010A1 |
| Способ получения альдегидов С @ - С @ | 1989 |
|
SU1836319A3 |

