Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке звеньев рельсошпальной решетки железнодорожного пути с железобетонными шпалами на производственных базах путевых машинных станций или других предприятий по сборке звеньев путевой решетки.
Известны поточные линии для сборки звеньев рельсошпальной решетки железнодорожного пути, содержащие подвижные по направляющим тележки, длина которых соответствует длине собираемого звена. В качестве направляющих используется, как правило, рельсовый путь. Тележки подвижны возвратно-поступательно или по замкнутой круговой трассе их перемещения (Е.Т.Лончаков, Б.П.Петропавловский. Путевые машины для звеносборочных и звеноразборочных работ. - М.: Транспорт, 1984 - С.126-142; Ю.А.Орлов, А.В.Егиазарян. Производственные базы путевых машинных станций. - М.: Транспорт, 1986. - С.24-29; авт. св. СССР №1451080. Поточная линия для сборки звеньев железнодорожного пути. В 65 G 35/08 // E 01 В 29/24; патент РФ №2115782. Поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути. Е 01 В 29/24; заявка РФ №2001113145. Поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути. Е 01 В 29/24). На тележки раскладывают шпалы по эпюре звена, укладывают рельсы, скрепления и собирают звено при перемещении тележек по позиции с соответствующим технологическим оборудованием или при перемещении соответствующего технологического оборудования по позиции с остановленной на ней тележкой.
Устройства для раскладки железобетонных шпал по эпюре шпал звена известны также, например, по авт. св. СССР №958568. Раскладчик шпал по эпюре. Е 01 В 29/13; пат. РФ №1789581. Устройство для раскладки шпал по эпюре на звеносборочной линии. Е 01 В 29/10, 37/00.
В известных линиях раскладка шпал по эпюре звена производится либо путем предварительного вывешивания всего комплекта шпал звена на гибких подвесках на траверсе грузоподъемного средства с последующей погрузкой сразу всего комплекта шпал на тележку, либо путем последовательного набора шпал на принимающие направляющие, периодически перемещаемые на шаг эпюры с подъемом их и опусканием, либо путем раздвижки шпал по эпюре уложенных в один слой шпал на принимающих направляющих или непосредственно на тележке.
Предварительное вывешивание по эпюре всего комплекта шпал звена на гибких подвесках требует обязательного применения тяжелого ручного труда при зацеплении шпал, точность эпюры после укладки шпал на тележку недостаточна из-за колебания шпал на гибких подвесках. Последовательный набор на периодически перемещаемые на шаг эпюры принимающие направляющие с подъемом их и опусканием конструктивно сложен и не применим в линиях с конструктивно простыми транспортирующими с позиции на позицию элементы звена или звено тележками. Раздвижка по эпюре уложенных в один слой шпал проста, обеспечивает достаточную точность эпюры, но при этом происходит скольжение шершавой поверхности шпалы по направляющим, что нежелательно, и, кроме того, требуется предварительная укладка шпал в один слой.
Известна поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути (авт. св. СССР №485043. Устройство для транспортирования и производства сборочно-разборочных операций с рельсовыми звеньями. В 65 G 25/04 // Е 01 В 29/00 - принято за прототип), содержащая возвратно-поступательно подвижные по рельсовому пути тележки, длина которых соответствует длине собираемого звена, и установленные в зонах въезда тележек подъемные столы, выполненные в виде двух горизонтальных и параллельных друг другу и рельсам рельсового пути, не связанных между собой балок, расстояние между которыми превышает ширину тележек и длина которых соответствует длине тележек.
Набор шпал звена по эпюре производится при шаговом перемещении тележки своей тяговой приводной лебедкой. Точность шагового перемещения при этом невысока и не обеспечивает необходимой точности эпюры при раскладке шпал. В основном шаг эпюры шпал составляет 500-501 мм или 543-544 мм с допускаемым отклонением не более 20 мм (Указание МПС России №С-1395у от 07.07.2001). Комплект шпал звена составляет 46 или 50 шпал и при отклонении каждого шага всего лишь на 1 мм изменение расстояния между шагами составит 46 или 50 мм, что недопустимо.
Необходима конструктивно простая поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути с железобетонными шпалами, процесс сборки на которой производился бы на конструктивно простых тележках с простыми приводами их перемещения с обеспечением точной эпюры шпал звена при их раскладке.
Для этого в известной поточной линии для сборки звеньев рельсошпальной решетки железнодорожного пути, содержащей возвратно-поступательно подвижные по рельсовому пути тележки, длина которых соответствует длине собираемого звена, и установленный в зонах въезда тележек подъемный стол для установки рельсов, выполненный в виде двух горизонтальных и параллельных друг другу и рельсам рельсового пути, не связанных между собой балок, длина которых соответствует длине тележек, расстояние между которыми превышает ширину тележек, но не превышает длину шпалы, дополнительно введены подъемный стол для завинчивания гаек болтов скреплений и подъемный стол, предназначенный для набора шпал по эпюре звена, для чего его балки выполнены в виде вертикально замкнутых гладкозвенных цепных конвейеров с приводами для обеспечения синхронного шагового перемещения конвейеров на расстояние, соответствующее эпюре шпал звена. Подъемный стол для набора шпал по эпюре звена оборудован датчиками: одним - для взаимодействия с тележкой для остановки въехавшей тележки и вторым - для взаимодействия с первой шпалой набираемого комплекта шпал звена для опускания его на въехавшую тележку. Привод конвейера включает коробку передач с устройством для периодического обеспечения одного полного оборота его приводного вала.
Наличие возвратно-перемещаемых по рельсовому пути тележек и установленных в зонах въезда тележек подъемных столов обеспечивает поточность производимых при сборке звеньев процессов с одновременным и независимым выполнением операций при наборе шпал по эпюре звена, установке рельсов и скреплений, непосредственной сборке звена и его уборке, при этом используются конструктивно простые тележки с конструктивно простыми приводами их перемещения и конструктивно простые подъемные столы. Выполнение балок подъемного стола, предназначенного для набора шпал по эпюре звена, в виде вертикально замкнутых гладкозвенных цепных конвейеров с приводами, обеспечивающими синхронное шаговое перемещение конвейеров на расстояние, соответствующее эпюре шпал звена, позволяет набрать комплект железобетонных шпал звена без взаимного проскальзывания шпал и опоры для них с необходимой точностью эпюры шпал звена. Оборудование подъемного стола для набора шпал по эпюре звена датчиками: одного - для взаимодействия с тележкой для остановки въехавшей тележки и второго - для взаимодействия с первой шпалой набираемого комплекта шпал звена для опускания его на въехавшую тележку позволяет автоматизировать укладку комплекта шпал звена на тележку. Привод конвейера, включающий коробку передач с устройством, периодически обеспечивающим один полный оборот его приводного вала, позволяет обеспечить конструктивно простыми средствами необходимый стабильный шаг перемещения конвейера для набора комплекта шпал звена с разной эпюрой.
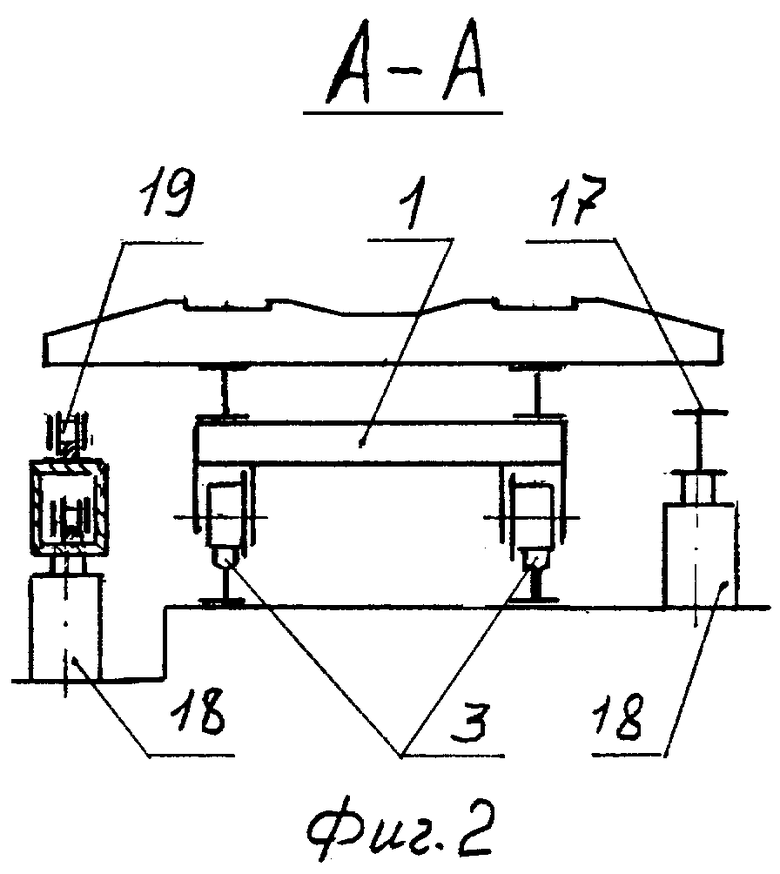
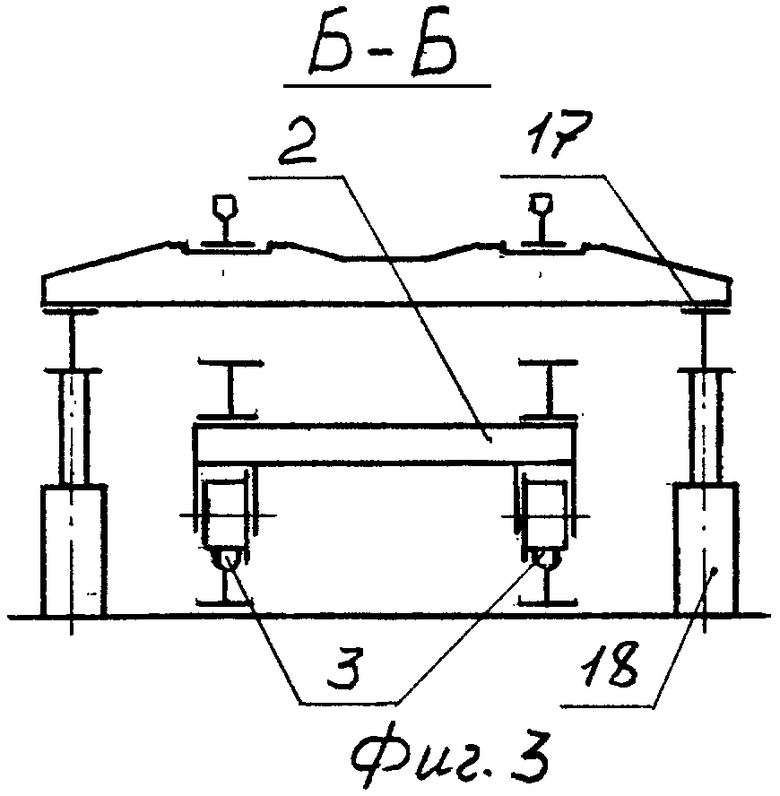
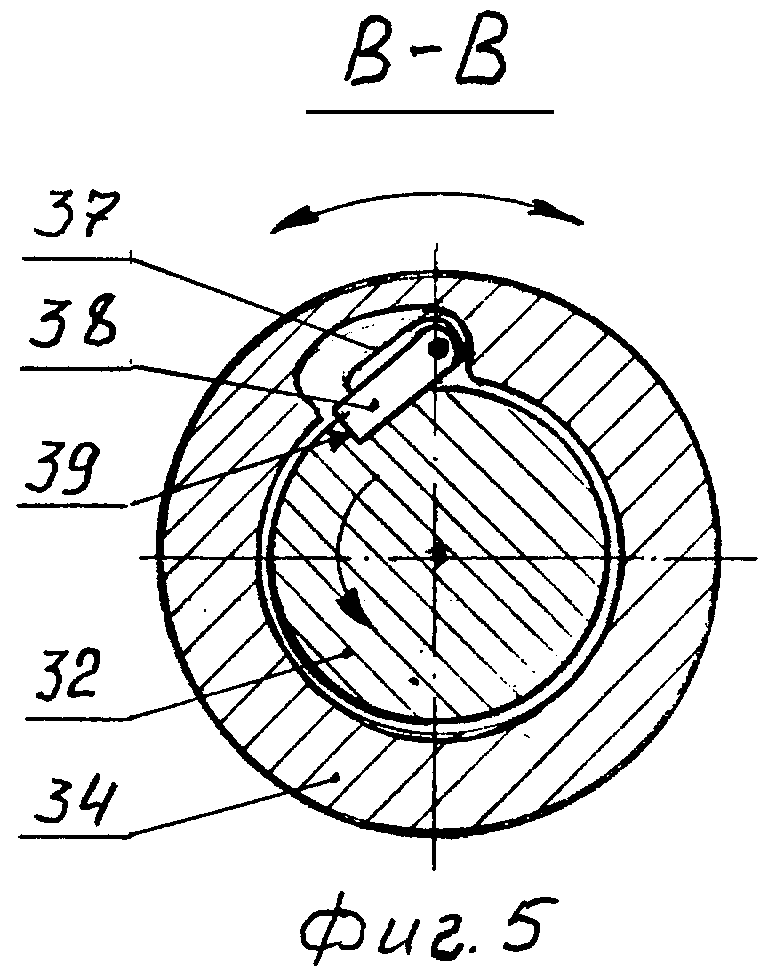
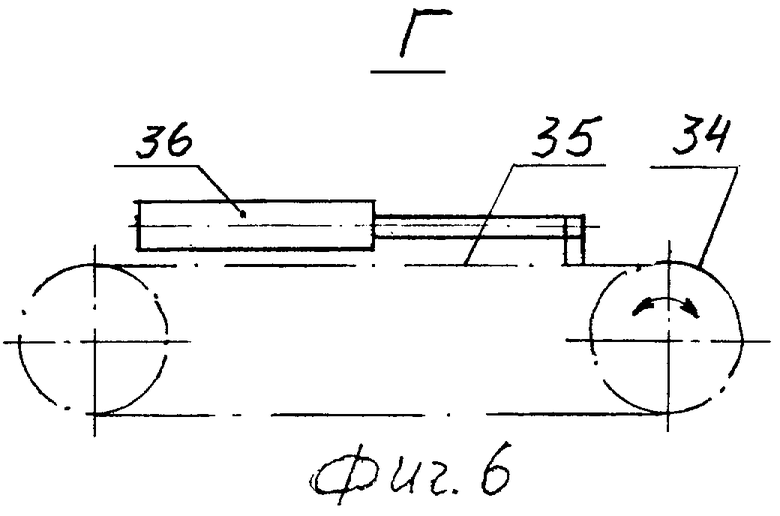
На фиг.1 изображена в плане схема предлагаемой линии; на фиг.2 - разрез А-А на фиг.1, поперечный разрез подъемного стола на позициях I и II; на фиг.3 - разрез Б-Б на фиг.1, поперечный разрез подъемного стола на позиции III; на фиг.4 - схема привода конвейера, вид в плане; на фиг.5 - разрез В-В на фиг.4, муфта обгона; на фиг.6 - вид Г на фиг.4, цепная передача с приводом от силового цилиндра.
Поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути содержит тележки 1 и 2, подвижные возвратно-поступательно по рельсовому пути 3. Длина каждой тележки соответствует длине собираемого звена. Возвратно-поступательное перемещение каждой тележки осуществляется посредством своей лебедки 4 и обратного блока 5.
В зонах I-III поочередного въезда тележек 1 и 2 установлены подъемные столы 6, 7 и 8. В зоне I смонтировано также устройство 9 для укладки шпал на подъемный стол 6 из пакета шпал 10, в зоне II - устройство 11 для установки рельсов на комплект шпал звена со склада рельсов 12, в зоне III - устройство 13 для уборки готового звена в склад 14 собранных звеньев и площадка 15 для размещения на ней гайковертного агрегата 16.
Каждый подъемный стол 7 и 8 на позициях II и III представляет собой две горизонтальные и параллельные друг другу и рельсам пути 3, не связанные между собой продольные балки 17 с силовыми цилиндрами 18, обеспечивающими одновременный подъем и опускание балок 17. Расстояние между балками 17 превышает ширину тележек 1 и 2, но не превышает длину шпал, а длина балок соответствует длине тележек.
Каждая балка подъемного стола 6 на позиции I выполнена в виде вертикально замкнутого гладкозвенного цепного конвейера 19 со звездочками 20. Привод конвейера 19 включает в себя цепную передачу 21, звездочка 22 которой смонтирована на валу 23 коробки передач 24. На валу 23 на подшипниках смонтированы зубчатые колеса 25 и 26 с торцовыми сухарями 27 для взаимодействия с сухарями 28 смонтированного же на валу 23 на шлицах переключателя 29. В зацеплении с зубчатыми колесами 25 и 26 находятся шестерни 30 и 31, жестко посаженные на валу 32, на котором также смонтирована муфта обгона 33 для периодического обеспечения одного полного оборота вала 32. Муфта обгона 33 включает в себя звездочку 34 цепной передачи 35, приводимой в возвратно-поступательное перемещение силовым цилиндром 36 для возвратно-вращательного движения звездочки 34. Вместо звездочки 34 возможен любой другой элемент, приводимый в возвратно-вращательное движение другим приводом. На звездочке 34 смонтирована подпружиненная пружиной 37 собачка 38 для взаимодействия своим торцом с упорной поверхностью 39 вала 32. Подъемный стол 6 оборудован датчиками (не показаны): одним - для взаимодействия с въехавшей тележкой, и вторым - для взаимодействия с первой шпалой набираемого комплекта шпал звена.
Работает поточная линия следующим образом.
На позиции I подъемный стол 6 находится в верхнем положении и на нем набирается комплект шпал звена при подаче по одной шпале на его конвейеры 19, осуществляемой устройством 9, которое забирает шпалы из пакета шпал 10.
В зону подъемного стола 6 въезжает тележка 1 и при своем взаимодействии с датчиком (не показан) останавливается.
Комплект шпал звена набирается при последовательном шаговом перемещении шпал конвейерами подъемного стола и при заполнении шпалами стола его первая шпала взаимодействует с датчиком (не показан), подъемный стол опускается, укладывая комплект размещенных по эпюре шпал звена на тележку 1.
Тележка 1 перемещается на позицию II. Подъемный стол 6 поднимается для набора комплекта шпал очередного звена.
На позиции II во время приема тележки 1 ее подъемный стол 7 находится в нижнем положении и не препятствует въезду тележки с комплектом шпал звена. После въезда тележки подъемный стол 7 поднимается, увлекая вверх своими балками 17 комплект шпал звена и освобождая тем самым тележку. Освобожденная тележка 1 перемещается на позицию I за следующим комплектом шпал звена.
На позиции II на комплект шпал звена устройством 11 укладываются рельсы, которые берутся со склада рельсов 12.
В зону подъемного стола 7 въезжает тележка 2 и при опускании подъемного стола на нее укладывается снабженный рельсами комплект шпал звена.
Тележка 2 перемещается на позицию III. Позиция II готова к очередному приему тележки 1 с очередным комплектом шпал звена.
На позиции III ее подъемный стол 8 во время приема тележки 2 находится в нижнем положении и не мешает въезду тележки. После въезда тележки подъемный стол 8 своими балками 17 поднимает снабженный рельсами комплект шпал звена с тележки 2, освобождая ее. Освобожденная тележка 2 готова к очередному перемещению на позицию II за очередным снабженным рельсами комплектом шпал звена.
На позиции III с площадки 15 на рельсы комплекта шпал звена наезжает гайковертный агрегат 16 и, перемещаясь по ним, собирает звено путем завинчивания гаек болтов скреплений. После завинчивания всех гаек скреплений гайковертный агрегат наезжает на площадку 15, а собранное звено устройством 13 убирается на склад звеньев 14. Подъемный стол 8 опускается, позиция III готова к приему тележки 2 с очередным подготовленным к сборке звеном.
Снабжение собираемого звена скреплениями может осуществляться на всех трех позициях, преимущественно же на позициях I и II.
Наиболее просто осуществлять контроль шагового перемещения конвейера при осуществлении одного полного оборота его приводного вала, но добиться такого шага одним оборотом звездочки цепной передачи конвейера невозможно из-за, в частности, малого ряда стандартизируемых шагов цепей.
Синхронное перемещение каждого конвейера 19 подъемного стола 6 на шаг эпюры предлагаемым приводом осуществляется следующим образом.
Продольное перемещение конвейера 19 за один оборот звездочки 20 превышает необходимый шаг (при цепи с шагом 50,8 мм и звездочке с 12-ю зубьями продольное перемещение составляет 609,6 мм).
Силовой цилиндр 36 при возвратно-поступательном перемещении своего штока осуществляет возвратно-вращательное движение звездочки 34 цепной передачи 35 немногим более одного оборота для гарантированного возврата собачки 38 и ее холостого перемещения до последующего контакта с упорной поверхностью 39 вала 32, который в этих условиях периодически совершает один полный оборот, легко контролируемый любым датчиком.
Зубчатые передачи 30-25 и 31-26 выполнены с передаточным отношением меньше единицы. Цепная передача 21 выполнена с передаточным отношением, равным единице.
При перемещении переключателя 29 к зубчатому колесу 25 с его сухарями 27 взаимодействуют сухари 28 переключателя 29 и вращение звездочки 22 цепной передачи 21 осуществляется от муфты обгона 33 посредством зубчатой передачи 30-25. Конвейер совершает шаги, определяемые этой передачей. При числе зубьев передачи 32/39 шаг составит 32/39×609,6=500,18 мм, что в свою очередь составит отклонение номинала между 1й - 2й и 49й - 50й шпалами комплекта шпал звена, равное (500,18-500)×50=+9 мм, что удовлетворяет техническим указаниям.
При переключении переключателя 29 к зубчатому колесу 26 работает передача 31-26 и конвейер совершает шаги, определяемые этой передачей. При числе зубьев передачи 41/46 шаг составит 41/46×609,6=543,34 мм и отклонение номинала между 1й - 2й и 45й - 46й шпалами комплекта шпал звена составит (543,34-543,5)×46=-7,4 мм, что также удовлетворяет техническим указаниям.
При модуле зацепления 5 мм прямозубой передачи 30-25 с числом зубьев 32/39 и модуле 4 мм косозубой с углом наклона зубьев 11°23'49'' передачи 31-26 с числом зубьев 41/46 их межцентровые расстояния одинаковы и составляют 177,5 мм, что позволяет монтировать их на параллельных валах 32 и 23 коробки передач 24.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2006 |
|
RU2304191C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2021 |
|
RU2761484C1 |
| СПОСОБ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ ПРИ БЕСПОДКЛАДОЧНОМ ТИПЕ СКРЕПЛЕНИЙ | 2010 |
|
RU2437979C1 |

Изобретение относится к области механизации путевого хозяйства и может быть использовано при сборке звеньев рельсошпальной решетки с железобетонными шпалами на производственных базах путевых машинных станций или других предприятий по сборке звеньев путевой решетки. Поточная линия для сборки звеньев рельсошпальной решетки содержит возвратно-поступательно подвижные по рельсовому пути тележки, длина которых соответствует длине собираемого звена, и установленный в зонах въезда тележек подъемный стол для установки рельсов, выполненный в виде двух горизонтальных и параллельных друг другу и рельсам рельсового пути, не связанных между собой балок. Длина балок соответствует длине тележек, расстояние между которыми превышает ширину тележек, но не превышает длины шпалы. Дополнительно введены подъемный стол для завинчивания гаек болтов скреплений и подъемный стол, предназначенный для набора шпал по эпюре звена, для чего его балки выполнены в виде вертикально замкнутых гладкозвенных цепных конвейеров с приводами для обеспечения синхронного шагового перемещения конвейеров на расстояние, соответствующее эпюре шпал звена. Техническим результатом данного изобретения является обеспечение поточности производимых при сборке звеньев процессов с одновременным и независимым выполнением операций с использованием конструктивно простых тележек с конструктивно простыми приводами их перемещения и конструктивно простых подъемных столов. 2 з.п. ф-лы, 6 ил.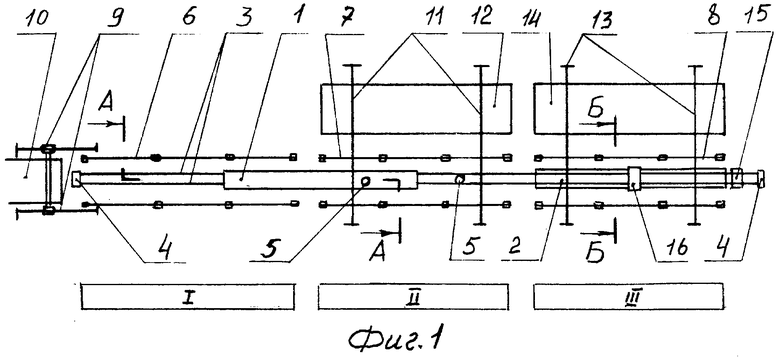
| Устройство для транспортирования и производства сборочно-разборочных операций с рельсовыми звеньями | 1972 |
|
SU485043A1 |
| Раскладчик шпал по эпюре | 1981 |
|
SU958568A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2115782C1 |
| US 2950687 A, 30.08.1960. | |||

