Известны устройства для обработки торовых поверхностей, в том числе с осью, располагающейся по спирали, содержащие имеющую возможность вращения планшайбу, несущую инструмент, и установленную с возможностью поворота на оси раму, на которой закреплена обрабатываемая деталь, причем ось поворота рамы установлена с возможностью перемещения в плоскости, перпендикулярной оси планшайбы [1].
Однако известными устройствами нельзя обрабатывать торообразные детали большой длины и кривизны, а также с эллиптической формой и неодинаковыми размерами поперечного сечения (рогообразные).
Цель изобретения - расширение технологических возможностей станка. Для этого обрабатываемая деталь закреплена на станине, снабженной направляющими пазами и зубчатыми гребенками, выполненными в соответствии с формой осевой линии обрабатываемой детали, а инструмент установлен на планшайбе в резцедержателе с возможностью перемещения в радиальном направлении по направляющим планшайбы (радиальная подача) и вдоль осевой линии обрабатываемой детали вместе с планшайбой и ее корпусом (продольная подача), для чего корпус снабжен цапфами, на которых установлены направляющие пальцы, вставленные в направляющие пазы станины, и шестерни механизма продольной подачи, находящиеся в зацеплении с зубчатыми гребенками станины и кинематически связанные через червячные и конические передачи с червячным колесом, взаимодействующим с червячным венцом планшайбы, на которой размещен механизм радиальной подачи в виде кольца с копирным пазом, в который вставлен копирный палец, закрепленный в резцедержателе, и зубчатым сегментом, взаимодействующим через установленные на планшайбе зубчатую и червячную передачи со звездочкой, размещенной с возможностью периодического взаимодействия с выдвижным упором, закрепленным на корпусе планшайбы.
Для снижения весовых нагрузок на станине могут быть размещены противовесы, прикрепленные к концам канатов, пропущенных под цапфы через ролик и блоки, установленные на станине.
На фиг.1 изображен предлагаемый станок, вид сбоку; на фиг.2 - вид по стрелке А на фиг.1.
Станок содержит станину 1 с устройствами (на чертежах не показаны) для закрепления обрабатываемой детали 2, направляющими пазами 3 и зубчатыми гребенками 4, и планшайбу 5, установленную в корпусе 6 с возможностью вращения от привода 7. Планшайба 5 снабжена направляющими 8, на которых размещен резцедержатель 9 с закрепленными в нем резцом 10 и копирным пальцем 11. На кронштейнах 12 планшайбы 5 установлено с возможностью вращения кольцо 13 механизма радиальной подачи с копирным пазом 14, в который вставлен свободный конец копирного пальца 11. Кольцо 13 снабжено зубчатым сегментом 15, кинематически связанным через установленные на планшайбе 5 зубчатую пару 16, 17 и червячную пару 18,19 со звездочкой 20, размещенной с возможностью периодического взаимодействия с выдвижным упором 21, закрепленным на корпусе 6. Корпус 6 снабжен цапфами 22, на которых установлены направляющие пальцы 23, свободные концы которых вставлены в направляющие пазы 3 станины 1, и шестерни 24 механизма продольной подачи, находящиеся в зацеплении с гребенками 4 станины 1 и кинематически связанные через червячные пары 25, 26 и конические пары 27, 28 с червячным колесом 29, установленным с возможностью взаимодействия с червячным венцом 30 планшайбы 5.
Противовесы 31 прикреплены к концам канатов 32, пропущенных через блоки 33 и ролик 34 под цапфы 22.
Станок работает следующим образом.
Перед началом обработки обрабатываемая деталь 2 закрепляется на станине 1 в требуемом для обработки положении. Корпус 6 с планшайбой 5 перемещается (например, вращением ролика 34) и устанавливается так, чтобы резец 10 располагался в начале обработки (например, у одного из торцов обрабатываемой детали 2). Вращением кольца 13 копирный палец 11 перемещается в копирном пазу 14 и перемещает резцедержатель 9 по направляющим 8, устанавливая резец 10 на диаметр начала обработки.
При включении привода 7 планшайба 5 вращается в корпусе 6. При этом от червячного венца 30 планшайбы 5 получает вращение червячное колесо 29, от которого через конические 27, 28 и червячные 25, 26 пары вращение передается шестерням 24, которые взаимодействуют с зубчатыми гребенками 4 и перемещают цапфы 22 с корпусом 6, планшайбой 5 и резцом 10 вдоль осевой линии обрабатываемой детали 2 (продольная подача). При этом направляющие пальцы 23 перемещаются по направляющим пазам 3 станины 1, ориентируя плоскость вращения резца 10 относительно осевой линии обрабатываемой детали 2 в соответствии с создаваемой в результате обработки формой поперечных сечений обрабатываемой детали 2 (перпендикулярно осевой линии для круглых или под углом для эллиптических сечений). Если при этом выдвижной упор 21 установлен в положение, при котором он не взаимодействует со звездочкой 20 при вращении планшайбы 5, то кольцо 13 и удерживаемый в его пазах 14 копирным пальцем 11 резцедержатель 9 с резцом 10 сохраняют неизменное положение относительно планшайбы 5 и обработка производится при постоянном диаметре вращения резца 10, а создаваемая в результате обработки поверхность имеет постоянные размеры поперечного сечения (круг или эллипс).
При переходе к обработке участка детали 2 с изменяющимися размерами поперечного сечения выдвижной упор 21 переводится в положение, при котором при вращении планшайбы 5 звездочка 20 периодически набегает на него и получает вращение, которое через червячную 18, 19 и зубчатую 16, 17 передачи и зубчатый сегмент 15 передается кольцу 13. При вращении кольца 13 в его пазу 14 перемещается копирный палец 11, который перемещает резцедержатель 9 с резцом 10 по направляющим 8 планшайбы 5 (радиальная подача).
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной станок для обработки фланцев | 1982 |
|
SU1076196A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Трубоотрезной станок | 1982 |
|
SU1038110A1 |
| Переносный станок для обработки консольных цилиндрических деталей | 1990 |
|
SU1780936A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ТОРОВЫХ И РОГООБРАЗНЫХ ПОВЕРХНОСТЕЙ | 2011 |
|
RU2475337C1 |
| "Универсальный токарно-фрезерный станок "Короед-3" | 1991 |
|
SU1838093A3 |
| Индексирующий и транспортирующий механизм | 1988 |
|
SU1614752A3 |
| ТРУБООТРЕЗНОЙ СТАНОК | 1972 |
|
SU348306A1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ КРУГЛЫХ ДЕТАЛЕЙ | 2006 |
|
RU2316415C1 |

Изобретение относится к станкостроению. Сущность изобретения заключается в том, что станина снабжена направляющими пазами и зубчатыми гребенками, выполненными в соответствии с формой осевой линии детали, закрепленной на станине в ориентированном положении. Корпус планшайбы снабжен цапфами, на которых установлены направляющие пальцы и шестерни механизма продольной подачи, находящиеся в зацеплении с зубчатыми гребенками станины и кинематически связанные через червячные и конические передачи с червячным колесом, взаимодействующим с червячным венцом планшайбы. На планшайбе с возможностью вращения размещено кольцо механизма радиальной подачи, снабженное копирным пазом и зубчатым сегментом. Паз выполнен в соответствии с изменением размеров поперечного сечения обрабатываемой детали. Зубчатый сегмент находится в зацеплении через зубчатую и червячную передачи со звездочкой, размещенной с возможностью периодического взаимодействия с выдвижным упором, закрепленным на корпусе. Технический результат изобретения состоит в расширении технологических возможностей станка. 2 з.п. ф-лы. 2 ил.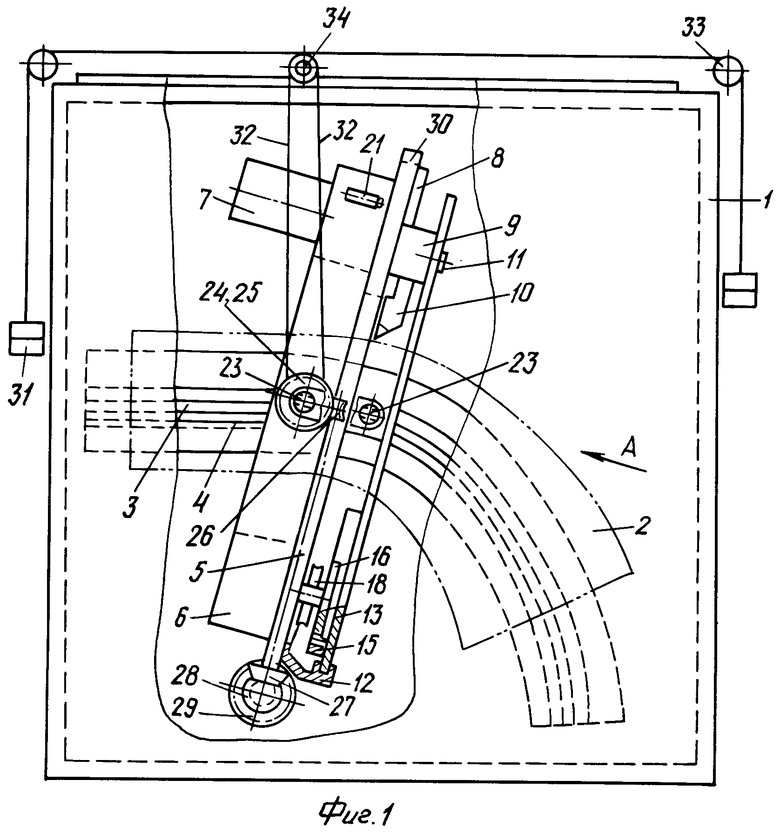
| Устройство для обработки торовыхпОВЕРХНОСТЕй | 1979 |
|
SU810381A1 |
| Карусельый станок | 1975 |
|
SU553048A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| Устройство для определения угла заточки | 1987 |
|
SU1404797A1 |

