Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано для сборки звеньев путевой решетки на производственных базах путевых машинных станций.
Известны поточные линии для сборки, разборки, ремонта звеньев рельсошпальной решетки железнодорожного пути, например, по патентам РФ №2115782, Е01В 29/24; №2116398, Е01В 29/24; №2210654, Е01В 29/24, В65G 25/04, 35/08; №2298608, Е01В 29/24; №2304190, Е01В 29/24, содержащие параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине звена, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование.
В известных линиях последовательные группы технологических операций на отдельных позициях выполняются одновременно и независимо друг от друга на своей независимо перемещаемой без холостых ходов по замкнутой прямоугольной трассе передвижения тележке-спутнике, что обеспечивает высокопроизводительную без цикловых потерь работу поточной линии.
Механизмы продольного перемещения тележки-спутника, как, например, в линии по пат. №2115782 выполнены в виде приводной бесконечной цепной передачи, оснащенной толкателями для взаимодействия с поперечинами тележки-спутника, размещенными вдоль тележки с шагом, соответствующим шагу размещения толкателей цепной передачи, или как, например, по пат. №2210654, где они выполнены в виде возвратно-поступательного во взаимно противоположных направлениях перемещающихся параллельных приводных реек с откидными толкателями для взаимодействия с поперечинами тележки-спутника, шаг которых соответствует сумме шагов толкателей. Такие механизмы без дополнительных устройств не гарантируют точной остановки тележки-спутника.
В известных звеносборочных линиях шпалы на тележку-спутник укладываются краном в два-три яруса, технологическим оборудованием, преимущественно подвижным по объемлющему тележку-спутник пути, раскладываются в один ярус и устанавливаются по эпюре при сдвижке их по продольным параллельным балкам тележки-спутника, что является недостатком известных линий.
Известен шпалораскладчик, например, по авт. св. СССР №658204, Е01В 29/06, содержащий самоходное по рельсовому пути шасси, на раме которого смонтирован подъемный стол для подъема-опускания пакета шпал, отсекатель нижнего ряда шпал пакета, выравниватель отсеченного ряда шпал, горизонтальный и наклонный конвейеры. Раскладка шпал по эпюре осуществляется при непрерывном перемещении шасси шпалораскладчика с циклическим перемещением конвейеров. Эффективность раскладки зависит от жесткой взаимосвязи отсечения нижнего ряда шпал пакета с укладкой его на горизонтальный конвейер и подачи отсеченного ряда к наклонному конвейеру, синхронизации скоростей вращения горизонтального и наклонного конвейеров при подаче к наклонному конвейеру отсеченного ряда шпал. Точность эпюры зависит от скорости перемещения шасси, синхронизации с этой скоростью скорости наклонного конвейера при укладке шпалы, точности подачи команды для укладки очередной шпалы после прохода шага эпюры шпалораскладчиком от уже уложенной шпалы.
Известна поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути по авт. св. СССР №1451080, В65G 35/08, Е01В 29/24 (принято за прототип), содержащая параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине собираемого звена, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование.
Механизмы продольного перемещения тележек-спутников выполнены в виде приводного цевочного колеса, взаимодействующего со смонтированной вдоль тележки-спутника цевочной рейкой. Конструктивное выполнение механизма сложно, силовое выполнение цевочных реек с приемлемым шагом их размещения диктует для уменьшения габаритных размеров выполнение цевочного колеса с минимальным количеством зубьев, что вызывает удары при разгоне и торможении, не гарантирует плавности хода, что, в свою очередь, значительно снижает эффективность работы механизма.
Последовательные технологические операции, начиная с набора шпал звена, раскладки их по эпюре и заканчивая окончательной сборкой звена, выполняются одновременно и независимо друг от друга на своей независимо перемещаемой без холостых ходов по замкнутой прямоугольной трассе передвижения тележке-спутнике с обеспечением высокопроизводительной без цикловых потерь работы поточной линии. Эффективность линии снижает отсутствие в ней шпалораскладчика для раскладки шпал по эпюре непосредственно из пакета шпал.
Известна автоматизированная линия сборки звеньев рельсошпальной решетки железнодорожного пути по патенту РФ №2285080, Е01В 29/24 (принято за прототип), включающая шпалораскладчик с подъемным столом для подъема-опускания пакета шпал, отсекатель нижнего ряда пакета шпал, выравниватель отсеченного ряда шпал, конвейер выдачи отсеченного от пакета шпал ряда шпал, устройство корректировки расположения шпал в поперечном и продольном направлениях, рольганг подъемный для перемещения шпал с конвейера выдачи на оборудованный опорными для шпал площадками шаговый конвейер для передачи шпал на конвейер набора комплекта шпал звена по эпюре, систему управления скоростью движения шагового конвейера и конвейера набора комплекта шпал звена.
Передача шпалы с опорной, движущейся по круговой кривой, площадки шагового конвейера на продольно перемещающуюся горизонтальную ветвь конвейера набора комплекта шпал звена по эпюре особенно для железобетонных шпал затруднительна даже при выравнивании скорости перемещения площадки шагового конвейера со скоростью продольного перемещения конвейера набора комплекта шпал звена по эпюре при передаче шпалы с конвейера на конвейер. Для получения требуемой эпюры шпал очередная подача очередной шпалы жестко увязана с переменной, зависящей от времени срабатывания ряда предшествующих механизмов, скоростью ее перемещения к месту укладки со скоростью удаления на шаг эпюры предыдущей шпалы.
Необходима высокопроизводительная с одновременным и независимым выполнением последовательных групп технологических операций звеносборочного процесса линия, включающая эффективное технологическое оборудование для раскладки шпал по эпюре собираемого звена непосредственно из подаваемого на линию пакета шпал.
Для этого в известной поточной линии для сборки звеньев рельсошпальной решетки железнодорожного пути, содержащей параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине собираемого звена, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование, включающее шпалораскладчик с конвейером выдачи отсеченного от пакета шпал ряда шпал, шпалораскладчик снабжен подвижным для переноса шпалы с конвейера выдачи на тележку-спутник подъемным столом, а размещенный в зоне установки шпалораскладчика механизм продольного перемещения тележки-спутника выполнен с возможностью обеспечения перемещения тележки-спутника на шаг эпюры.
Размещенный в зоне установки шпалораскладчика механизм продольного перемещения тележки-спутника выполнен в виде оборудованной захватами за поперечину тележки-спутника бесконечной цепной передачи длиной, соответствующей длине тележки-спутника с системой управления для последовательного перемещения тележки-спутника на очередной шаг эпюры при последовательном суммировании его к сумме предыдущих шагов.
Кроме того, размещенный в зоне установки шпалораскладчика механизм продольного перемещения тележки-спутника выполнен в виде оборудованной захватами за поперечину тележки-спутника бесконечной цепной передачи длиной, соответствующей шагу расстановки поперечин тележки-спутника, а тележка-спутник снабжена рейкой с размещенными на ней по эпюре кулачками для взаимодействия их с конечным выключателем (датчиком остановки).
А также размещенный в зоне установки шпалораскладчика механизм продольного перемещения тележки-спутника выполнен в виде перемещающихся возвратно-поступательно во взаимно противоположных направлениях параллельных приводных реек, оснащенных для взаимодействия с поперечинами тележки-спутника равномерно размещенными приводными в вертикально-возвратное перемещение захватами, сумма шагов которых соответствует шагу расстановки поперечин тележки-спутника.
В поточной линии для сборки звеньев путевой решетки с одновременным и независимым выполнением последовательных технологических операций по сборке звена на своей независимо перемещаемой без холостых ходов по замкнутой прямоугольной трассе передвижения тележке-спутнике снабжение шпалораскладчика с конвейером выдачи отсеченного ряда шпал подвижным для переноса шпалы с конвейера выдачи на тележку-спутник подъемным столом и выполнение размещенного в зоне установки шпалораскладчика механизма продольного перемещения тележки-спутника с возможностью обеспечения перемещения тележки-спутника на шаг эпюры позволяет надежно с высокой точностью выполнять технологическую операцию по набору на тележке-спутнике комплекта шпал звена по эпюре непосредственно из подаваемого в шпалопитатель пакета шпал.
Выполнение размещаемого в зоне установки шпалораскладчика механизма продольного перемещения тележки-спутника в виде оборудованного захватами за поперечину тележки-спутника бесконечной цепной передачи длиной, соответствующей длине тележки-спутника с системой управления для последовательного перемещения тележки-спутника на очередной шаг эпюры при последовательном суммировании его к сумме предыдущих шагов, позволяет при наборе комплекта шпал звена точно остановить тележку-спутник при каждом очередном шаге, останавливая при отсчете своего нарастающего расстояния с одной и той же точностью и, таким образом, не накапливая ошибки в расстановке шпал по эпюре.
Выполнение размещаемого в зоне установки шпалораскладчика механизма перемещения тележки-спутника в виде оборудованной захватом за поперечину тележки-спутника бесконечной цепной передачи длиной, соответствующей шагу расстановки поперечин тележки-спутника, и снабжение тележки-спутника рейкой с размещенными на ней по эпюре кулачками для взаимодействия их с конечным выключателем (датчиком остановки) позволяет при наборе комплекта шпал звена точно останавливать тележку-спутник при каждом очередном шаге, взаимодействуя захватами короткой, а следовательно, простой по конструкции бесконечной цепной передачи с очередной поперечиной тележки-спутника, обнуляя каждый раз отсчет очередного шага, задаваемый очередным кулачком рейки.
Выполнение размещаемого в зоне установки шпалораскладчика механизма продольного перемещения тележки-спутника в виде перемещающихся возвратно-поступательно во взаимно противоположных направлениях параллельных приводных реек, оснащенных для взаимодействия с поперечинами тележки-спутника равномерно размещенными приводными в вертикально-возвратное перемещение захватами, сумма шагов которых соответствует шагу расстановки поперечин тележки-спутника, позволяет при наборе комплекта шпал звена точно останавливать тележку-спутник при каждом очередном шаге, взаимодействуя очередным захватом с поперечиной тележки-спутника точность при этом гарантируется точностью изготовления конструктивно простого с жестко ориентированными захватами механизма и контролируемым перемещением реек.
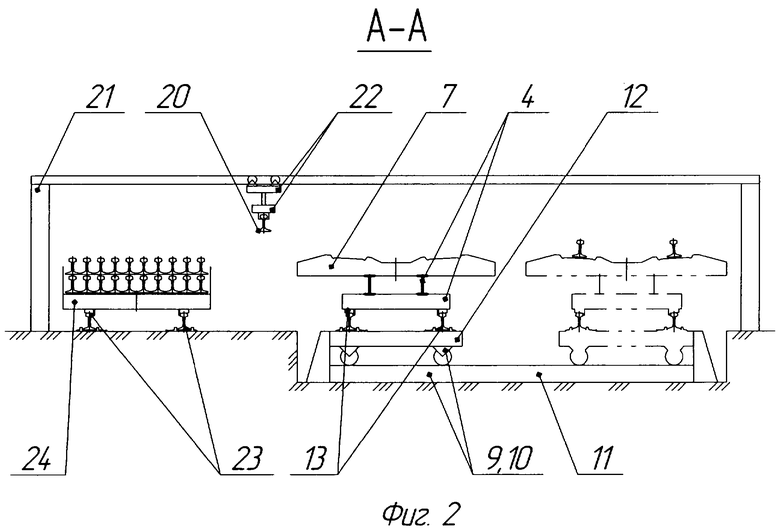
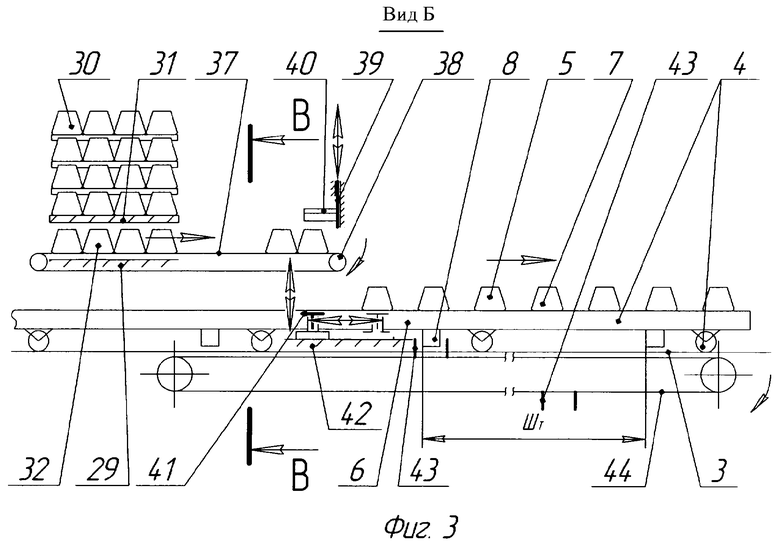
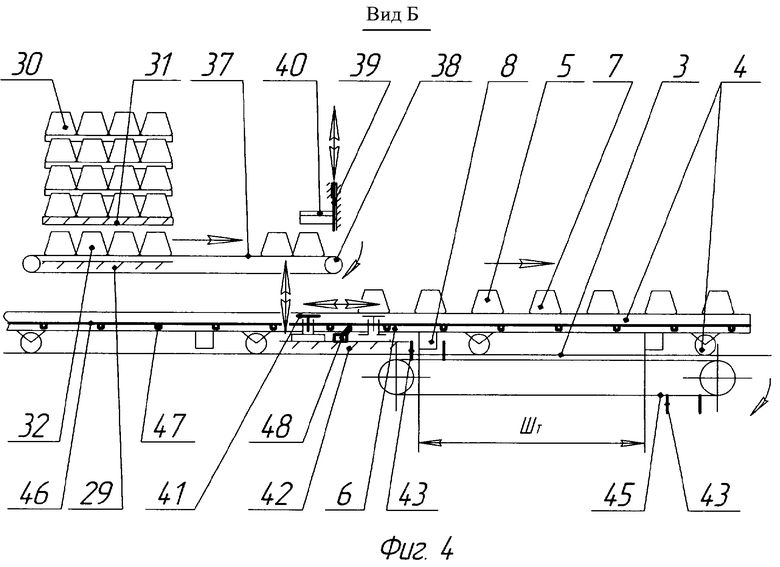
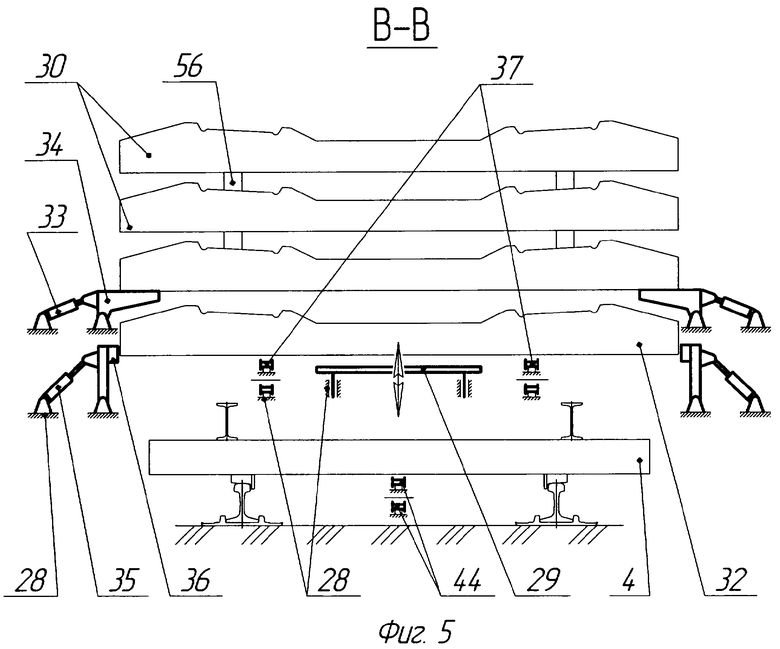
На фиг.1 изображена схема предлагаемой поточной линии в плане; на фиг.2 - разрез А-А на фиг.1, передаточный агрегат с устройством укладки рельсов; на фиг.3, 4 - вид Б на фиг.1, вид сбоку на шпалораскладчик с механизмом продольного перемещения тележки-спутника; на фиг.5 - разрез В-В на фиг.3, вид с торца на шпалораскладчик; на фиг.6 - схема механизма продольного перемещения тележки-спутника с параллельными приводными рейками; на фиг.7 - захват механизма продольного перемещения тележки-спутника с параллельными приводными рейками во взаимодействии с поперечиной тележки-спутника при движении рейки вперед; на фиг.8 - то же, при движении рейки назад.
Поточная линия для сборки звеньев железнодорожного пути содержит параллельно расположенные прямой 1 и обратный 2 потоки размещаемых на направляющих 3 не связанных между собой тележек-спутников 4, длина каждой из которых соответствует длине собираемого звена пути.
Каждая тележка-спутник 4 включает в себя ходовые по направляющим 3 колеса 5, продольные параллельные балки 6 для размещения на них шпал 7 собираемого звена, поперечины 8, размещенные вдоль тележки-спутника с равным шагом Шт.
По концам прямого 1 и обратного 2 потоков размещаемых на их направляющих 3 тележек-спутников 4 и перпендикулярно им размещены передаточные агрегаты 9 и 10 для замыкания потоков 1 и 2 тележек-спутников между собой в прямоугольную замкнутую трассу их перемещения.
Каждый передаточный агрегат 9, 10 представляет собой перемещаемую по смонтированным перпендикулярно направляющим 3 потоков 1 и 2 тележек-спутников направляющим 11 платформу 12 со смонтированными на ней направляющими 13 для наезда и перемещения по ним тележек-спутников.
Вдоль потоков 1 и 2 перемещения тележек-спутников и на каждом передаточном агрегате 9, 10 смонтированы механизмы 14 продольного перемещения тележек-спутников.
Вдоль потоков 1 и 2 перемещения тележек-спутников размещено технологическое оборудование для осуществления звеносборочного процесса.
На прямом потоке 1 перемещения тележек-спутников смонтированы шпалораскладчик 15, устройство 16 раскладки прокладок, устройство 17 для раскладки подкладок и прокладок, устройство 18 для монтажа в гнезда шпал сборок закладных болтов.
Над передаточным агрегатом 10 смонтировано устройство 19 для укладки рельсов 20 на комплект шпал 7 собираемого звена, выполненное в виде объемлющих передаточный агрегат порталов 21 с перемещаемыми вдоль них механизмами 22 для захвата укладываемых на комплект шпал звена рельсов 20 с перемещенного по пути 23 в зону устройства 19 подвижного склада 24 рельсов.
На обратном потоке 2 перемещения тележек-спутников смонтировано устройство 25 для прикрепления подкладок к шпалам, устройство 26 для монтажа в гнезда подкладок сборок клеммных болтов, устройство 27 для прикрепления рельсов к подкладкам.
Шпалораскладчик 15 включает в себя смонтированные на портальной охватывающей путь 1 потока тележек-спутников раме 28 подъемный стол 29 для подъема-опускания помещаемого в шпалораскладчик пакета шпал 30, отсекатель 31 нижнего ряда шпал 32 пакета шпал 30, выполненный в виде смонтированных с двух торцовых сторон пакета шпал приводных силовыми цилиндрами 33 Г-образных рычагов 34, выравниватель отсеченного ряда шпал 32, выполненный в виде смонтированных с двух торцовых сторон пакета шпал приводных силовыми цилиндрами 35 выравнивающих рычагов 36, конвейер 37 выдачи отсеченного ряда шпал 32. Конец конвейера 37 с приводным валом 38 оборудован остановом 39 со смонтированным здесь же устройством 40 ориентирования шпалы путем корректировки ее расположения в поперечном и продольном направлениях. Останов 39 выполнен вертикально подвижным для остановки подаваемой конвейером 37 шпалы с последующим пропуском ее при перемещении шпалы на тележку-спутник подъемным столом 41, подвижным по направляющим 42. Для перемещения тележки-спутника на шаг эпюры при последовательном помещении на нее в одном и том же месте шпалы в зоне размещения шпалораскладчика 15 устроен особый механизм ее продольного перемещения.
На фиг.3 представлен механизм продольного перемещения тележки-спутника, представляющий собой оборудованную двумя захватами 43 для поочередного захвата за одну из поперечин 8 очередной тележки-спутника приводную бесконечную цепную передачу 44 длиной, соответствующей длине тележки-спутника с системой управления, позволяющей останавливать тележку-спутник в процессе смещения принятой очередной шпалы на шаг при последовательном суммировании его к сумме предыдущих шагов.
На фиг.4 представлен механизм продольного перемещения тележки-спутника, представляющий собой оборудованную захватами 43 за поперечину 8 тележки-спутника приводную бесконечную цепную передачу 45 длиной, соответствующей шагу Шт расстановки поперечин тележки-спутника, тележка-спутник при этом снабжена рейкой 46 с расставленными по эпюре кулачками 47 для взаимодействия с датчиком 48 остановки тележки-спутника.
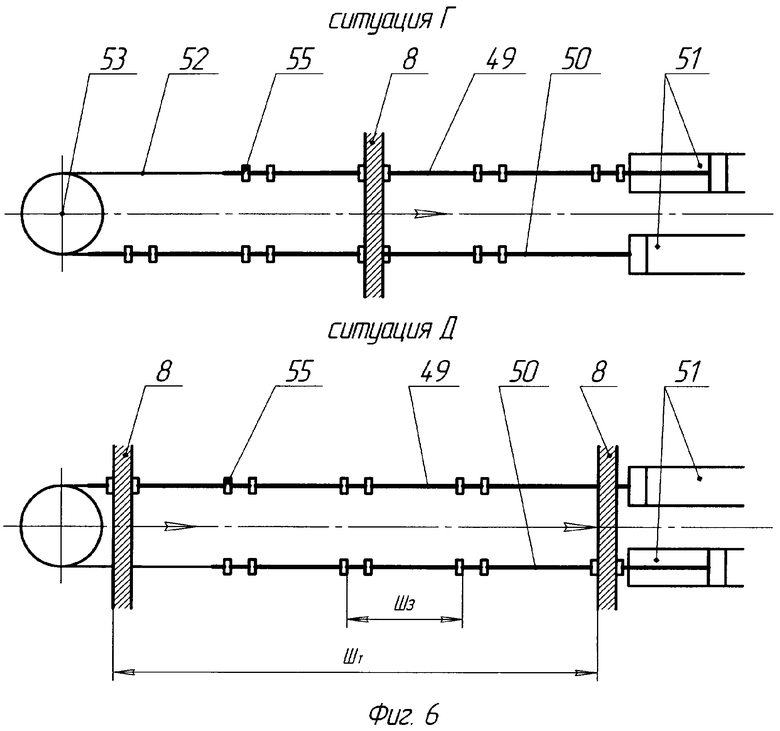
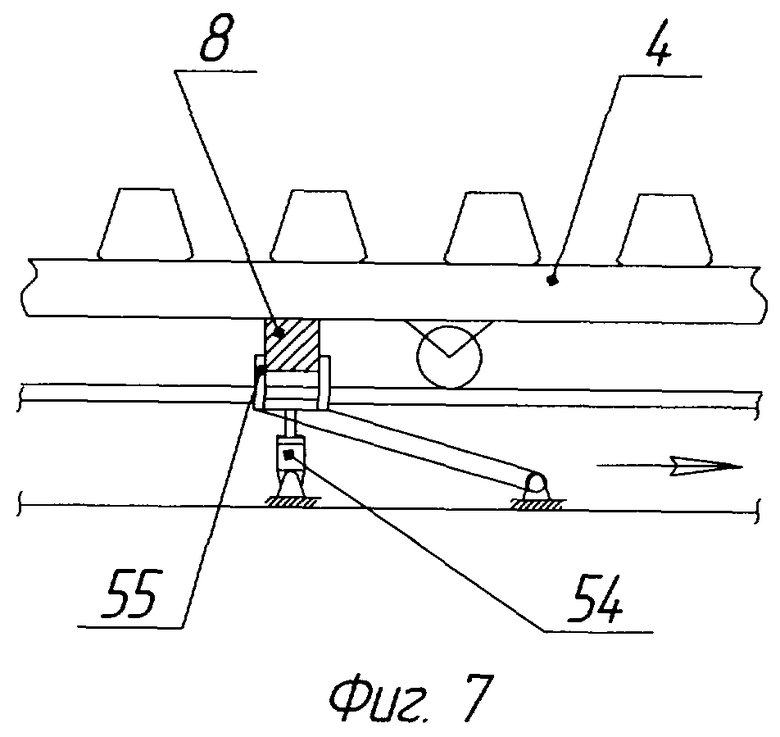
На фиг.6-8 представлен механизм продольного перемещения тележки-спутника, представляющий собой две параллельные рейки 49 и 50, перемещаемые возвратно-поступательно во взаимно противоположных направлениях каждая своим плунжерным силовым цилиндром 51, для чего противоположные концы реек соединены между собой гибкой тягой 52 через отклоняющее устройство 53. Рейки снабжены шарнирно смонтированными на них приводными силовыми цилиндрами 54 захватами 55 для взаимодействия с поперечинами 8 тележки-спутника. Захваты 55 на каждой рейке расставлены равномерно с шагом Шз, соответствующим ходу плунжерного силового цилиндра 51. Сумма шагов Шз захватов рейки соответствует шагу Шт размещения поперечин 8 тележки-спутника.
Работает линия следующим образом.
В зону установки шпалораскладчика 15 с платформы 12 передаточного агрегата 9 приводом 14 передаточного агрегата подана очередная тележка-спутник, с которой накануне убрали собранное звено и которая платформой 12 передаточного агрегата переместилась с обратного потока 2 перемещения тележек-спутников к потоку 1 перемещения тележек-спутников. Платформа 12 передаточного агрегата 9 возвратилась к обратному потоку 2 перемещения тележек-спутников для приема очередной тележки-спутника с очередным собранным звеном.
В шпалораскладчик 15 загружается очередной пакет шпал 30, который размещается на поднятом в верхнее положение подъемном столе 29 (первоначальная загрузка), на отсекателях 31 или на шпалах предыдущего пакета шпал.
Подъемным столом 29 пакет шпал 30 приподнимается, разводятся рычаги 34 отсекателя 31 нижнего ряда шпал 32, подъемный стол опускается на величину, при которой рычаги 34 отсекателя заводятся под шпалы остающегося пакета шпал. При еще небольшом опускании подъемного стола 29 пакет шпал опускается на рычаги 34 отсекателя 31, а отсеченный таким образом ряд шпал 32 выравнивается по своей продольной оси выравнивающими рычагами 36 и опускается на конвейер 37. Конвейером 37 отсеченный ряд шпал 32 перемещается к останову 39, при этом с отсеченного ряда шпал удаляются деревянные прокладки 56, а на конвейер 37 опускают очередной отсеченный ряд шпал 32.
Перемещенная к останову 39 шпала поднимается подъемным столом 41, на котором устройством 40 ориентирования шпалы корректируется ее расположение в поперечном и продольном направлениях. Сориентированная шпала подъемным столом 41 по направляющим 42 смещается на позицию укладки ее на тележку-спутник, куда она и укладывается при опускании подъемного стола. Подъемный стол возвращается за очередной шпалой, а уложенная на тележку-спутник шпала совместно с тележкой-спутником перемещается на шаг эпюры набираемого таким образом на тележке-спутнике комплекта шпал звена.
Перемещение тележки-спутника на шаг эпюры механизмом 44 продольного перемещения тележки-спутника, приведенным на фиг.3, осуществляется следующим образом. Тележка-спутник захватывается захватом 43, допустим, для более рациональной передачи тележки-спутника к очередному механизму 14 ее продольного перемещения, за вторую ее поперечину 8, за которую тележка-спутник перемещается на очередной шаг эпюры. Перемещение осуществляется с отчетом остановки нарастающего расстояния очередного перемещения (шаг, два шага, … n шагов) с одинаковой погрешностью каждой остановки, чем гарантируется эпюра размещения комплекта шпал звена с одинаковым допуском размещения шпал между любыми шпалами звена.
Перемещение тележки-спутника на шаг эпюры механизмом продольного перемещения тележки-спутника, приведенном на фиг.4, осуществляется следующим образом. Тележка-спутник очередным захватом 43 механизма 45 последовательно захватывается за каждую очередную поперечину 8 тележки-спутника, за которую тележка-спутник и перемещается на очередной шаг эпюры, остановка тележки-спутника при этом контролируется сигналом от датчика 48 остановки при взаимодействии его с очередным кулачком 47 эпюрной рейки 46. Точность эпюры набираемого комплекта шпал звена зависит только от точности изготовления эпюрной рейки с кулачками и настройки взаимодействия кулачков с датчиком остановки.
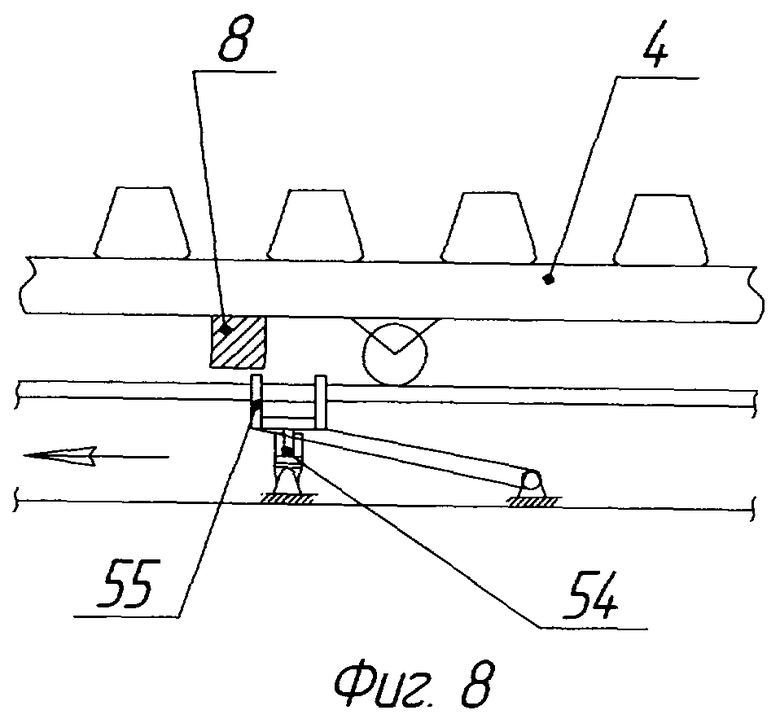
Перемещение тележки-спутника на шаг эпюры механизмом продольного перемещения тележки-спутника, приведенным на фиг.6-8, осуществляется следующим образом. На фиг.6 в ситуации Г изображено положение, при котором рейка 49, приводимая своим плунжерным силовым цилиндром 51, закончила движение вперед (по стрелке), ведя вперед одним из своих захватов 55 тележку-спутник за ее поперечину 8 (фиг.7) и одновременно привела в исходное положение рейку 50, двигая ее посредством гибкой тяги 52 назад, один из захватов 55 которой занял исходное положение под этой же поперечиной для перемещения тележки-спутника за эту же ее поперечину при ходе вперед уже рейки 50. На фиг.8 изображен захват 55 незадолго до помещения его под поперечиной тележки-спутника при движении рейки 50 назад. Таким образом производится перемещение тележки-спутника вперед за ее поперечину при чередовании захватов реек 49 и 50. совершающих возвратно-поступательные перемещения во взаимно противоположных направлениях. Захватывание поперечины тележки-спутника для перемещения ее вперед при ходе вперед соответствующей рейки или освобождение поперечины при перемещении параллельной рейки назад осуществляется соответствующим срабатыванием силовых цилиндров 54 захватов 55.
На фиг.6 в ситуации Д изображено положение, при котором рейка 50, ведомая своим плунжерным силовым цилиндром 51, закончила движение вперед (по стрелке), ведя своим первым по ходу перемещения захватом 55 поперечину 8 тележки-спутника и привела в исходное положение рейку 49, последний по ходу перемещения захват 55 которой приведен в исходное положение для захватывания очередной поперечины 8 тележки-спутника. Таким образом производится перемещение тележки-спутника за ее поперечины при последовательном их перехвате захватами параллельных реек 49 и 50.
Точность эпюры набранного комплекта шпал звена обеспечивается точностью изготовления реек и настройкой их перемещения, которая может быть скорректирована при получении сигнала остановки от датчика при взаимодействии его с кулачками смонтированной на тележке эпюрной рейки.
Тележка-спутник после набора комплекта шпал звена перемещается вперед (по стрелке) по направляющим прямого потока 1 передвижения тележек-спутников, освобождая место для приема очередной тележки-спутника в зону установки шпалораскладчика 15. При последовательном перемещении тележек-спутников друг за другом с определенным между ними расстоянием, осуществляемом механизмом 14 продольного перемещения тележки-спутника, смонтированном на позиции установки технологического оборудования, на комплект шпал звена тележки-спутника устройством 16 раскладываются нашпальные прокладки, устройством 17 раскладываются подкладки и подрельсовые прокладки, устройством 18 в гнезда шпал монтируются сборки закладных болтов. Приблизившаяся к передаточному агрегату 10 тележка-спутник механизмом 14 ее продольного перемещения, смонтированным на агрегате, перемещается на ее платформу 12, где на комплект шпал звена устройством 19 укладываются рельсы. Тележка-спутник передаточным агрегатом перемещается к обратному потоку 2 перемещения тележек-спутников и при последовательном перемещении тележек-спутников друг за другом с определенным между ними расстоянием устройством 25 к шпалам прикрепляются подкладки, устройством 26 в гнезда подкладок монтируются сборки клеммных болтов, устройством 27 прикрепляются рельсы к подкладкам, чем осуществляется окончательная сборка звена. Тележка-спутник с собранным звеном перемещается на платформу 12 передаточного агрегата 9, где с нее снимается звено, а тележка-спутник перемещается к потоку 1 перемещения тележек-спутников.
Таким образом, при непрерывном без холостых ходов передвижении тележек-спутников по замкнутому прямоугольному контуру их перемещения осуществляется сборка звеньев рельсошпальной решетки железнодорожного пути с одновременной и независимой работой технологического оборудования по осуществлению сборочных операций на своих технологических позициях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2006 |
|
RU2304191C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2003 |
|
RU2268333C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| СПОСОБ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ ПРИ БЕСПОДКЛАДОЧНОМ ТИПЕ СКРЕПЛЕНИЙ | 2010 |
|
RU2437979C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке звеньев рельсошпальной решетки на производственных базах путевых машинных станций. Поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути содержит параллельно расположенные прямой и обратный потоки тележек-спутников, размещенных на направляющих и не связанных между собой, передаточные агрегаты, размещенные на концах потоков и замыкающие их между собой, механизмы продольного перемещения тележек-спутников, технологическое оборудование, размещенное вдоль потоков и включающее шпалораскладчик с конвейером выдачи отсеченного от пакета шпал ряда шпал. Шпалораскладчик снабжен подвижным подъемным столом для переноса шпалы с конвейера на тележку-спутник. Механизм продольного перемещения тележки-спутника, размещенный в зоне установки шпалораскладчика, выполнен с возможностью обеспечения перемещения тележки-спутника на шаг эпюры. Техническим результатом изобретения является обеспечение раскладки шпал по эпюре собираемого звена непосредственно из подаваемого на линию пакета шпал. 3 з.п. ф-лы, 8 ил.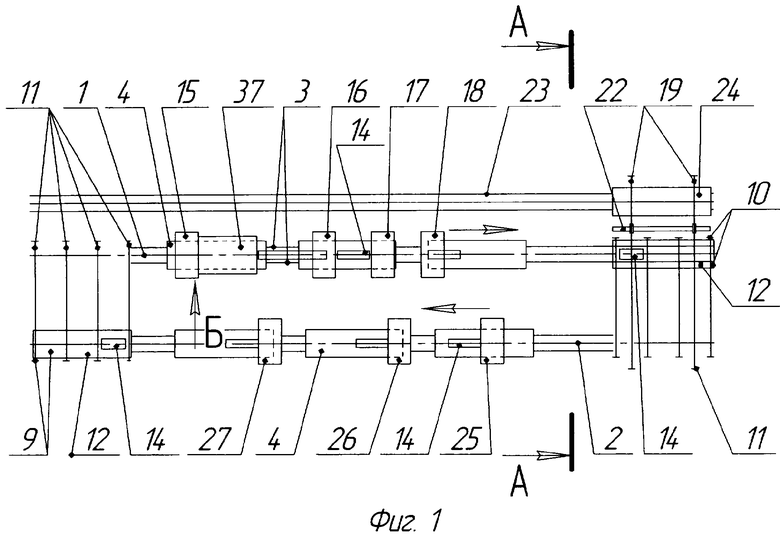
1. Поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути, содержащая параллельно расположенные прямой и обратный потоки размещенных на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине собираемого звена, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование, включающее шпалораскладчик с конвейером выдачи отсеченного от пакета шпал ряда шпал, отличающаяся тем, что шпалораскладчик снабжен подвижным для переноса шпалы с конвейера выдачи на тележку-спутник подъемным столом, а размещенный в зоне установки шпалораскладчика механизм продольного перемещения тележки-спутника выполнен с возможностью обеспечения перемещения тележки-спутника на шаг эпюры.
2. Поточная линия по п.1, отличающаяся тем, что размещенный в зоне установки шпалораскладчика механизм продольного перемещения тележки-спутника выполнен в виде оборудованной захватами за поперечину тележки-спутника бесконечной цепной передачи длиной, соответствующей длине тележки-спутника с системой управления для последовательного перемещения тележки-спутника на очередной шаг эпюры при последовательном суммировании его к сумме предыдущих шагов.
3. Поточная линия по п.1, отличающаяся тем, что размещенный в зоне установки шпалораскладчика механизм продольного перемещения тележки-спутника выполнен в виде оборудованной захватами за поперечину тележки-спутника бесконечной цепной передачи длиной, соответствующей шагу расстановки поперечин тележки-спутника, а тележка-спутник снабжена эпюрной рейкой с кулачками для взаимодействия с конечным выключателем (датчиком остановки).
4. Поточная линия по п.1, отличающаяся тем, что размещенный в зоне установки шпалораскладчика механизм продольного перемещения тележки-спутника выполнен в виде перемещающихся возвратно-поступательно во взаимно противоположных направлениях параллельных приводных реек, оснащенных для взаимодействия с поперечинами тележки-спутника равномерно размещенными приводными в вертикально-возвратное перемещение захватами, сумма шагов которых соответствует шагу расстановки поперечин тележки-спутника.
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Шпалораскладчик | 1976 |
|
SU658204A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ОРЛОВ Ю.А., ЕГИАЗАРЯН А.В | |||
| Производственные базы путевых машин станций | |||
| Основы проектирования средств механизации | |||
| - М.: Транспорт, 1986, с.28, 29, рис.1.13. | |||

