Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте звеньев рельсошпальной решетки железнодорожного пути на производственных базах путевых машинных станций.
Известны устройства, повышающие производительность поточных линий по сборке и разборке рельсовых звеньев за счет совершенствования системы транспортировки рельсового звена или же его элементов (Авт. св. СССР №717207, Е 01 В 29/24. Устройство для перемещения звеньев путевой решетки на звеноразборочных, звеносборочных и ремонтных линиях). В известном устройстве используется конвейер с приводным валом, позволяющим осуществлять обработку звеньев с одновременной их транспортировкой, за счет взаимодействия храпового механизма приводного вала с зубчатой рейкой механизма протяжки звена под рабочими органами. Недостатком устройства является жесткая временная зависимость работы смежных позиций технологического оборудования.
Известны поточные линии для сборки звеньев железнодорожного пути (Авт. св. СССР № 1451080, В 65 G 35/08// Е 01 В 29/24. Поточная линия для сборки звеньев железнодорожного пути. Патент РФ №2115782, Е 01 В 29/24. Поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути), включающие передвижные тележки-спутники, длина которых равна длине звена, позволяющие выполнять обработку рельсовых звеньев на тележках-спутниках при прохождении ими позиций с рабочим оборудованием, а также в процессе их транспортировки к этим позициям. Работа над каждым звеном осуществляется одновременно на разных рабочих позициях без жесткой временной зависимости смежных позиций друг от друга. Отсутствуют цикловые потери времени за счет непрерывного последовательного перемещения тележек-спутников по замкнутой трассе. Недостатком этих линий является зависимость расстояния между стационарно установленными агрегатами от длины тележки, равной длине звена, что увеличивает протяженность поточной линии.
Известна поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути (Патент РФ № 2210654, Е 01 В 29/24 // В 65 G 25/04. Поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути), выполненная в виде замкнутого с помощью перегрузочных устройств контура с перемещающимися тележками-спутниками, длина каждой из которых соответствует длине звена пути, и стационарно установленными агрегатами технологического оборудования, снабженных механизмами для шагового перемещения тележек-спутников, что позволяет производить операции при шаговом перемещении звена от шпалы к шпале на тележке-спутнике, обеспечивая благоприятные условия труда операторов, сосредоточив в одном месте работы по накоплению и удалению снимаемых элементов скреплений, по приему и монтажу устанавливаемых элементов скреплений. Недостатком известной линии является значительная ее протяженность, что требует больших площадей.
Известна транспортная система линии для сборки звеньев железнодорожного пути (заявка № 2001131254/11, Е 01 В 29/24. Транспортная система линии для сборки звеньев железнодорожного пути, решение о выдаче патента на изобретение от 22 марта 2004 года - принято за прототип), выполненная в виде вертикально замкнутого с помощью перегрузочных устройств контура с перемещающимися по приводным роликам тележками-спутниками. Длина тележек-спутников переменна за счет их состыковки друг с другом в сплотки с помощью автоматических сцепных устройств на контактирующих поверхностях, при этом длина одиночной тележки-спутника значительно меньше длины собираемого звена.
Задача, решаемая заявителем, состоит в том, что необходимо создать поточную линию с высокопроизводительной, ритмичной работой технологического оборудования линии за счет одновременного и независимого выполнения последовательных технологических операций при сокращении общей протяженности линии.
Для этого в поточной линии для сборки звеньев железнодорожного пути, содержащей транспортную систему, выполненную в виде вертикально замкнутого с помощью перегрузочных устройств контура с перемещающимися по приводным роликам тележками-спутниками, длина которых переменна за счет их состыковки друг с другом в сплотки, при длине одиночной тележки-спутника, значительно меньшей длины звена, размещенными вдоль транспортной системы стационарно установленными и передвижными агрегатами технологического оборудования, стационарно установленные агрегаты размещены на расстоянии друг от друга не менее двух длин тележек-спутников, при этом агрегаты для работы с малогабаритными элементами собираемого звена размещены на позициях перемещения одиночных тележек-спутников, а агрегаты для работы с длинномерными элементами собираемого звена размещены на позициях перемещения сплоток тележек-спутников.
Размещение стационарно установленных агрегатов технологического оборудования на расстоянии друг от друга не менее двух длин тележек-спутников обеспечит создание межоперационных накопителей для ритмичной работы технологического оборудования поточной линии за счет одновременного и независимого выполнения последовательных технологических операций. Размещение агрегатов для работы с малогабаритными элементами собираемого звена на позициях перемещения одиночных тележек-спутников, длина которых в несколько раз меньше длины звена, позволит значительно сократить расстояние между агрегатами и уменьшить общую протяженность поточной линии.
На чертеже схематически изображен общий вид поточной линии для сборки звеньев железнодорожного пути.
Поточная линия для сборки звеньев железнодорожного пути содержит раскладчик пакета шпал 1, приемный конвейер 2, конвейер с захватами 3, шаг между захватами которого равен эпюре шпал собираемого звена 4, транспортную систему 5, включающую в себя расположенные в двух уровнях друг над другом технологические потоки 6 и 7, состоящие из роликовых аппарелей 8, тележек-спутников 9, установленных на аппарелях 8 и перемещающихся по ним приводными роликами 10, передаточные устройства 11 и 12, расположенные в начале и в конце технологических потоков 6 и 7 и длина которых соответствует длине тележки-спутника 9. Каждая тележка-спутник 9 имеет сцепное устройство (на чертеже не показано), и, стыкуясь между собой, они образуют сплотку 13, длина которой соответствует длине собираемого звена 4, при этом длина одиночной тележки-спутника 9 в несколько раз меньше длины собираемого звена 4. В зоне перемещения одиночных тележек-спутников 9 размещены вдоль технологического потока 6 стационарно установленный подкладочный агрегат 14 и позиции 15, 16, 17, 18, несущие малогабаритные элементы собираемого звена 4 - прокладки под подкладки и подошву рельса, сборки клеммных и закладных болтов. Расстояние между раскладчиком пакета шпал 1 и подкладочным агрегатом 14 больше длины двух тележек-спутников 9, а расстояние между подкладочным агрегатом 14 и позицией 19, где рельсы 20 укладываются на сплотки 13, равно длине двух тележек-спутников 9. В зоне перемещения сплоток 13 размещены стационарно установленные станки: станок для завинчивания гаек клеммных болтов 21 и станок для завинчивания гаек закладных болтов 22, предназначенные для работы с длинномерными элементами собираемого звена 4 (рельсы 20). Кроме этого станки 21 и 22 снабжены механизмами шагового перемещения 23 сплоток 13. Прием и уборка собранного звена 4 производится на позиции 24.
Поточная линия для сборки звеньев железнодорожного пути работает следующим образом.
Пакет шпал козловым краном подается в раскладчик пакета шпал 1, на котором от пакета шпал автоматически отделяется ряд шпал, уложенных вплотную одна к другой, на приемный конвейер 2, с которого шпалы по одной перегружаются на конвейер с захватами 3, шаг между захватами которого равен эпюре шпал собираемого звена 4, и подаются в зону передаточного устройства 11, где располагается тележка-спутник 9. Каждая тележка-спутник 9, последовательно перемещаясь по роликовым аппарелям 8 технологического потока 7, устанавливается на передаточном устройстве 11. После включения передаточного устройства 11 каждая тележка-спутник 9, поднимаясь вверх, поднимает шпалы выше уровня захватов конвейера 3 и шпалы перегружаются на тележку-спутник 9, которая с находящимися на ней шпалами, перемещаясь по роликовым аппарелям 8 на приводных роликах 10 технологического потока 6, последовательно проходит подкладочный агрегат 14, позиции 15, 16, 17, 18. При этом на шпалы укладываются элементы собираемого звена 4 - подкладки, прокладки под подошву рельса, сборки клеммных и закладных болтов (малогабаритные элементы). Далее срабатывает механизм автоматического сцепления тележек-спутников 9, образуя сплотки 13. Количество тележек-спутников 9 в сплотке 13 должно соответствовать длине собираемого звена 4. На собранную сплотку 13 укладываются рельсы 20, производится монтаж сборок клеммных и закладных болтов и сплотка 13 перемещается к стационарно установленному станку 21, где производится завинчивание гаек клеммных болтов, а затем к станку 22, где производится завинчивание гаек закладных болтов. В процессе завинчивания гаек клеммных и закладных болтов перемещение сплотки 13 от шпалы к шпале производится механизмом шагового перемещения 23. После завершения работ по сборке звена 4 сплотка 13 перемещается на позицию 24, где собранное звено 4, после приемки, убирается козловым краном. После этого включается передаточное устройство 12 и тележка-спутник 9, входящая в сплотку 13 и находящаяся над передаточным устройством 12,автоматически отцепляется от сплотки 13 и опускается на технологический поток 7. Остальные тележки-спутники 9, входящие в состав сплотки 13, последовательно друг за другом отцепляются от сплотки 13 и переводятся на технологический поток 7. На технологическом потоке 7 каждая тележка-спутник 9 перемещается по роликовым аппарелям 8 к передаточному устройству 11, где они поднимаются на уровень технологического потока 6 и процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2006 |
|
RU2304191C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| ТРАНСПОРТНАЯ СИСТЕМА ЛИНИИ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2235820C2 |
| СПОСОБ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ ПРИ БЕСПОДКЛАДОЧНОМ ТИПЕ СКРЕПЛЕНИЙ | 2010 |
|
RU2437979C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2441960C1 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте звеньев рельсошпальной решетки железнодорожного пути на производственных базах путевых машинных станций. Поточная линия для сборки звеньев железнодорожного пути содержит транспортную систему, выполненную в виде вертикально замкнутого с помощью перегрузочных устройств контура с перемещающимися по приводным роликам тележеками-спутниками. Длина тележек-спутников переменна за счет их состыковки друг с другом в сплотки, при длине одиночной тележки-спутника, значительно меньшей длины собираемого звена. Вдоль транспортной системы размещены стационарные и передвижные агрегаты технологического оборудования. Стационарно установленные агрегаты размещены на расстоянии друг от друга не менее двух длин тележек-спутников, а агрегаты для работы с малогабаритными элементами собираемого звена размещены на позициях перемещения одиночных тележек-спутников. Агрегаты для работы с длинномерными элементами собираемого звена размещены на позициях перемещения сплоток тележек-спутников. Технический результат заключается в создании поточной линии с высокопроизводительной, ритмичной работой технологического оборудования за счет одновременного и независимого выполнения последовательных технологических операций при сокращении общей протяженности линии. 1 ил.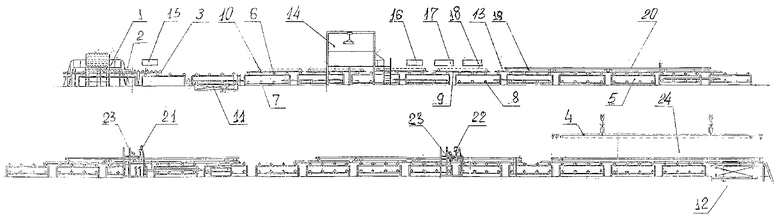
Поточная линия для сборки звеньев железнодорожного пути, содержащая транспортную систему, выполненную в виде вертикально замкнутого с помощью перегрузочных устройств контура с перемещающимися по приводным роликам тележками-спутниками, длина которых переменна за счет их состыковки друг с другом в сплотки, при длине одиночной тележки-спутника значительно меньшей длины собираемого звена, и размещенные вдоль транспортной системы стационарные и передвижные агрегаты технологического оборудования, отличающаяся тем, что стационарно установленные агрегаты размещены на расстоянии друг от друга не менее двух длин тележек-спутников, при этом агрегаты для работы с малогабаритными элементами собираемого звена размещены на позициях перемещения одиночных тележек-спутников, а агрегаты для работы с длинномерными элементами собираемого звена размещены на позициях перемещения сплоток тележек-спутников.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| Технологическая разборочная линия | 1980 |
|
SU939620A2 |
| ЛОНЧАКОВ Э.Т., ПЕТРОПАВЛОВСКИЙ Б.П | |||
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М.: Транспорт, 1984, с.137-140, рис.114. | |||

