Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте звеньев рельсошпательной решетки железнодорожного пути на производственных базах путевых машинных станций.
Известна поточная линия [1], которая включает в свой состав стендовый путь и автономные агрегаты технологического оборудования. Сборка звеньев осуществляется при последовательном перемещении в технологической последовательности агрегатов технологического оборудования вдоль собираемых звеньев, сборка которых осуществляется на стендовом пути, а перемещение отдельных агрегатов осуществляется либо по пути, объемлющем стендовый путь, либо по рельсам собираемых звеньев. Технологические операции, выполняемые каждой единицей технологического оборудования выполняются одновременно и независимо друг от друга. Одновременность выполнения операций предопределяется растянутостью фронта работ, что предопределяет большую длину стендового пути, что в свою очередь предопределяет их размещение на открытой площадке. Независимость выполнения операций одного агрегата от другого гарантируется их размещением друг от друга на определенном расстоянии, выполняющем роль межпозиционного задела. Замкнутость цикла работ на стендовом пути определенной длины, которую обычно принимают равной сменной производительности линии, предопределяет возврат агрегатов из конца стендового пути в его начало с помощью козлового крана, которым они также устанавливаются на свои рабочие места.
Таким образом, позиция работы каждой единицы технологического оборудования линии постоянно перемещается вдоль ее стендового пути и по достижении его конца возвращается в его начало, при этом технологическое оборудование линии работает одновременно и независимо друг от друга (не мешая работе друг друга), что гарантирует ритмичность работы линии, однако при этом велики габариты линии, при которых размещение ее возможно только на отрытой площадке со всеми вытекающими отсюда последствиями, осуществляется довольно жесткая привязка к работе линии обслуживающих ее козловых кранов, которые кроме выполнения ряда технологических операций непосредственно по сборке звена, обязаны выполнять работы по переноске и расстановке агрегатов технологического оборудования линии.
Известна поточная линия для сборки звеньев железнодорожного пути [2], включающая параллельно расположенные прямой и обратный потоки, которые снабжены транспортирующими приспособлениями, позициями с технологическим оборудованием и передаточными агрегатами, замыкающими между собой потоки. Транспортирующие приспособления выполнены в виде установленных на направляющих тележек и механизмов из продольного перемещения. Длина каждой тележки соответствует длине собираемого звена. Каждый передаточный агрегат выполнен в виде поперечно перемещаемой платформы со смонтированными на ней направляющими для тележек и механизмом продольного перемещения тележки. Габариты линии позволяют разместить ее в производственном помещении. Технологическое оборудование на позициях смонтировано стационарно. Эффективная работа технологического оборудования, стабильный ритм работы линии, ее высокая производительность обеспечиваются одновременным и независимым выполнением последовательных групп технологических операций на технологических последовательно размещенных позициях, которое предопределяется выполнением каждой группы операций позиции на своей тележке, независимым перемещением каждой тележки на позиции, ускоренным перемещением тележки при передаче ее с позиции на позицию, наличием между тележками смежных позиций определенного расстояния, выполняющего роль межпозиционного задела, для чего требуется достаточно большое количество механизмов продольного перемещения тележек как в ритме работы тележки на позиции, так и ее ускоренного перемещения при передаче с позиции на позицию.
Необходима линия, габариты которой позволяют разместить ее в производственном помещении и сборка звеньев на которой производится на последовательно размещенных в технологической последовательности позициях на тележках, длина которых соответствует длине собираемого звена с обеспечением одновременного и независимого выполнения работ на позициях, но при этом со значительно меньшим количеством механизмов продольного перемещения тележек и по возможности с уменьшенной длиной последовательного размещения технологических позиций, т.е. упрощенной конструкции известной линии.
Для этого в известной поточной линии для сборки звеньев рельсошпальной решетки железнодорожного пути, содержащей параллельно расположенные прямой и обратный потоки, имеющие транспортирующие приспособления в виде установленных на направляющие тележек, длина которых соответствует длине звена, позиции с технологическим оборудованием и передаточными агрегатами, замыкающими потоки между собой, на каждом потоке тележки установлены встык друг к другу в виде сплотки тележек, а поточная линия снабжена механизмами продольного перемещения сплоток тележек, установленными на передаточных агрегатах, при этом технологическое оборудование для работы с каждым однотипным элементом звена смонтировано на направляющих для его перемещения вдоль позиции, длина которой соответствует длине тележки.
Механизм продольного перемещения сплотки тележек потока выполнен в виде приводной бесконечной цепной передачи, оснащенной толкателями для взаимодействия с поперечными балками тележки, размещенными вдоль тележки с шагом, соответствующим шагу размещения толкателей цепной передачи.
Установка тележек на каждом потоке (прямом и обратном) встык друг к другу позволяет разместить таким образом и технологические позиции, т.е. встык друг к другу, что уменьшает длину линии.
Установка тележек на каждом потоке встык друг к другу позволяет переместить образованную таким образом сплотку тележек механизмом перемещения сплотки тележек одного из передаточных агрегатов, принять в это же время крайнюю тележку сплотки другим передаточным агрегатом, переместить принятую тележку к другому потоку для перемещения сплотки тележек уже этого потока, к которому переместится и освободившийся от тележки первый передаточный агрегат и, таким образом, осуществлять перемещение каждой тележки по замкнутому контуру, используя всего два механизма продольного перемещения сплотки тележек, каждый из которых установлен на одном из двух передаточном агрегате.
Работа технологического оборудования на каждой технологической позиции, длина которой соответствует длине тележки, ведется одновременно на покоящейся на позиции тележке. Выполнение же технологических операций на всей длине позиции позволяет вести сборочные работы на каждой позиции независимо друг от друга.
Выполнение механизма продольного перемещения сплотки тележек в виде приводной цепной передачи с толкателями для взаимодействия с поперечными балками тележки позволяет осуществить довольно простой по конструкции механизм продольного перемещения как сплотки, так и отдельной тележки и позволяет реализовать все необходимые функции по перемещению тележки по замкнутому контуру.
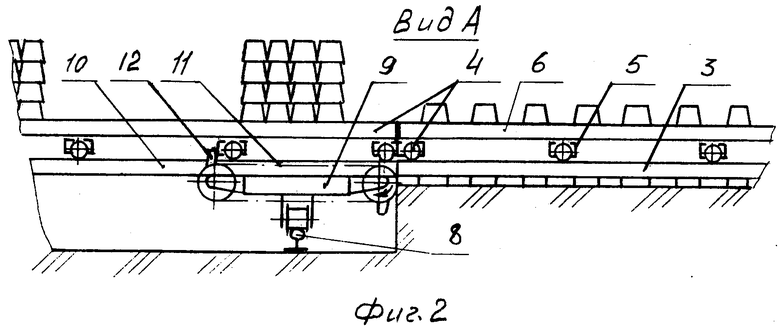
На фиг. 1 изображена схема линии; на фиг. 2 - вид А на фиг. 1, схематическое изображение механизма продольного перемещения сплотки тележек на передаточном агрегате, вид сбоку; на фиг. 3 - разрез Б-Б на фиг. 1, вид с торца на линию.
Поточная линия включает в себя параллельно расположенные прямой 1 и обратный 2 потоки, оснащенные направляющими 3 с размещенными на них тележками 4. Каждая тележка 4 состоит из расставленных с равномерным шагом снабженных ходовыми по направляющим колесами поперечных балок 5, объединенных продольными балками 6 для размещения на них собираемого звена 7. Длина тележки соответствует длине звена. На каждом потоке тележки размещены встык друг к другу в виде сплотки тележек.
На концах потоков 1 и 2 перпендикулярно их направляющим 3 смонтированы направляющие 8 для размещения на них передаточных агрегатов, выполненных в виде подвижных по направляющим 8 платформ 9 со смонтированными на них направляющими 10 для наезда на них тележек 4 и механизмами продольного перемещения тележек, выполненными в виде приводной бесконечной цепной передачи 11, оснащенной толкателями 12 для взаимодействия с поперечными балками 5 тележек. Длина шепной передачи с размещенными на ней двумя толкателями соответствует шагу размещения поперечных балок тележки.
Вдоль прямого 1 и обратного 2 потоков размещены технологические позиции I-X с технологическим оборудованием. Технологические позиции размещены встык друг к другу, аналогично размещению тележек в сплотке тележек потока.
На позициях V, VI и X размещено технологическое оборудование для одновременной работы вдоль всего звена, для работы с длинномерным материалом (рельсами, звеном). На позиции I размещено технологическое оборудование для загрузки тележки пачками шпал. На позициях II-IV, VII-IX размещено технологическое оборудование для работы с каждым однотипным элементом звена, осуществляемой последовательным перемещением вдоль позиции. Технологическое оборудование 13 на позиции II предназначены для раскладки шпал по эпюре собираемого звена, оборудование 14 на позиции III предназначено для раскладки прокладок и подкладок на шпалы звена. Для перемещения оборудования 13 и 14 вдоль своих позиций, последние снабжены направляющими 15, объемлющими направляющие 3 потока 1. Технологическое оборудование 16 на позиции IV предназначено для монтажа элементов прикрепления подкладок к шпалам. Технологическое оборудование 17 на позиции VII предназначено для прикрепления подкладок к шпалам. Технологическое оборудование 18 на позиции VIII предназначено для монтажа элементов прикрепления рельсов к подкладкам шпал. Технологическое оборудование 19 на позиции IX предназначено для прикрепления рельсов к подкладкам шпал и осуществления тем самым окончательной сборки звена. Перемещение оборудования 17 и 19 вдоль своих позиций осуществляется по рельсам собираемого звена.
Поточная линия работает следующим образом.
В технологическом процессе сборки звеньев на линии используется семь тележек (на фиг. 1 они показаны на позициях I-IV и VII-IX), каждая из которых последовательно проходит каждую технологическую позицию с размещенным на ней соответствующим технологическим оборудованием.
Сплотка тележек потока 1, включая тележку на платформе 9 передаточного агрегата позиции I, после завершения технологических операций на позициях I-IV и при установке пустой платформы 9 передаточного агрегата на позиции М перемещается механизмом продольного перемещения сплотки тележек передаточного агрегата позиции I, освобождая платформу передаточного агрегата на позиции I и загружая платформу передаточного агрегат на позиции V. После перемещения сплотки тележек каждая из них оказывается на следующей позиции и на них начинает производиться работа, выполняемая на этой позиции. После снабжения тележки рельсами на позиции V она передаточным агрегатом перемещается на позицию VI и после завершения технологических операций на позициях VII-IX и при установке пустой платформы передаточного агрегата на позицию X механизмом продольного перемещения сплотки платформы передаточного агрегата позиции VI производится перемещение сплотки тележки обратного потока 2. Тележки занимают следующие позиции. На позиции X с тележки снимается готовое звено и она перемещается на позицию I, где на нее загружаются пачки шпал для очередного звена. Цикл повторяется и, таким образом, каждая тележка последовательно перемещается от позиции к позиции по замкнутому прямоугольному контуру.
На позиции II пачки шпал расформировываются и укладываются в один ряд по эпюре собираемого звена. Операция эта выполняется при последовательном перемещении агрегата 13 по направляющим 15 вдоль позиции II. После завершения работ агрегат перемещается совместно с перемещением сплотки тележек и оказывается в исходном положении для обработки очередной тележки. Аналогично работает на позиции III агрегат 14 по раскладке на шпалы прокладок и подкладок. Точно также осуществляется работа агрегата 17 на позиции VII по прикреплению подкладок к шпалам и агрегата 19 на позиции IX по прикреплению рельсов к подкладкам, только перемещение агрегатов вдоль позиции производится по рельсам собираемого звена. На позициях IV и VIII оборудование 16 с элементами прикрепления подкладок к шпалам и соответственно оборудование 18 с элементами прикрепления рельсов к подкладкам шпал установлено вдоль всей позиции, а работа по монтажу элементов на свои места осуществляется манипуляторами или работниками при их перемещении вдоль позиции.
Работа на каждой позиции ведется на неподвижной на позиции тележке, что весьма благоприятно при выполнении работ с длинномерными элементами, т.е. одновременной работой вдоль длины звена, вдоль длины позиции, осуществляемой на позициях V, VI и X. Работа с каждым однотипным элементом звена, выполняемой на позициях II-IV и VII-IX, производится при постепенном перемещении исполнительного органа вдоль позиции, что предопределяет независимое их друг от друга выполнение при реализации среднего времени обработки элементов звена.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2128758C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СКРЕПЛЕНИЙ | 1997 |
|
RU2126474C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ДЕРЕВЯННЫХ ШПАЛ | 1997 |
|
RU2130420C1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ ТЕЛЕЖЕК ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2099222C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ТРАНСПОРТНАЯ СИСТЕМА ЛИНИИ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2235820C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |

Использование: при сборке звеньев пути. Сущность изобретения: поточная линия содержит параллельно расположенные прямой и обратный потоки, имеющие транспортирующие приспособления в виде установленных на направлявшие тележек, длина которых соответствует длине звена, позиции с технологическим оборудованием и передаточными агрегатами, замыкающими потоки между собой, причем на каждом потоке тележки установлены встык друг к другу в виде сплотки тележек. Поточная линия снабжена механизмами продольного перемещения сплоток тележек, установленными на передаточных агрегатах, при этом технологическое оборудование для работы с каждым однотипным элементом звена смонтировано на направлявших для его перемещения вдоль позиции, длина которой соответствует длине тележки. Обеспечивается одновременное и независимое выполнение работ на позициях со значительно меньшим количеством механизмов продольного перемещения тележек. 1 з.п.ф-лы, 3 ил.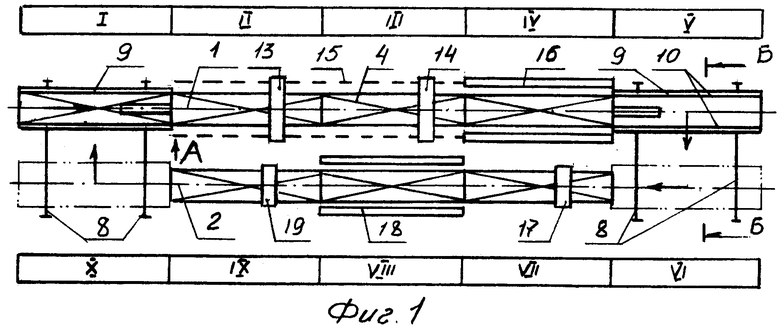
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лончаков Э.Т | |||
| Петропавловский Б.П | |||
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М.: Транспорт, 1984, с.137 - 142 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство 1451080, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

