Изобретение относится к машиностроению, в частности к инструментальному производству, и может быть использовано на технологических операциях шлифования для правки абразивного инструмента.
Известно устройство, включающее посадочную втулку с установленным на ней правящим роликом и упругим элементом. Упругий элемент установлен между посадочной втулкой и правящим роликом, концентрично им. Причем на рабочей поверхности ролика выполнены равномерно расположенные пазы (см. авт.свид. СССР №1484669, кл. В 24017/00 В 24 В 53/00, 1989).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства относится то, что в известном устройстве режим вибрационной правки поддерживается только в условиях поперечной подачи и отсутствует на наиболее ответственном этапе - при выхаживании.
Наиболее близким устройством того же назначения к заявленному изобретению по совокупности признаков является устройство для вибрационной правки абразивных кругов, включающее основание, на котором смонтирован возбудитель колебаний, и основную массу, упруго связанную с основанием и несущую правящий инструмент, дополнительную массу, упруго связанную с основной массой, а также цепь синхронизации частоты колебаний с числом оборотов абразивного круга (см. авт.свид. СССР №1502281, кл. В 24 В 53/00, 1989).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что в известном устройстве является необходимость дополнительного источника энергии, вызывающего вынужденные колебания.
Сущность изобретения заключается в том, что при использовании предлагаемого устройства за счет высокочастотных вибраций на поверхности шлифовального круга формируется макрорельеф в виде перекрывающихся синусоид. Кроме того, периодическое изменение глубины правки создает условия для соответствующего изменения микрорельефа абразивных зерен от микросколов на их вершинах до объемного разрушения. Это повышает режущую способность круга и обеспечивает эффективное охлаждение зоны обработки.
Технический результат - повышение качества и производительности абразивной обработки с использованием правящего устройства, реализующего вибрационную правку абразивных кругов роликом.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном устройстве для вибрационной правки абразивных кругов, содержащем правящий ролик, особенность заключается в том, что устройство включает в себя механизм планетарного редуктора, состоящий из блока сателлитов, находящегося в зацеплении с двумя соосно расположенными зубчатыми колесами с внутренним зацеплением с различным числом зубьев, одно из которых закреплено на правящем ролике, получающем вращение от ведущей оправки, а другое - неподвижно, при этом блок сателлитов при своем орбитальном движении является источником дисбаланса с частотой его орбитального вращения вокруг оси устройства. С целью генерирования правящего ролика вынужденных колебаний с частотой собственного вращения блока сателлитов в блоке сателлитов выполнено эксцентрично расположенное отверстие.
При исследовании отличительных признаков описываемого устройства не выявлено каких-либо известных аналогичных решений, касающихся использования правящих роликов при реализации процесса вибрационной правки без привлечения внешнего дополнительного источника энергии, необходимого для возбуждения вибраций и независящего от режима правки.
На чертеже представлена конструкция устройства.
Устройство для вибрационной правки содержит правящий ролик 1, имеющий на рабочей поверхности режущий слой, ведущую оправку 2. Зубчатое колесо 3, жестко соединенное с роликом 1, находится в зацеплении с блоком сателлитов 4, который в свою очередь находится в зацеплении с неподвижным зубчатым колесом 5. Диаметр d1 оправки подбирается таким образом, чтобы зазор l между оправкой 2 и блоком сателлитов 4 не превышал 0,5 высоты зуба с тем, чтобы предотвратить выпадения последнего при отсутствии вращения правящего ролика 1. Устройство имеет также систему подшипников 6 и уплотнений 7.
Устройство работает следующим образом.
Правящий ролик, получая вращение от ведущей оправки 1, посредством зубчатого колеса 3 приводит в движение блок сателлитов 4, который, находясь в зацеплении с зубчатым колесом 5, начинает вращаться вокруг оси АВ ведущей оправки. В результате обращения блока сателлитов вокруг АВ возникает дисбаланс Д
Д=М×R,
где М - масса блока сателлитов, кг;
R - расстояние оси сателлитов до оси АВ, мм.
Этот дисбаланс генерирует вынужденные вибрации с частотой обращения f:

где n - частота вращения ролика, об/мин;
i - отношение частоты обращения блока сателлитов вокруг оси АВ к частоте вращения ролика. При этом отношение i находится по формуле

где Z1 - число зубьев зубчатого колеса 3,
Z2, Z3 - числа зубьев зубчатых колес блока сателлитов,
Z4 - число зубьев зубчатого колеса 5.
Например, при Z1=60, Z2=20, Z3=19, Z4=59 получим при i=28,5 и при частоте вращения ролика n=1200 об/мин частота вынужденных колебаний ролика составит 570 Гц.
Кроме того, в блоке сателлитов имеется отверстие диаметром d, выполненное с эксцентриситетом е, создающее собственный дисбаланс блока. В результате возникает высокочастотная вибрация ролика с частотой f1 собственного вращения сателлитов. Частота f1 определяется по формуле
Например, при указанных числах зубьев и оборотов ролика f1=1197 Гц.
Податливость системы, необходимая для обеспечения заданного уровня вибрации, обеспечивается за счет подбора диаметральных и линейных размеров оправки 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2385214C1 |
| КОНСТРУКЦИЯ КАТОДА ДЛЯ ПРАВКИ КРУГА ПРИ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКЕ | 2010 |
|
RU2446039C2 |
| Способ правки абразивных кругов с конической рабочей поверхностью | 1989 |
|
SU1620278A1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ | 2003 |
|
RU2254976C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ ПРАВЯЩИМИ РОЛИКАМИ | 2003 |
|
RU2270086C2 |
| Устройство для правки шлифовального круга по эллиптическому профилю | 1977 |
|
SU663568A1 |
| Устройство для правки шлифовального круга | 1988 |
|
SU1585130A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ПЛАНЕТАРНЫЙ ЦИКЛОИДАЛЬНЫЙ РЕДУКТОР С ПРЕДВАРИТЕЛЬНОЙ СТУПЕНЬЮ | 2012 |
|
RU2506477C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
Изобретение относится к области машиностроения и может быть использовано на технологических операциях шлифования при правке абразивного инструмента. Устройство содержит механизм планетарного редуктора, состоящий из блока сателлитов, находящегося в зацеплении с двумя соосно расположенными зубчатыми колесами с внутренним зацеплением и различным числом зубьев. Одно из колес закреплено на правящем ролике, получающем вращение от ведущей оправки, а другое - неподвижно. Блок сателлитов при своем орбитальном движении является источником дисбаланса, генерирующим вынужденные колебания правящего ролика с частотой его орбитального вращения вокруг оси устройства. Такая конструкция повышает качество и производительность обработки без привлечения дополнительного источника энергии для возбуждения вибраций при правке. 1 з.п. ф-лы, 1 ил.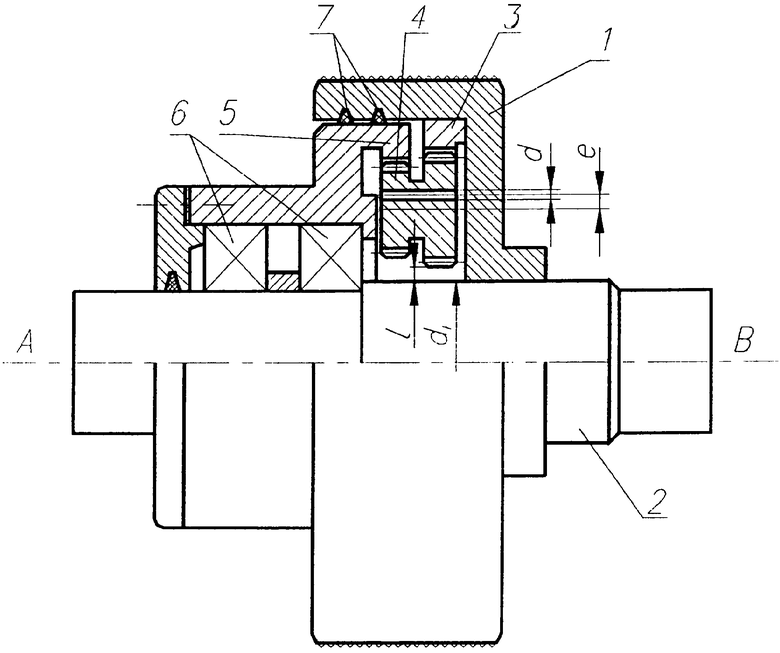
| Устройство для вибрационной правки абразивных кругов | 1987 |
|
SU1502281A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1038209A1 |
| Приспособление для правки шлифовальных кругов обкаткою абразивным кругом | 1948 |
|
SU74162A1 |
| УСЛУГИ ИНТЕЛЛЕКТУАЛЬНОЙ СЕТИ СВЯЗИ | 2005 |
|
RU2392771C2 |

