Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте, т. е. разборке с последующей сборкой из старогодных и новых материалов, звеньев рельсошпальной решетки железнодорожного пути на производственных базах путевых машинных станций.
Известны поточные линии для сборки и ремонта звеньев рельсошпальной решетки железнодорожного пути (Технологическая линия ТЛС в книге - Э.Т. Лончаков, Б. П. Петропавловский. Путевые машины для звеносборочных и звеноразборочных работ. - М.: Транспорт, 1984. - С. 137-142; Линия ремонта звеньев стендовым способом ЛРЗС-600 в книге - Ю.А. Орлов, А.В. Егиазарян. Производственные базы путевых машинных станций. - М.: Транспорт, 1986. - С. 35-36), содержащие стендовый путь и автономные агрегаты технологического оборудования. Сборка или ремонт звеньев осуществляется при последовательном перемещении в технологической последовательности агрегатов технологического оборудования вдоль стендового пути, на котором осуществляется сборка или ремонт звеньев. Перемещение агрегатов осуществляется либо по пути, объемлющем стендовый путь, либо по рельсам пути собираемых звеньев. Осуществляемые каждой единицей технологического оборудования технологические операции выполняются одновременно и независимо друг от друга. Одновременность выполнения операций предопределяет растянутость фронта работ, что предопределяет большую длину стендового пути для выполнения, допустим, сменного объема работ, которую увеличивает необходимость размещения одного агрегата относительно другого для их независимой работы на определенном расстоянии, выполняющем роль межпозиционного задела. Операционное поле работы каждой единицы технологического оборудования линии постоянно перемещается вдоль ее стендового пути и по достижении его конца агрегат возвращается в начало стендового пути преимущественно посредством козлового крана, что предопределяет разброс материалов звена по всей длине линии, по всему фронту ведения работ, а также постоянное переключение энергопитающего агрегата гибкого кабеля.
Известны поточные линии для разборки звеньев рельсошпальной решетки железнодорожного пути (Авт. св. СССР 485043, Е 01 В 29/00, B 65 G 25/04. Устройство для транспортирования и производства сборочно-разборочных операций с рельсовыми звеньями. Звеноразборочная линия ЗРС и ЗРР-75 в книге - Э.Т. Лончаков, Б. П. Петропавловский. Путевые машины для звеносборочных и звеноразборочных работ. - М.: Транспорт, 1984. - С. 148-161; Звеноразборочная линия ЗРЖ-90 в книге - Ю.А. Орлов, А. В. Егиазарян. Производственные базы путевых машинных станций. - М.: Транспорт, 1986. - С. 36-38), содержащие подвижные по направляющим тележки, длина каждой из которых соответствует длине размещаемого на ней звена пути, подъемный стол, смонтированный в зоне поочередного въезда тележек, механизмы возвратно-поступательного перемещения тележек, технологическое оборудование для осуществления разборочных работ. Последовательные группы технологических операций выполняются одновременно и независимо друг от друга. Однако в такой конструкции линии заложены цикловые потери времени за счет холостого возврата тележек, а также затруднительно размещение большого количества технологического оборудования для большого количества групп технологических операций, характерных, в частности, при выполнении работ по ремонту звеньев.
Известны поточные линии для сборки и разборки звеньев рельсошпальной решетки железнодорожного пути (Патент РФ 2115782, Е 01 В 29/24. Поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути. Патент РФ 2116398, Е 01 В 29/24. Поточная линия для разборки звеньев рельсошпальной решетки железнодорожного пути), содержащие параллельно расположенные прямой и обратный потоки размещаемых на их направляющих тележек-спутников, длина каждой из которых соответствует длине размещаемого на ней звена пути, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников и технологическое оборудование для осуществления сборки или разборки звеньев. Механизм продольного перемещения тележек-спутников выполнен в виде приводной бесконечной цепной передачи, оснащенной толкателями для взаимодействия с поперечными балками тележки-спутника, размещенными вдоль тележки-спутника с шагом, соответствующим шагу размещения толкателей цепной передачи. Технологическое оборудование смонтировано стационарно или установлено на направляющих для перемещения его вдоль позиции выполнения им своих функций, причем эти направляющие смонтированы параллельно направляющим для перемещения тележек-спутников и охватывают их. В качестве направляющих для перемещения технологического оборудования используются и рельсы собираемых звеньев.
Последовательные группы технологических операций технологическим оборудованием выполняются одновременно и независимо друг от друга, что обеспечивает стабильный режим работы линий, их высокую производительность. Механизм продольного перемещения тележки-спутника в виде приводной цепной передачи с толкателями для взаимодействия с поперечными балками тележки-спутника прост по конструктивным признакам и позволяет уверенно перемещать тележку-спутник в качестве скоростного механизма ее перемещения, но его затруднительно использовать в качестве механизма для шагового перемещения тележки-спутника с гарантированной остановкой ее на позиции стационарно смонтированного технологического оборудования для выполнения операций с каждым однотипным элементом звена. Перемещающиеся же по объемлющим направляющим агрегаты технологического оборудования предопределяют разброс материалов звена по позиции обслуживания, равной, как минимум, длине тележки-спутника.
Известна поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути (Авт. св. СССР 1451080, B 65 G 35/08, Е 01 В 29/24. Поточная линия для сборки звеньев железнодорожного пути; - принято за прототип), содержащая параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине размещаемого на ней звена пути, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков стационарно смонтированные на их направляющих механизмы продольного перемещения тележек-спутников, установленные так, что расстояние между смежными механизмами не превышает длины тележки-спутника, размещенное вдоль потоков технологическое оборудование, включающее агрегаты для производства операций с каждым однотипным элементом звена и устройства для осуществления операций с длинномерными элементами звена, размещенные между параллельными прямым и обратным потоками и параллельно им направляющие для перемещения по ним и размещения на них тележек для рельсов. Агрегаты технологического оборудования смонтированы стационарно, причем технологическое оборудование с равновременными затратами труда размещено одно от другого на расстоянии, превышающем длину тележки-спутника, но не более двух ее длин. Каждый механизм продольного перемещения тележек-спутников представляет собой приводное цевочное колесо, взаимодействующее с цевочной рейкой, смонтированной вдоль каждой тележки-спутника.
Последовательные группы технологических операций по ремонту звеньев выполняются одновременно и независимо друг от друга, причем или на покоящейся тележке-спутнике, что весьма благоприятно для работы с длинномерными элементами звена (самими звеньями и их рельсами), или в процессе перемещения тележки-спутника, что благоприятно при операциях с каждым однотипным элементом звена (шпалами, скреплениями). Отсутствуют цикловые потери времени за счет непрерывного последовательного перемещения тележек-спутников по замкнутой прямоугольной трассе. Работа на лимитирующих позициях может вестись непрерывно. Стационарное размещение технологического оборудования предопределяет максимально возможное сосредоточение в одном определенном месте материалов звена, в том числе снимаемых при разборке и устанавливаемых при сборке рельсов и скреплений.
Стационарная установка агрегатов технологического оборудования линии при операциях с каждым однотипным элементом звена требует шагового от шпалы к шпале или непрерывного с определенной небольшой скоростью перемещения тележки-спутника. Однако механизм продольного перемещения в виде приводного цевочного колеса, взаимодействующего с цевочной рейкой, смонтированной вдоль каждой тележки-спутника, усложняет конструкцию тележки-спутника и не гарантирует надежного перемещения на шаг за довольно короткое время с уверенной остановкой очередной шпалы на оси установки исполнительных органов агрегатов технологического оборудования. При непрерывном же с небольшой скоростью перемещении тележки-спутника исполнительные органы агрегатов должны быть выполнены с возможностью их поступательно-возвратного перемещения, причем возврат должен осуществляться с большей скоростью навстречу перемещающейся тележке-спутнику, что усложняет исполнение технологического оборудования. Других способов взаимного перемещения тележки-спутника и исполнительных органов технологического оборудования не предусмотрено. Не предусмотрен и механизм перемещения тележек для рельсов с учетом их перемещения через передаточный агрегат. Все это снижает технологические возможности линии.
Требуется поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути с высокопроизводительной, ритмичной, без цикловых потерь работой ее технологического оборудования при одновременном и независимом выполнении последовательных групп технологических операций по ремонту звеньев на покоящейся тележке-спутнике при работах с длинномерными элементами звена и взаимном перемещении тележки-спутника и технологического оборудования при работах с каждым однотипным элементом звена с максимально возможным сосредоточением в одном определенном месте выполнением группы технологических операций при работе с соответствующими элементами звена.
Шаговое от шпалы к шпале перемещение тележки-спутника при стационарной установке технологического оборудования должно обеспечиваться простым и надежным механизмом. Должен быть предусмотрен простой и надежный механизм непрерывного и ускоренного перемещения тележки-спутника, а также механизм перемещения тележек для рельсов с учетом перемещения их через передаточный агрегат.
Для этого в известной поточной линии для ремонта звеньев рельсошпальной решетки железнодорожного пути, содержащей параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине размещаемого на ней звена пути, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков стационарно смонтированные на их направляющих механизмы продольного перемещения тележек-спутников, установленные так, что расстояние между смежными механизмами не превышает длины тележки-спутника, размещенное вдоль потоков технологическое оборудование, включающее агрегаты для производства операций с каждым однотипным элементом звена (шпалами, скреплениями) и устройства для осуществления операций с длинномерными элементами звена (самим звеном, рельсами), размещенные между потоками и параллельно им направляющие для перемещения по ним и размещения на них тележек для рельсов, в местах стационарного размещения агрегатов для производства операций с каждым однотипным элементом звена установлены механизмы шагового перемещения тележки-спутника, агрегаты технологического оборудования для завинчивания гаек скреплений размещены на тележках-спутниках с возможностью их шагового перемещения по рельсам звеньев, при этом на месте монтажа указанных агрегатов установлены механизмы непрерывного с установленной небольшой скоростью перемещения тележки-спутника, в зоне установки устройств для осуществления операций с длинномерными элементами звена, а также между смежными механизмами шагового и непрерывного перемещения тележки-спутника при расстоянии между ними, превышающем длину тележки-спутника, установлены механизмы ускоренного перемещения тележки-спутника, тележки для рельсов выполнены в виде сплотки соединенных между собой тележек с механизмами ее перемещения, установленными с обеих сторон передаточного агрегата на направляющих для перемещения сплотки тележек для рельсов.
Механизмы шагового и непрерывного перемещения тележки-спутника выполнены в виде возвратно-поступательного во взаимно противоположных направлениях перемещающихся параллельных приводных реек с откидными толкателями для взаимодействия с поперечными балками тележки-спутника, шаг которых соответствует сумме шагов толкателей.
Механизм ускоренного перемещения тележки-спутника и сплотки тележек для рельсов выполнен в виде приводной бесконечной цепной передачи, оснащенной толкателями для взаимодействия с поперечными балками тележек, шаг которых соответствует шагу размещения толкателей цепной передачи.
Стационарное размещение агрегатов технологического оборудования для производства операций с каждым однотипным элементом звена с установкой на месте их монтажа механизмов шагового перемещения тележки-спутника позволяет производить однотипные операции при шаговом от шпалы к шпале перемещении звена на тележке-спутнике относительно стационарно установленного громоздкого и массивного агрегата технологического оборудования при благоприятных условиях труда операторов, сосредоточив в одном месте также работы по накоплению и удалению снимаемых при разборке элементов скреплений, по приему и монтажу устанавливаемых элементов скреплений.
Размещение агрегатов технологического оборудования для завинчивания гаек скреплений на тележках-спутниках на рельсах собираемого звена позволяет значительно облегчить агрегаты, что в свою очередь позволяет работать им при их шаговом перемещении от шпалы к шпале. Непрерывное же перемещение тележки-спутника с установленной небольшой скоростью во время работы на них агрегатов с шаговым их от шпалы к шпале перемещении позволяет оставаться им на определенном постоянном месте в линии, в определенном постоянном месте остается и работа по приему и монтажу элементов скреплений. Перемещение тележки-спутника осуществляется при значительно меньшей затрачиваемой на это мощности.
Установка в зоне размещения технологического оборудования для работы с длинномерными элементами звена скоростных механизмов перемещения тележки-спутника позволяет производить эту группу технологических операций на покоящейся тележке-спутнике одновременно с другими группами технологических операций и независимо от них. Установка механизмов ускоренного перемещения между механизмами шагового и непрерывного перемещения тележек-спутников при расстоянии между ними, превышающем длину тележки-спутника, обеспечивает одновременную и независимую работу на смежно установленном технологическом оборудовании по работе с каждым однотипным элементом звена.
Выполнение тележек для рельсов в виде сплотки соединенных между собой тележек с установкой механизмов ее перемещения с обеих сторон передаточного агрегата позволяет надежно перемещать сплотку тележек для рельсов через передаточный агрегат, не препятствуя работе линии вне смены ее работы или в перерыве ее работы при расстоянии между механизмами, не превышающем длину сплотки тележек для рельсов, при этом контактирующая в данный момент с механизмом тележка для рельсов или толкает, или тянет соединенную с ней в сплотку смежную тележку для рельсов.
Одновременным и независимым выполнением последовательных групп технологических операций на своей независимо перемещаемой без холостых ходов тележке-спутнике по замкнутому контуру ее передвижения обеспечивается высокопроизводительная, ритмичная, без цикловых потерь работа поточной линии.
Выполнение механизма шагового и непрерывного перемещения тележки-спутника в виде возвратно-поступательного во взаимно противоположных направлениях перемещающихся приводных параллельных реек с откидными толкателями для взаимодействия с поперечными балками тележки-спутника, шаг которых соответствует сумме шагов толкателей, позволяет надежно перемещать простую по конструкции тележку-спутник с надежной остановкой очередной шпалы на позиции ее обработки с немедленным последующим перемещением тележки-спутника для доставки на позицию обработки очередной шпалы.
Механизм ускоренного перемещения тележки-спутника и перемещения сплотки тележек для рельсов в виде приводной бесконечной цепной передачи с толкателями для взаимодействия с поперечными балками тележек, шаг которых соответствует шагу размещения толкателей цепной передачи, конструктивно прост и позволяет надежно осуществить функции по перемещению сплотки конструктивно простых тележек для рельсов и ускоренному перемещению таких же конструктивно простых тележек-спутников.
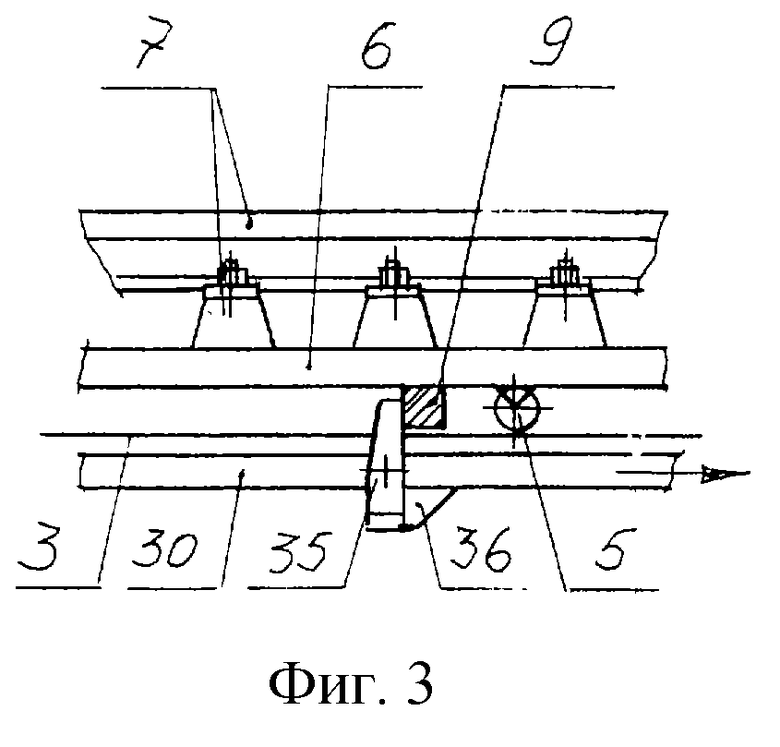
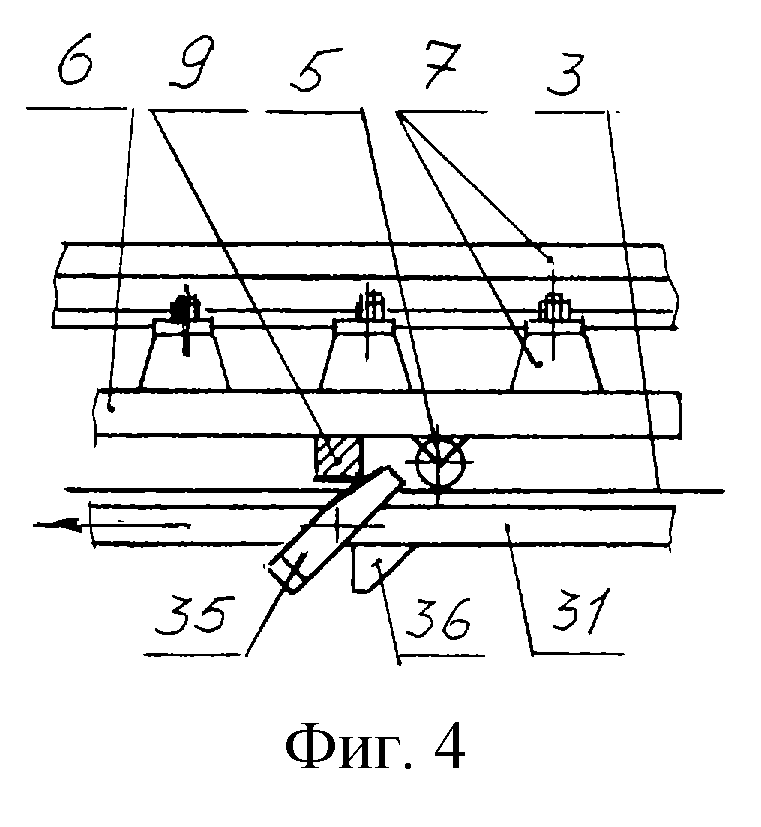
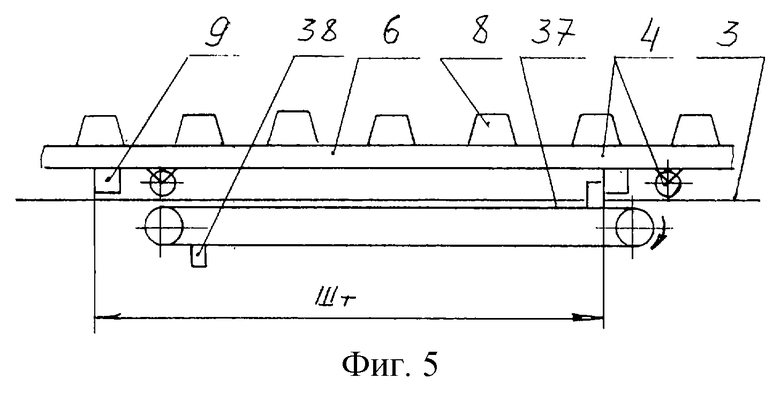
На фиг. 1 изображена схема линии; на фиг.2 - схема механизма шагового и непрерывного перемещения тележки-спутника; на фиг.3 - толкатель механизма шагового и непрерывного перемещения тележки-спутника во взаимодействии его с поперечной балкой тележки при движении рейки вперед; на фиг.4 - то же, при движении рейки назад; на фиг.5 - схема механизма ускоренного перемещения тележки-спутника и перемещения сплотки тележек для рельсов.
Поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути содержит параллельно расположенные прямой 1 и обратный 2 потоки размещаемых на направляющих 3 не связанных между собой тележек-спутников 4, длина каждой из которых соответствует длине размещаемого на ней звена пути.
Каждая тележка-спутник 4 включает в себя опирающиеся на ходовые по направляющим 3 колеса 5 две продольные параллельные балки 6 для размещения на них ремонтируемого звена 7 своими шпалами 8. Продольные балки 6 между собой соединены поперечными балками 9, размещенными вдоль продольных балок с равномерным определенным шагом Шт.
По концам параллельных прямого и обратного потоков 1 и 2 перемещения тележек-спутников 4 и перпендикулярно им размещены передаточные агрегаты 10 и 11 для замыкания потоков между собой в прямоугольную замкнутую трассу перемещения тележек-спутников.
Каждый передаточный агрегат представляет собой перемещаемую по направляющим 12, смонтированным перпендикулярно направляющим 3, платформу со смонтированными на ней направляющими 13 для наезда и перемещения по ним тележек-спутников.
На прямом потоке 1 перемещения тележек-спутников стационарно смонтированы агрегаты 14, 15 и 16 технологического оборудования по разборке звена с каждым однотипным элементом звена и устройство 17 технологического оборудования для работы с длинномерным элементом звена. Агрегат 14 предназначен для отделения рельсов от шпал, агрегат 15 - для отсоединения подкладок от шпал, агрегат 16 - для извлечения закладных болтов из гнезд шпал, замены дефектных шпал и установки шпал по эпюре ремонтируемого звена, устройство 17 - для снятия рельсов с разбираемого звена. На месте стационарно смонтированных агрегатов 14, 15, и 16 установлены механизмы 18 шагового перемещения тележки-спутника. На платформах передаточных агрегатов 10 и 11, на месте стационарно смонтированного устройства 17, а также между агрегатами 15 и 16 установлены механизмы 19 ускоренного перемещения тележки-спутника. Расстояние между смежными механизмами 18 и 19 перемещения тележки-спутника не превышает ее длины.
На обратном потоке 2 перемещения тележек-спутников стационарно смонтированы агрегат 20 технологического оборудования по сборке звеньев с каждым однотипным элементом звена и устройство 21 технологического оборудования для работы с длинномерным элементом звена. Агрегат 20 предназначен для раскладки подкладок на шпалы звена и монтажа скреплений для прикрепления подкладок к шпалам, устройство 21 - для установки рельсов на шпалы ремонтируемого звена. Агрегаты 22 и 23 технологического оборудования по сборке звеньев с каждым однотипным элементом звена размещены на тележке-спутнике на рельсах ремонтируемого звена с возможностью их шагового перемещения от шпалы к шпале. Агрегат 22 предназначен для прикрепления рельсов к подкладкам путем завинчивания гаек клеммных болтов, агрегат 23 - для прикрепления подкладок к шпалам путем завинчивания гаек закладных болтов. На месте стационарно смонтированного агрегата 20 и размещения агрегатов 22 и 23 установлены механизмы 24 и 25 непрерывного с установленной небольшой скоростью перемещения тележки-спутника. У места размещения агрегата 22 стационарно установлено устройство 26 для монтажа скреплений для прикрепления рельсов к подкладкам. На месте стационарно смонтированного устройства 21, а также между местом размещения агрегата 23 и передаточным агрегатом 10 установлены механизмы 19 ускоренного перемещения тележки-спутника. Расстояние между смежными механизмами 19, 24 и 25 перемещения тележки-спутника не превышает ее длины.
Между параллельными направляющими 3 прямого 1 и обратного 2 потоков перемещения тележек-спутников и параллельно им расположены направляющие 27 для перемещения по ним и для размещения на них сплотки 28 соединенных между собой тележек для рельсов. В зоне передаточного агрегата 10 направляющие 27 прерваны для размещения в прерванном участке направляющих 13 платформы передаточного агрегата для перемещения по ним сплотки рельсовых тележек из контура или внутрь контура замкнутой трассы перемещения тележек-спутников. На направляющих 27 с обеих сторон передаточного агрегата 10 установлены механизмы 29 перемещения сплотки тележек для рельсов так, что расстояние между механизмами 29 не превышает длины сплотки.
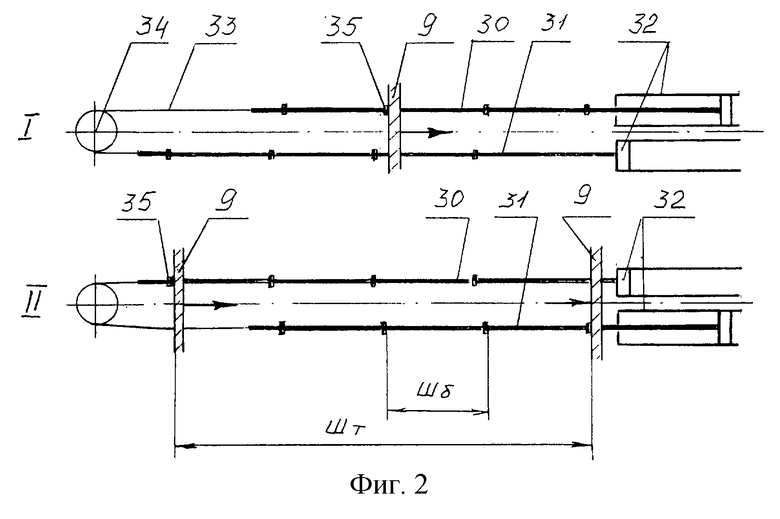
Механизм шагового 18 или непрерывного 24 и 25 перемещения тележки-спутника представляет собой две параллельные рейки 30 и 31, перемещаемые каждая своим плунжерным гидроцилиндром 32 возвратно-поступательно во взаимно противоположных направлениях, для чего противоположные концы реек соединены между собой гибкой тягой 33 через отклоняющее устройство 34. Рейки снабжены шарнирно смонтированными на них толкателями 35 для взаимодействия с поперечными балками 9 тележки-спутника. Толкатели 35 на рейке расставлены с шагом Шб, соответствующим ходу плунжерного гидроцилиндра 32, и сумма шагов Шб толкателей соответствует шагу расстановки поперечных балок Шт тележки-спутника. Каждый толкатель 35 способен отклоняться при взаимодействии его тыльной стороны (фиг.4) с поперечной балкой 9 тележки-спутника. В исходное положение, положение, при котором толкатель взаимодействует с поперечной балкой тележки-спутника при ее перемещении (фиг.3), толкатель возвращается под действием силы тяжести снабженного противовесом противоположного своего плеча, и в котором он фиксируется упором 36.
Механизм 19 ускоренного перемещения тележки-спутника и механизм 29 перемещения сплотки тележек для рельсов представляют собой приводную бесконечную цепную передачу 37, оснащенную двумя противоположно размещенными толкателями 38 для взаимодействия с поперечными балками 9 тележек (фиг.5). Расстояние между толкателями, а с этим и длина цепной передачи, соответствуют шагу расстановки поперечных балок тележек. Механизм способен работать реверсивно для перемещения тележек в ту или иную сторону.
Поточная линия работает следующим образом.
В технологическом процессе ремонта звеньев занято восемь тележек-спутников (на фиг.1 они показаны в районе позиций 10, 14, 15, 16, 20, 21, 22 и между 23 и 10), на каждой из которых при ее последовательном перемещении выполняется очередная группа технологических операций соответствующим технологическим оборудованием.
На тележку-спутник, находящуюся на примкнутой к потоку 1 перемещения тележек-спутников платформе передаточного агрегата 10, устанавливается подлежащее ремонту звено. Эта технологическая операция, производимая с длинномерным элементом звена (самим звеном), осуществляется на покоящейся на позиции тележке-спутнике каким-либо грузоподъемным средством, преимущественно двумя козловыми кранами.
Как только на тележке-спутнике заканчивают обработку последней шпалы звена агрегатом 14 технологического оборудования, к нему тотчас же поступает очередная тележка-спутник с очередным звеном, осуществляемым скоростным механизмом 19, установленным на платформе передаточного агрегата 10. Закончившая же обработку агрегатом 14 тележка-спутник скоростным механизмом 19, установленным первым по ходу перемещения тележки-спутника в зоне размещения устройства 17 технологического оборудования, убирается в зону его функционирования, и, таким образом, агрегат 14 технологического оборудования для обработки звена с каждым его однотипным элементом может работать непрерывно, без всяких цикловых потерь.
Скоростной механизм 19 перемещает тележку-спутник при взаимодействии одного из своих толкателей 38 (фиг.5) с одной из поперечных балок 9 тележки-спутника, при этом второй толкатель 38 механизма начинает взаимодействие с очередной поперечной балкой 9 тележки-спутника сразу же после потери контакта первого толкателя с предыдущей поперечной балкой. Установка обоих толкателей по продольной оси приводной бесконечной цепной передачи механизма не препятствует перемещению тележки-спутника другим приводом ее перемещения.
Агрегат 14 отстоит от платформы передаточного агрегата на величину, равную длине тележки-спутника и поэтому платформа передаточного агрегата освобождается тотчас при подаче тележки-спутника к агрегату 14. Освобожденная от тележки-спутника платформа передаточного агрегата 10 перемещается к потоку 2 перемещения тележек-спутников для приема очередной тележки-спутника с очередным отремонтированным звеном, осуществляемым скоростными механизмами 19, установленными между местом размещения агрегата 23 и передаточным агрегатом и на платформе самого передаточного агрегата. Отремонтированное звено убирается также преимущественно двумя козловыми кранами. Операция осуществляется на покоящейся на позиции тележке-спутнике. Освобожденная от звена тележка-спутник платформой передаточного агрегата перемещается к потоку 1 перемещения тележек-спутников для приема очередного подлежащего ремонту звена.
Агрегатом 14 технологического оборудования производится отсоединение рельсов от шпал звена путем отвинчивания гаек клеммных болтов и удаления элементов прикрепления рельсов к шпалам звена. Указанные технологические операции с каждым однотипным элементом звена осуществляют при шаговом от шпалы к шпале перемещении тележки-спутника со звеном, установленным здесь же механизмом 18 шагового перемещения тележки-спутника. Освобожденные элементы скрепления накапливаются приемным устройством стационарно установленного агрегата 14 для их дальнейшей отгрузки обслуживающим линию грузоподъемным средством.
Механизм шагового перемещения тележки-спутника перемещает тележку-спутник следующим образом.
На фиг. 2 в позиции I показано положение, при котором рейка 30, приводимая своим плунжерным гидроцилиндром 32, закончила движение вперед (по стрелке), ведя вперед одним из своих толкателей 35 тележку-спутник за ее поперечную балку 9 (фиг.3), и одновременно привела в исходное положение рейку 31, двигая ее посредством гибкой тяги 33 назад, один из толкателей которой при встрече с поперечной балкой 9 отклонился (фиг.4) и занял исходное положение (фиг.3) для перемещения тележки-спутника за эту же ее поперечную балку при ходе вперед уже рейки 31. Таким образом производится перемещение тележки-спутника вперед за ее поперечную балку при чередовании толкателей реек 30 и 31, совершающих возвратно-поступательные перемещения во взаимно противоположных направлениях.
На фиг.2 в позиции II показано положение, при котором рейка 31, ведомая своим плунжерным гидроцилиндром, закончила движение вперед, ведя своим первым по ходу перемещения толкателем поперечную балку тележки-спутника, и привела в исходное положение рейку 30, последний по ходу перемещения толкатель которой приведен в исходное положение для контакта с очередной поперечной балкой тележки-спутника. Таким образом производится перемещение тележки-спутника за ее поперечные балки при последовательном их перехвате толкателями реек 30 и 31.
Остановка тележки-спутника осуществляется при остановке рейки с ведущим ее толкателем. Для возобновления движения тележки-спутника возобновляется движение вперед остановленной рейки. Ход рейки согласовывается с перемещением тележки-спутника на ее шаг.
При наезде тележки-спутника на механизм шагового ее перемещения другим механизмом толкатели отклоняются по ходу перемещения тележки-спутника, не препятствуя ее перемещению.
Устройством 17 технологического оборудования с поступившей сюда тележки-спутника снимаются рельсы и укладываются на тележку для рельсов сплотки 28 тележек для рельсов. Эта технологическая операция с длинномерными элементами звена осуществляется на покоящейся тележке-спутнике одновременно на всем ее протяжении. Время выполнения этой операции намного меньше времени выполнения технологических операций с каждым однотипным элементом звена, агрегатом 14 и агрегатом 15, и поэтому расстояние от агрегата 14 до позиции стоянки тележки-спутника в зоне размещения устройства 17 и расстояние от позиции стоянки тележки-спутника в зоне размещения устройства 17 до агрегата 15 могут составить величину меньше длины тележки-спутника, чем уменьшается и соответствующий межпозиционный задел, необходимый для одновременной и независимой работы на указанных смежных позициях, но зато уменьшаются габариты линии.
Как только заканчивают обработку последней шпалы звена на тележке-спутнике агрегатом 15, к нему тотчас же перемещают очередную тележку-спутник с очередным звеном из зоны размещения устройства 17 скоростным механизмом 19, установленным вторым по ходу перемещения тележек-спутников в зоне размещения устройства 17, и, таким образом, агрегат 15, так же, как и агрегат 14, может работать непрерывно без всяких цикловых потерь.
Агрегатом 15 производится отсоединение подкладок от шпал путем отвинчивания гаек закладных болтов и удаление подкладок и элементов прикрепления подкладок к шпалам, кроме закладных болтов, при шаговом от шпалы к шпале перемещении тележки-спутника установленным здесь же механизмом 18 шагового ее перемещения. Подкладки и снимаемые скрепления устанавливаются и накапливаются приемным устройством агрегата, откуда они по мере накопления отгружаются обслуживающим линию грузоподъемным средством.
Агрегатом 16 осуществляется извлечение закладных болтов из гнезд шпал, замена дефектных шпал и постановка шпал по эпюре ремонтируемого звена, производимые при шаговом от шпалы к шпале перемещении тележки-спутника установленным здесь механизмом 18 шагового ее перемещения. Извлеченные закладные болты улавливаются и накапливаются приемным устройством агрегата. Накапливаются и извлекаемые дефектные шпалы. Снятые скрепления и шпалы отгружаются, а старогодные шпалы загружаются на приемное устройство агрегата по мере необходимости обслуживающим линию грузоподъемным средством.
Смежные агрегаты 15 и 16 выполняют технологические операции с каждым однотипным элементом звена с равновременными затратами и поэтому установлены друг от друга на расстоянии, превышающем длину тележки-спутника с установкой между ними скоростного механизма 19 перемещения тележки-спутника для обеспечения межпозиционного задела, необходимого для их одновременной и независимой работы.
Закончившая обработку агрегатом 16 тележка-спутник перемещается на примкнутую к потоку 1 перемещения тележек-спутников платформу передаточного агрегата 11 установленным на ней скоростным механизмом 19 перемещения тележки-спутника. Передаточным агрегатом 11 тележка-спутник перемещается к потоку 2 перемещения тележек-спутников и установленным на нем механизмом 19 перемещения тележки-спутника перемещается к агрегату 20. Освобожденная платформа перемещается к потоку 1 перемещения тележек-спутников для приема очередной обрабатываемой агрегатом 16 тележки-спутника.
В зоне установки агрегата 20 на шпалы ремонтируемого звена раскладываются прокладки, подкладки и производится монтаж в гнезда шпал скреплений, предназначенных для прикрепления подкладок к шпалам при непрерывном с небольшой скоростью перемещении тележки-спутника установленным здесь же механизмом 24 такого перемещения. Группа выполняемых на агрегате технологических операций с каждым однотипным элементом звена позволяет производить их наиболее эффективно именно при таком перемещении тележки-спутника с наименьшей для этого приводной мощностью. Подкладки и другие скрепления размещаются на приемных устройствах агрегата и периодически по мере расходования пополняются обслуживающими линию грузоподъемными средствами.
Принцип работы механизма непрерывного с небольшой скоростью перемещения тележки-спутника аналогичен принципу работы механизма шагового ее перемещения.
Обработанная агрегатом 20 тележка-спутник с ремонтируемым звеном перемещается в зону размещения устройства 21 скоростным механизмом 19 перемещения тележки-спутника, установленным в зоне размещения устройства 21 первым по ходу перемещения тележки-спутника.
Устройством 21 технологического оборудования на шпалы ремонтируемого звена поступившей сюда тележки-спутника устанавливаются рельсы, которые снимаются с тележки для рельсов сплотка 28 тележек для рельсов. Операция выполняется на покоящейся тележке-спутнике.
Тележка-спутник с установленными на ее ремонтируемое звено рельсами скоростным механизмом 19 ее перемещения, установленным в зоне размещения устройства 21 вторым по ходу перемещения тележки-спутника, подается к механизму 25 перемещения тележки-спутника с непрерывной небольшой скоростью сразу вслед за предыдущей тележкой-спутником, впритык к ней.
Работающие в зоне размещения механизма 25 агрегаты 22 и 23, а работают они при шаговом от шпалы к шпале перемещении по рельсам ремонтируемого звена, перемещаются с предыдущей тележки-спутника на следующую, и, таким образом, работа их может вестись непрерывно без цикловых потерь. Друг от друга агрегаты 22 и 23 размещаются на определенном расстоянии, выполняющем роль межпозиционного задела. Дискретное перемещение агрегатов 22 и 23 по рельсам размещенного на тележке-спутнике ремонтируемого звена навстречу непрерывно с равномерной скоростью перемещающейся тележке-спутнику с темпом, равным общему циклу работы каждого агрегата, позволяет, таким образом, оставаться им на одном определенном месте относительно, допустим, стационарно смонтированного механизма 25 перемещения тележки-спутника с непрерывной равномерной скоростью, что, в свою очередь, позволяет стационарно разместить устройство 26 для монтажа элементов скреплений, предназначенных для прикрепления рельсов к подкладкам. Скрепления для прикрепления рельсов к подкладкам монтируются на свои места перед агрегатом 22 по ходу его перемещения. По мере расходования скрепления пополняются обслуживающим линию грузоподъемным средством.
Агрегатом 22 производится прикрепление рельсов к подкладкам путем завинчивания гаек клеммных болтов. Агрегатом 23 производится прикрепление подкладок к шпалам путем завинчивания гаек закладных болтов, чем осуществляется окончательная сборка ремонтируемого звена.
Работающие с каждым однотипным элементом звена агрегаты 22 и 23, а также и агрегат 20, с равновременными затратами при обработке звена, размещены относительно работающего с длинномерными элементами звена устройства 21, с обработкой звена при меньших временных затратах на расстоянии, равном длине тележки-спутника для их одновременной и независимой работы.
Тележка-спутник с отремонтированным звеном скоростным механизмом 19 ее перемещения, установленным за механизмом 25 ее непрерывного перемещения, по ходу перемещения тележек-спутников перемещается в зону перед передаточным агрегатом 10 в ожидании перемещения его платформы к потоку 2 перемещения тележек-спутников, какое-то время не мешая работе агрегатов 22 и 23 на очередной тележке-спутнике. После подачи платформы передаточного агрегата 10 к потоку 2 перемещения тележек-спутников на нее вкатывается тележка-спутник с отремонтированным звеном, звено снимается и тележка-спутник перемещается к потоку 1 перемещения тележек-спутников. Таким образом замыкается цикловое перемещений тележек-спутников по замкнутой прямоугольной трассе их перемещения с последовательным выполнением на них необходимых технологических операций по ремонту звеньев.
Перед сменой работы линии внутрь контура замкнутой трассы перемещения тележек-спутников механизмами 29 перемещается сплотка 28 тележек для рельсов по направляющим 27 и направляющим 13 платформы передаточного агрегата 10. Принцип работы механизмов 29 перемещения сплотки тележек для рельсов аналогичен принципу работы механизма 19 ускоренного перемещения тележки-спутника. Первая и вторая тележки по ходу перемещения сплотки тележек для рельсов загружены рельсами, третья же - порожняя. В смену работы линии третья тележка сплотки для рельсов заполняется рельсами агрегатом 17 с одновременным опорожнением второй агрегатом 21. Сплотка передвигается так, что опорожненная вторая тележка размещается в зоне работы агрегата 17, а первая - в зоне работы агрегата 21. Заполняется вторая и опорожняется первая тележки для рельсов. В конце смены работы линии сплотка тележек для рельсов выкатывается из контура замкнутой трассы перемещения тележек-спутников. Снятые в процессе ремонта звеньев рельсы снимаются со сплотки тележек для рельсов, она загружается потребными для ремонта рельсами по вышеозначенной схеме и вкатывается внутрь контура трассы перемещения тележек-спутников для обеспечения потребности в рельсах очередной смены работы линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2115782C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2006 |
|
RU2304191C1 |
| ТРАНСПОРТНАЯ СИСТЕМА ЛИНИИ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2235820C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2003 |
|
RU2268333C2 |
Изобретение относится к механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте, т.е. разборке с последующей сборкой из старогодных и новых материалов, звеньев рельсошпальной решетки на производственных базах путевых машинных станций. Поточная линия содержит параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников. Вдоль потоков стационарно размещены механизмы продольного перемещения тележек-спутников, установленные так, что расстояние между смежными механизмами не превышает длины тележки спутника. Вдоль потоков размещено технологическое оборудование, включающее агрегаты для производства операций с каждым однотипным элементом звена. В местах для размещения агрегатов установлены механизмы шагового перемещения тележек-спутников, агрегаты для завинчивания гаек скреплений размещены с возможностью их шагового перемещения по рельсам звеньев. На местах монтажа указанных агрегатов установлены механизмы непрерывного перемещения тележки-спутника. В зоне установки устройств для осуществления операций с длинномерными элементами звена, а также между смежными механизмами шагового и непрерывного перемещения тележки-спутника установлены механизмы ускоренного перемещения тележек-спутников. Техническим результатом изобретения является создание поточной линии с высокопроизводительной, ритмичной, без цикловых потерь работой ее технологического оборудования при одновременном и независимом выполнении последовательных групп технологических операций. 1 з.п. ф-лы, 5 ил.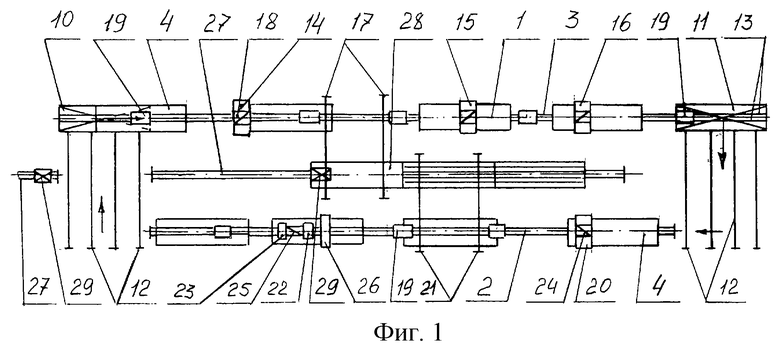
| Поточная линия для сборки звеньев железнодорожного пути | 1984 |
|
SU1451080A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2115782C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| Путевое хозяйство/Под ред | |||
| И.Б | |||
| Лехно | |||
| - М.: Транспорт, 1981, с | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| ЛОНЧАКОВ Э.Т., ПЕТРОПАВЛОВСКИЙ Б.П | |||
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М.: Транспорт, 1984, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |

