Предлагаемое изобретение относится к области станкостроения, а именно к установкам для обработки наружных криволинейных поверхностей (в том числе торообразных, рогообразных и т.п.), ось вращения которых расположена внутри обрабатываемых изделий, в основном установка предназначена для обработки сердечников для отводов труб.
Известно устройство для обработки торовых поверхностей (см. например авт.свид. СССР №810381 1979 г.), содержащее планшайбу, несущую инструмент, установленную с возможностью поворота на оси рам, на которой закреплено обрабатываемое изделие при возможности перемещения оси поворота в плоскости, перпендикулярной оси планшайбы.
Недостатками аналога являются ограниченный диапазон обрабатываемых поверхностей, невысокая производительность обработки, недостаточная точность обрабатываемой поверхности при возможности выровов, углублений.
Известен станок для обработки торовых и рогообразных поверхностей (см. пример патента RU №2267382, 2006 г.), содержащий станину, планшайбу, установленную в корпусе с возможностью вращения от привода, с размещенным на ее направляющих резцедержателем с резцом, элементы обката обрабатываемого изделия, закрепленные на станине в ориентированном положении, механизма продольной подачи, связанной с зубчатыми гребенками станины и взаимодействующей с червячным венцом планшайбы, механизма радиальной подачи с капирным пазом.
Недостатками прототипа являются трудоемкость его изготовления, имеет большое количество механических зацеплений, копирный паз с размерами поперечного сечения обрабатываемого изделия закрепленного консольно, установлены противовесы, прикрепленные к концам канатов, рабочий инструмент установлен на вращающейся раме, сложность эксплуатации, что приводит к ограничению диапазона обрабатываемых изделий, снижение технологических возможностей, при этом конструкционные и технологические недостатки прототипа не обеспечивают жесткости при обработке изделия, а копирный паз и зазоры в зацеплениях приводят к нестабильной работе, снижению точности и качества обрабатываемых изделий, а также к снижению производительности при обработке.
Техническим результатом настоящего изобретения является расширение технологических возможностей в виде увеличения диапазона обрабатываемых изделий на одной установке, повышение качества обрабатываемых изделий путем взаимосвязи вращения изделия и перемещения инструмента в продольном и поперечном направлении по поверхности изделия, повышение производительности обработки за счет жесткого крепления обрабатываемого изделия, которое позволяет увеличить скорость подачи и величину съема стружки и отсутствие дополнительных настроечных элементов, требующих дополнительное время при эксплуатации.
Технический результат достигается тем, что предлагаемая установка для обработки торовых и рогообразных поверхностей:
- снабжена приводами, связанными с системой управления, имеющей программное обеспечение по обработке изделий;
- обеспечивает жесткое крепление обрабатываемого изделия элементами, установленными на планшайбе и соосно расположенными механизмом его поджима;
- оснащена муфтами придельного момента с встроенными упругими элементами, что снижает динамические нагрузки на инструмент, а инструмент, установленный в патроне с приводом, оснащен предохранительным устройством, с встроенным упругим элементом и датчиком отключения привода вращения обрабатываемого изделия, с целью исключения поломки инструмента и брака изделия;
- при работе механизма поперечного перемещения, который имеет ходовой винт, гайка выполнена разрезной с регулируемыми клиньями, перемещаемыми с помощью винтов для устранения «мертвого хода», половинки гайки могут раздвигаться одна относительно другой и прижиматься к ниткам винта, что исключает образование механических зазоров.
Предлагаемая установка для обработки торовых и рогообразных поверхностей изображена на фиг.1, где показана схема установки в разрезе.
Установка для обработки торовых и рогообразных поверхностей, содержащая станину 1, на которой смонтирован привод 2 вращения с планшайбой 3 для размещения элементов крепления обрабатываемого изделия 4, и соосно расположенный механизм 5 его поджима, также размещены механизм 6 с приводом 7 продольного перемещения и механизм 8 с приводом 9 поперечного перемещения инструмента 10 по контуру обрабатываемого изделия 4, при этом приводы связаны с системой управления 11, привод вращения 2 с планшайбой 3 и приводы продольного и поперечного перемещения инструмента оснащены муфтами 12, 13, 14 предельного момента, с встроенными упругими элементами, а инструмент, установленный в патроне 15 с приводом 16, оснащен предохранительным устройством 17, с встроенным упругим элементом, расположенным между четырех направляющих 18, и установлен на механизм с приводами продольного и поперечного перемещения инструмента 10, а также предохранительное устройство снабжено датчиком 19 отключения привода 2 вращения обрабатываемого изделия, а гайка 20 ходового винта 21 механизма 8 поперечного перемещения выполнена разрезной.
Заявленная установка работает следующим образом. Изделия 4 для обработки устанавливают на планшайбу 3, закрепляют и поджимают механизмом 5, при этом ось вращения находится внутри обрабатываемого изделия 4, затем включают систему управления 11, которая по программе устанавливает инструмент 10 в исходное положение, со стороны планшайбы 3 приводом 7 механизмом 6 продольного перемещения и приводом 9 механизмом 8 поперечного перемещения, одновременно включается привод 2 вращения планшайбы 3 с обрабатываемым изделием 4, привод 16 вращает патрон 15, в котором установлен инструмент 10. Инструмент 10, обрабатывая поверхность изделия 4 (отливки) по контору в соответствующих координатах по программе, перемещается к механизму 5 поджима изделия 4 приводом 7 механизмом 6 продольного перемещения, после чего изделия 4 снимают и устанавливают следующее (при необходимости в программу вводят изменения для получения изделия 4 требуемых параметров).
Установка для обработки торовых и рогообразных поверхностей сконструктирована и изготовлена для ООО Научно-производственного предприятия «ФОРТ», Московская область, г.Подольск. Установка специализирована и по своим характеристикам - предназначена в основном для обработки сердечников (отливок) из стали 20Х23Н13Л для отводов из труб следующих типоразмеров:
- диаметром 219…426 мм,
- длиной до 1700 мм.
Предлагаемая установка позволяет обрабатывать изделия за один проход со съемом стружки до 15 мм рабочим инструментом фрезой со сферическим концом фирмы CoroMill, при этом скорость обработки изделия 4 составляет до 0,7 м/мин, при высоте центров 750 мм наибольший диаметр обрабатываемого изделия над станиной 1500 мм.
Таким образом выполнение установки для торовых и рогообразных поверхностей с приводом вращения с планшайбой и приводами продольного и поперечного перемещения инструмента, оснащение муфтами предельного момента, с встроенными упругими элементами, установка инструмента в патроне с приводом и оснащение его предохранительным устройством с встроенным упругим элементом, расположенным между четырех направляющих, а также установка его на механизм с приводами продольного и поперечного перемещения инструмента, при этом снабжение предохранительного устройства датчиком отключения привода вращения обрабатываемого изделия, выполнение гайки ходового винта механизма поперечного перемещения позволяет:
- расширить технологические возможности за счет увеличения номенклатуры обрабатываемых изделий и марок обрабатываемых материалов,
- повысить производительность обработки поверхности изделия за один проход, за счет жестко закрепленного изделия на планшайбе и прижатого механизмом поджима, и исключает задержки за счет дополнительных настроек и регулировок в процессе обработки,
- повысить качество обрабатываемой поверхности в результате оснащения установки тремя приводами, жестко «поджатыми» с обрабатываемым изделием, в результате снабжения каждого из механизмов муфтами предельного момента с упругими элементами, снижающими динамические нагрузки на инструмент в процессе обработки, а также введение в конструкцию предохранительного устройства с встроенными упругими элементами и датчиком отключения привода обрабатываемого изделия, что исключает брак изделия и поломку инструмента, при этом обработка изделия осуществляется по заранее введенной в систему управления программе,
- повысить точность и качество обработки изделия путем устранения «мертвого хода» перемещения инструмента за счет применения на ходовом винте механизма поперечного перемещения разрезной гайки с регулируемыми клиньями, так как половинки гайки могут раздвигаться одна относительно другой и прижиматься к ниткам винта, что исключает образование механических зазоров и не вносит погрешности в систему управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРОВЫХ И РОГООБРАЗНЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2267382C2 |
| Фрезерный станок | 1976 |
|
SU560706A1 |
| Устройство для намотки торовых оболочек | 1990 |
|
SU1708737A1 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ КРУГЛЫХ ДЕТАЛЕЙ | 2006 |
|
RU2316415C1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ ОСЕЙ | 2014 |
|
RU2551752C1 |
Установка содержит станину, на которой смонтирован привод вращения с планшайбой для размещения элементов крепления обрабатываемого изделия, и соосно расположенный механизм его поджима, также размещены механизм с приводом продольного перемещения и механизм с приводом поперечного перемещения инструмента по контуру обрабатываемого изделия. При этом приводы связаны с системой управления. Для расширения технологических возможностей привод вращения с планшайбой и приводы продольного и поперечного перемещения инструмента оснащены муфтами предельного момента со встроенными упругими элементами, а инструмент, установленный в патроне с приводом, оснащен предохранительным устройством со встроенным упругим элементом, расположенным между четырех направляющих, и установлен на механизм с приводами продольного и поперечного перемещения инструмента, причем предохранительное устройство снабжено датчиком отключения привода вращения обрабатываемого изделия, а гайка ходового винта механизма поперечного перемещения выполнена разрезной. 1 ил.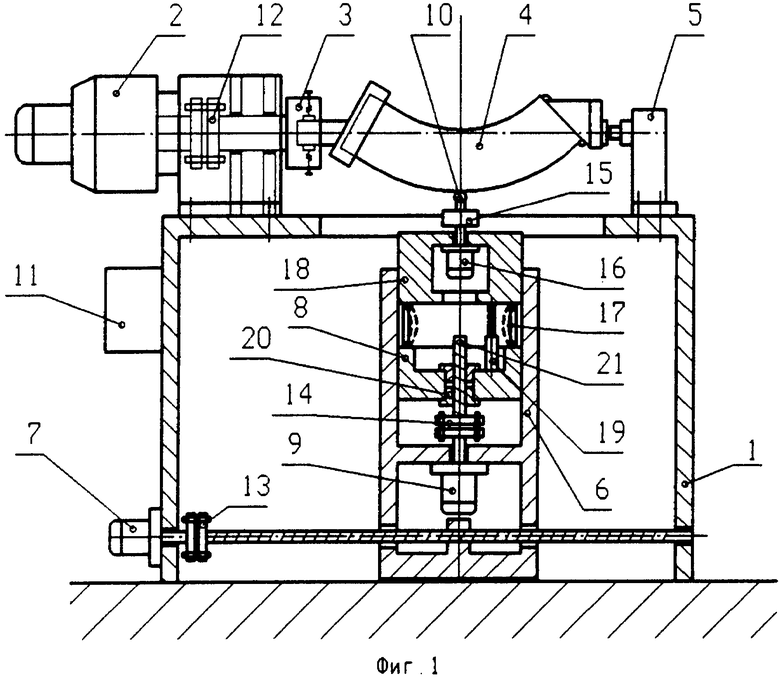
Установка для обработки торовых и рогообразных поверхностей изделия, содержащая станину, на которой смонтирован привод вращения с планшайбой для размещения элементов крепления обрабатываемого изделия, и соосно расположенный механизм его поджима, также размещены механизм с приводом продольного перемещения и механизм с приводом поперечного перемещения инструмента по контуру обрабатываемого изделия, при этом приводы связаны с системой управления, отличающаяся тем, что привод вращения с планшайбой и приводы продольного и поперечного перемещения инструмента оснащены муфтами предельного момента со встроенными упругими элементами, а инструмент, установленный в патроне с приводом, оснащен предохранительным устройством со встроенным упругим элементом, расположенным между четырьмя направляющими, и установлен на механизм с приводами продольного и поперечного перемещения инструмента, причем предохранительное устройство снабжено датчиком отключения привода вращения обрабатываемого изделия, а гайка ходового винта механизма поперечного перемещения выполнена разрезной.
| Устройство для оперативного определения высот точек местности | 1982 |
|
SU1135265A1 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
| Устройство для обработки торовыхпОВЕРХНОСТЕй | 1979 |
|
SU810381A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРОВЫХ И РОГООБРАЗНЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2267382C2 |

