Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборки звеньев рельсошпальной решетки железнодорожного пути на производственных базах путевых машинных станций или других предприятий по сборке звеньев путевой решетки.
Известны поточные линии для сборки звеньев рельсошпальной решетки железнодорожного пути (А.с. СССР 1451080, В65G 35/08 // Е01В 29/24. Поточная линия для сборки звеньев железнодорожного пути. Пат. РФ 2115782, Е01В 29/24. Поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути), содержащие подвижные по направляющим тележки-спутники, длина которых равна длине собираемого звена, позволяющие выполнять обработку рельсовых звеньев на тележках-спутниках при прохождении ими позиций с рабочим оборудованием, а также в процессе их транспортировки к этим позициям. Работа над каждым звеном осуществляется одновременно на разных рабочих позициях без жесткой временной зависимости смежных позиций друг от друга. Отсутствуют цикловые потери времени за счет непрерывного последовательного перемещения тележек-спутников по замкнутой трассе. Недостатком этих линий является зависимость расстояния между стационарно установленными агрегатами от длины тележки, равной длине собираемого звена, что увеличивает протяженность поточной линии.
Известна поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути (Пат. РФ 2210654, Е01В 29/24 // B65G 25/04. Поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути), выполненная в виде замкнутого с помощью перегрузочных устройств контура с перемещающимися тележками-спутниками, длина каждой из которых соответствует длине собираемого звена, и стационарно установленными агрегатами технологического оборудования, снабженными механизмами для шагового перемещения тележек-спутников, что позволяет производить операции при шаговом перемещении звена от шпалы к шпале на тележке-спутнике, обеспечивая благоприятные условия труда операторов, сосредоточив в одном месте работы по накоплению и удалению снимаемых элементов скреплений, по приему и монтажу устанавливаемых скреплений. Недостатком этой линии является значительная ее протяженность, что требует больших площадей.
Кроме того, общим недостатком известных линий являются повышенные требования к прямолинейности пути, по которым передвигаются тележки, поскольку при длине в 25 метров каждая тележка опирается на несколько пар жестко закрепленных колес.
Известна поточная линия для сборки звеньев железнодорожного пути (Пат. РФ 2260089, Е01В 29/24// B65G 25/04. Поточная линия для сборки звеньев железнодорожного пути - принято за прототип), выполненная в виде замкнутого с помощью перегрузочных устройств контура с перемещающимися по приводным роликам тележками-спутниками, длина которых переменна за счет их состыковки друг с другом в сплотки, при длине одиночной тележки-спутника значительно меньше длины собираемого звена, и размещенными вдоль транспортной системы агрегатами технологического оборудования. Агрегаты для работы с малогабаритными элементами собираемого звена размещены на позициях перемещения одиночных тележек-спутников, а агрегаты для работы с длинномерными элементами собираемого звена размещены на позициях перемещения сплоток тележек-спутников. Одновременное и независимое выполнение последовательных технологических операций обеспечивает высокопроизводительную и ритмичную работу линии и позволяет сократить ее общую протяженность по сравнению с вышеуказанными. Недостатком известной линии является все-таки ее значительная длина, что затрудняет установку линии внутри цеха. Не все процессы на линии механизированы, к примеру, отсутствуют операции центрирования шпал по подрельсовой площадке с последующей ориентированной укладкой рельсов.
Задача, решаемая изобретением, состоит в том, что необходима линия, габариты которой позволяют разместить ее внутри производственного помещения и максимально механизировать производственные процессы сборки рельсов со шпалами.
Для этого в поточной линии для сборки звеньев железнодорожного пути, содержащей участок подготовки шпал к сборке, включающий в себя технологические позиции раскладки шпал в ряд и по эпюре и подачи элементов скреплений, параллельно расположенный указанному участку участок сборки звеньев, включающий в себя технологические позиции укладки рельсов на шпалы и окончательной сборки звеньев, а также перемещающимися по приводным роликам тележки-спутники, имеющие возможность шарнирного соединения в сплотки при длине одиночной тележки-спутника значительно меньше длины собираемого звена, участок подготовки шпал к сборке снабжен устройством центрирования шпал по подрельсовой площадке, размещенным за позицией раскладки шпал по эпюре, а между параллельными участками по их концам расположены поперечные конвейеры для накопления и передачи тележек-спутников с одного участка на другой, кроме этого, участок сборки звеньев снабжен рельсоприемным устройством, размещенным на позиции укладки рельсов на шпалы, содержащим не менее четырех рельсовых захватов и обеспечивающим ориентирование каждого рельса по подрельсовой площадке при его последовательном опускании на шпалы и сохранение прямолинейного положения рельса, кроме того, шпалы в зоне укладки рельсов размещены на сплотке, состоящей из шарнирно соединенных одиночных тележек-спутников.
Введение в линию устройства для центрирования шпал по подрельсовой площадке и размещение его за позицией раскладки шпал по эпюре обеспечивает гарантированную точность раскладки шпал, исключает трудоемкий ручной труд при необходимости выравнивания шпал. Наличие рельсоприемного устройства, размещенного на позиции укладки рельсов на шпалы и содержащего не менее четырех рельсовых захватов, обеспечивает ориентирование каждого рельса по подрельсовой площадке при сохранении прямолинейного положения рельсов при их опускании, последовательное опускание рельсов на шпалы, находящиеся на сплотках тележек-спутников, и окончательную укладку рельсов на шпалы с заданной точностью без применения дополнительно ручного труда. Размещение по концам параллельных участков поперечных конвейеров для накопления и передачи тележек-спутников с одного участка на другой обеспечивает ритмичную работу линии, а габариты линии позволяют разместить ее внутри производственного помещения.
На чертеже изображена в плане схема поточной линии для сборки звеньев железнодорожного пути.
Поточная линии для сборки звеньев железнодорожного пути содержит участок подготовки шпал к сборке, включающий в себя расположенные в технологической последовательности позиции и зоны, на которых располагаются конвейер приема пакетов шпал 1, агрегат раскладки пакетов шпал 2, подающий конвейер 3, эпюрная рейка 4 с захватами 5, шаг между которыми равен эпюре собираемого звена, устройство перегрузки шпал на эпюрную рейку 6, роликовые опоры 7, тележки-спутники 8, подъемное устройство 9, роликовые аппарели 10 для перемещения тележек-спутников 8, устройство центрирования шпал по подрельсовой площадке 11, устройство раскладки прокладок под подкладки 12, агрегат раскладки подкладок 13, зона раскладки прокладок под рельс, сборок закладных и клеммных болтов, а также установки сборок закладных болтов в отверстия шпал 14. Параллельно участку подготовки шпал к сборке располагается участок сборки звеньев железнодорожного пути, включающий в себя расположенные в технологической последовательности позиции, на которых располагаются устройство рельсоприемное 15, содержащее не менее четырех рельсовых захватов 16 и обеспечивающее ориентирование каждого рельса по подрельсовой площадке шпалы, устройство для завинчивания гаек клеммных болтов 17, устройство для завинчивания гаек закладных болтов 18. Шпалы на позиции устройства рельсоприемного 15, на позициях завинчивания гаек клеммных болтов 17 и закладных болтов 18 размещены на сплотках 19, образованных из соединенных между собой тележек-спутников 8, имеющих шарнирные сцепные устройства (на чертеже не показаны). Причем длина одиночной тележки-спутника 8 в несколько раз меньше длины собираемого звена, а длина каждой сплотки 19 соответствует длине собираемого звена железнодорожного пути. Между параллельно расположенными участком подготовки шпал к сборке и участком сборки звеньев железнодорожного пути, в начале и в конце участков, размещены поперечные конвейеры 20 для накопления и передачи тележек-спутников 8 с одного участка на другой.
Работает поточная линия для сборки звеньев железнодорожного пути следующим образом.
Пакет шпал с конвейера приема пакетов шпал 1 козловым краном подается в агрегат раскладки пакетов шпал 2, где от пакета шпал автоматически отделяется нижний ряд шпал и укладывается на подающий конвейер 3. С подающего конвейера 3 устройством перегрузки шпал 6 шпалы по одной перегружаются на эпюрные рейки 4 с захватами 5, шаг между которыми равен эпюре собираемого звена. Далее шпалы, разложенные на эпюрной рейке 4, перемещаются по опорным роликам 7 в зону расположения тележки-спутника 8. Тележка-спутник 8, поднимаясь вверх подъемным устройством 9, поднимает шпалы, расположенные на эпюрной рейке 4, выше уровня захватов 5, после чего тележка-спутник 8 со шпалами перемещается по роликовым аппарелям 10 на позицию устройства центрирования шпал по подрельсовой площадке 11, где шпалы устанавливаются соответственно рельсовой колеи. При дальнейшем перемещении по роликовым аппарелям 10 тележка-спутник 8 последовательно проходит устройство раскладки прокладок под подкладки 12, агрегат раскладки подкладок 13, зону раскладки прокладок под рельс, сборок закладных и клеммных болтов 14. При этом на шпалы укладываются прокладки под рельс, сборки закладных и клеммных болтов и устанавливаются в отверстия шпалы закладные болты. Далее тележка-спутник 8 перемещается на поперечный конвейер 20, на котором тележки-спутники 8 накапливаются и, по мере необходимости, по одной подаются на участок сборки звеньев, на котором, перемещаясь по роликовым аппарелям 10 на позиции укладки рельсов на шпалы, образуют сплотку 19, состоящую из соединенных шарнирно между собой нескольких одиночных тележек-спутников 8. Количество тележек-спутников 8, соединенных в сплотку 19, должно быть таким, чтобы длина сплотки 19 соответствовала длине собираемого звена. Укладка рельсов на шпалы, разложенные на сплотке 19, производится рельсоприемным устройством 15. Захваты 16, которых в рельсоприемным устройством 15 должно быть не менее четырех, обеспечивают ориентирование каждого рельса по подрельсовой поверхности шпалы при опускании сначала одного конца рельса, а далее, при последовательном опускании на шпалы и сохранении прямолинейного положения рельса, производится окончательная укладка рельса на шпалы с заданной точностью.
После укладки рельсов на шпалы производится монтаж сборок клеммных болтов. Затем сплотка 19 с уложенными на подрельсовые площадки шпалы рельсами и со смонтированными сборками клеммных болтов перемещается на позицию устройства для завинчивания гаек клеммных болтов 17, а затем - на позицию устройства для завинчивания гаек закладных болтов 18, где указанные устройства, перемещаясь по рельсам собираемого звена, производят завинчивание гаек клеммных и закладных болтов. После завершения работ по сборке звена и ее приемки звено козловым краном снимается со сплотки 19 и подается на склад, а сплотка 19 разбирается. Входящие в состав сплотки 19 тележки-спутники 8 последовательно отделяются друг от друга и переводятся на поперечный конвейер 20, с которого одиночные тележки-спутники 8 передаются на участок подготовки шпал к сборке, и процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| СПОСОБ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ ПРИ БЕСПОДКЛАДОЧНОМ ТИПЕ СКРЕПЛЕНИЙ | 2010 |
|
RU2437979C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
| ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ С ЖЕЛЕЗОБЕТОННЫМИ ШПАЛАМИ | 2007 |
|
RU2361032C1 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке звеньев железнодорожного пути на производственных базах путевых машинных станций. Поточная линия для сборки звеньев железнодорожного пути содержит участок подготовки шпал к сборке, включающий в себя технологические позиции раскладки шпал в ряд и по эпюре, и подачи элементов скреплений. Параллельно указанному участку расположен участок сборки звеньев, включающий себя технологические позиции укладки рельсов на шпалы и окончательной сборки звеньев, а также перемещающиеся по приводным роликам тележки-спутники, имеющие возможность шарнирно соединяться в сплотки. Участок подготовки шпал к сборке снабжен устройством центрирования шпал по подрельсовой площадке, размещенным за позицией раскладки шпал по эпюре. Между параллельными участками по их концам расположены поперечные конвейеры. Участок сборки звеньев снабжен рельсоприемным устройством с рельсовыми захватами и обеспечивающим ориентирование каждого рельса по подрельсовой площадке при его последовательном опускании на шпалы. Шпалы в зоне укладки рельсов размещены на сплотке, соединенной из одиночных тележек-спутников. Технический результат заключается в создании поточной линии с эффективной, ритмичной работой технологического оборудования за счет механизации процессов сборки звеньев, а габариты линии позволяют разместить ее внутри производственного помещения. 1 ил.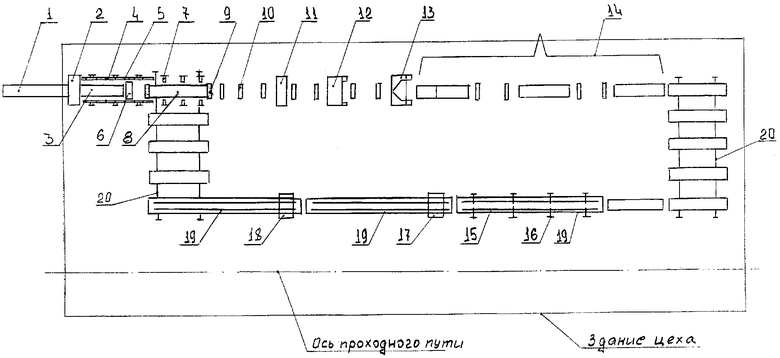
Поточная линия для сборки звеньев железнодорожного пути, содержащая участок подготовки шпал к сборке, включающий в себя расположенные в технологической последовательности позиции и зоны раскладки шпал в ряд и по эпюре и подачи элементов скреплений, параллельно расположенный указанному участку участок сборки звеньев, включающий в себя технологические позиции укладки рельсов на шпалы и окончательной сборки звеньев, а также перемещающиеся по приводным роликам тележки-спутники, имеющие возможность шарнирного соединения в сплотки при длине одиночной тележки-спутника значительно меньшей длины собираемого звена, отличающаяся тем, что участок подготовки шпал к сборке снабжен устройством центрирования шпал по подрельсовой площадке, размещенным за позицией раскладки шпал по эпюре, а между параллельными участками по их концам расположены поперечные конвейеры для накопления и передачи тележек-спутников с одного участка на другой, кроме этого участок сборки звеньев снабжен рельсоприемным устройством, размещенным на позиции укладки рельсов на шпалы, содержащим не менее четырех рельсовых захватов и обеспечивающим ориентирование каждого рельса по подрельсовой площадке при его последовательном опускании на шпалы и сохранение прямолинейного положения рельса, кроме того шпалы в зоне укладки рельсов размещены на сплотке, состоящей из шарнирно соединенных одиночных тележек-спутников.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ТРАНСПОРТНАЯ СИСТЕМА ЛИНИИ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2235820C2 |
| Поточная линия для сборки звеньев железнодорожного пути | 1984 |
|
SU1451080A1 |
| ЛОНЧАКОВ Э.Т., ПЕТРОПАВЛОВСКИЙ Б.П | |||
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М.: Транспорт, 1984, с.132-137, рис.109 | |||
| ОРЛОВ Ю.А., ЕГИАЗАРЯН А.В | |||
| Производственные базы путевых машинных станций | |||
| Основы проектирования средств механизации | |||
| - М.: Транспорт, 1986, с.38, рис.1.19. | |||

