Изобретение относится к области металлообработки, в частности к устройствам для комбинированной электроалмазной обработки кругами на металлической связке, и может быть использовано на технологических операциях шлифования при правке круга.
Известно устройство для вибрационной правки алмазных кругов, содержащее механизм планетарного редуктора, состоящего из блока сателлитов, находящегося в зацеплении с двумя соосно расположенными зубчатыми колесами с внутренним зацеплением и различным числом зубьев. Одно из колес закреплено на правящем ролике, получающем вращение от ведущей оправки, а другое - неподвижно. Блок сателлитов при своем орбитальном движении является источником дисбаланса, генерирующим вынужденные колебания правящего ролика с частотой его орбитального вращения вокруг оси устройства [Патент РФ №2268817, В24В 53/14, дата публикации заявки 2004.27.12].
Также известен инструмент для правки шлифовальных кругов, содержащий корпус и закрепленный в нем связкой по меньшей мере один рабочий элемент, выполненный в виде группы из по меньшей мере двух режущих зерен, расположенных в одной плоскости на максимально близком расстоянии друг от друга, предпочтительно в контакте друг с другом [Патент РФ №2334609, В24В 53/12, дата публикации заявки 2008.27.09].
Также известно устройство для правки шлифовальных кругов на ' торцешлифовальных станках, в котором два встречно и соосно расположенных правящих инструмента связаны с качающимся на валу рычагом посредством упругих элементов в виде двух плоских пружин. На их обращенных друг к другу внутренних поверхностях имеются выступы, с которыми взаимодействует двусторонний клиновидный элемент, имеющий возможность продольного перемещения. Правящие инструменты закреплены на одних концах плоских пружин, другие концы которых прикреплены к рычагу [Патент РФ №2319598, В24В 53/02, дата публикации заявки 2007.10.10].
Недостатком известной конструкции является повышенный расход алмазного круга, увеличение времени шлифования из-за периодической необходимости правки круга на холостом ходу и, как следствие, снижение производительности.
Технический результат - увеличение производительности обработки шлифованием, снижение расхода алмазных зерен без потери работоспособности алмазного круга.
Технический результат достигается тем, что конструкция катода для правки круга при комбинированной электроалмазной обработке, содержащая корпус с катодом, имеющим возможность перемещаться в осевом направлении, отличается тем, что катод выполнен из токопроводящего материала с отверстиями, расположенными в шахматном порядке для более равномерной подачи электролита в зону правки алмазного круга, и подключен к источнику постоянного электрического тока с возможностью регулирования положения катода относительно круга регулировочной гайкой и его перемещения за счет давления, создаваемого электролитом, катализирующим процесс электрохимической правки круга.
Сущность изобретения поясняется чертежом. На фиг.1 изображена конструкция катода.
Конструкция содержит катод 1, выполненный в форме цилиндра из токопроводящего материала, в основании которого расположены отверстия в шахматном порядке и центральное отверстие с резьбой. Катод размещен в корпусе 2, не проводящем электрический ток, который имеет отверстия для крепления его на станок, отверстие для подачи электролита и отверстия для крепления направляющей втулки 3, имеющей наружную резьбу для перемещения регулировочной гайки 4 и отверстие для размещения пружины 6. Для передачи электрического тока катод находится в соединении со штоком 5, который фиксируется пружиной, позволяющей возвращать катод в исходное положение. Подвод электрического тока на шток осуществляется через клемму 7. Рабочее положение катода задается посредством давления, создаваемого электролитом, который подается через отверстие, расположенное в корпусе. При этом электролит проникает через отверстия в катоде и попадает в зону правки алмазного круга.
Сборка конструкции осуществляется следующим образом. Направляющая втулка 3 с регулировочной гайкой 4 крепится к корпусу 2 с помощью винтов. Катод 1 вместе со штоком 5 устанавливается в отверстие корпуса так, чтобы шток проходил через отверстия направляющей втулки и регулировочной гайки. На свободный конец штока надевается пружина и крепится клемма 7 для передачи электрического тока на катод.
Работает конструкция следующим образом. При подаче электролита создается давление на поверхность катода, перемещая его в рабочее положение, при этом электролит проникает через отверстия в катоде и попадает в зону правки круга. Электрохимический процесс правки осуществляется под действием электрического тока, который подается через шток с помощью клеммы. Когда подача электролита прекращается, шток вместе с катодом перемещается в исходное положение за счет пружины, и процесс правки круга останавливается.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТОД АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304504C2 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| Способ электрофизикохимической правки алмазных кругов | 1984 |
|
SU1255326A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1968 |
|
SU231284A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2018 |
|
RU2680792C1 |
Изобретение относится к области металлообработки, в частности к устройствам для комбинированной электроалмазной обработки кругами на металлической связке, и может быть использовано на технологических операциях шлифования при правке круга. Устройство содержит корпус с катодом, имеющим возможность перемещаться в осевом направлении, при этом катод выполнен из токопроводящего материала с отверстиями, расположенными в шахматном порядке, при этом катод подключен к источнику постоянного электрического тока с возможностью регулирования положения относительно круга регулировочной гайкой и перемещения за счет давления, создаваемого электролитом. Технический результат: увеличение производительности обработки шлифованием, снижение расхода алмазных зерен без потери работоспособности алмазного круга. 1 ил.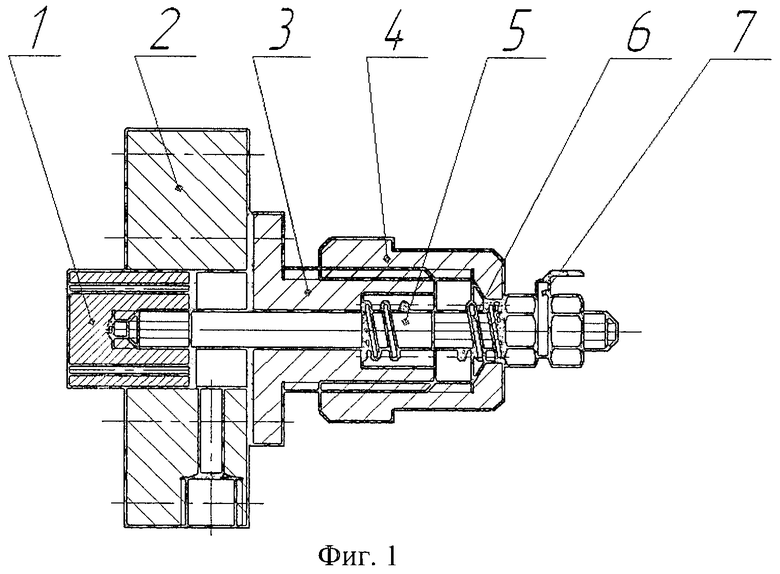
Устройство для правки круга при комбинированной электроалмазной обработке, содержащее корпус с катодом, имеющим возможность перемещаться в осевом направлении, отличающееся тем, что катод выполнен из токопроводящего материала с отверстиями, расположенными в шахматном порядке, при этом катод подключен к источнику постоянного электрического тока с возможностью регулирования положения относительно круга регулировочной гайкой и перемещения за счет давления, создаваемого электролитом.
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| Способ электрохимической правки торцовых кругов | 1988 |
|
SU1593808A1 |
| ЕР 1208943 А1, 29.05.2002 | |||
| JP 6055346 А, 01.03.1994. | |||

