Изобретение относится к металлургии, в частности к непрерывному литью металла, и касается роликовых секций для направления непрерывного слитка, выходящего из кристаллизатора.
Известна роликовая секция машины непрерывного литья металла, включающая направляющие ролики, закрепленные на опорной станине, расположенной вдоль участка прохождения отливаемого слитка и охватывающей его (см., например, рекламный проспект 1996 г. "Beam Blanks, Blooms and Billets on one caster", Paul Wurth technology from Luxemburg).
Недостаток известной конструкции обусловлен тем, что вследствие металлостатического давления жидкой фазы отливаемого слитка элементы опорной станины, на которых закреплены направляющие ролики, претерпевают деформации с растяжением наружных частей элементов станины и сжатием внутренних, обращенных к участку прохождения слитка частей, что приводит к искажению настройки технологической оси секции и образованию дефектов отливаемого металла в виде горячих трещин и ликвации,
Указанные недостатки устранены в предлагаемом техническом решении, желаемым техническим результатом которого является предотвращение образования горячих трещин производимого непрерывно-литого металла, повышение качества его макроструктуры.
Сущность изобретения состоит в том, что роликовая секция машины не непрерывного литья металла, включающая направляющие ролики, закрепленные на опорной станине, расположенной вдоль участка прохождения отливаемого слитка и охватывающей его, снабжена резьбовыми стержнями, пропущенными через отверстия в опорной станине вдоль участка прохождения отливаемого слитка, и гайками для предварительного напряжения стержней относительно станины. Роликовая секция снабжена резьбовыми стержнями, пропущенными через отверстия в станине поперек участка прохождения отливаемого слитка, и гайками для предварительного напряжения стержней относительно станины.
Изложенная сущность изобретения ниже поясняется более детально со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - роликовая секция, общий вид,
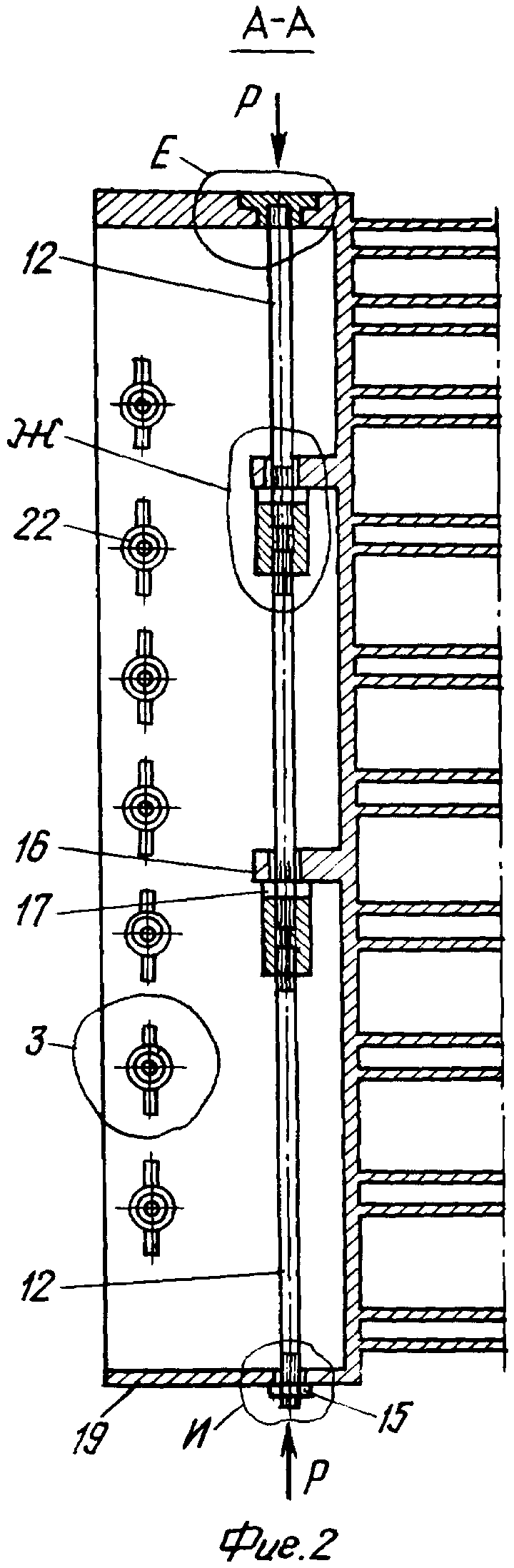
Фиг.2 - разрез по продольным сжимающим стержням, А-А Фиг.1,
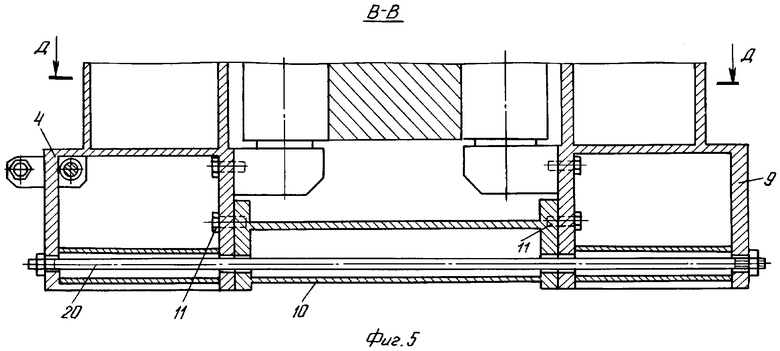
Фиг.3 - разрез по продольным растягивающим стержням, В-Б Фиг.1,
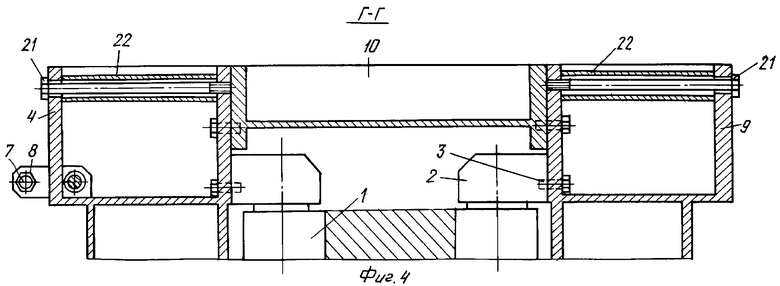
Фир.4 - разрез по поперечным коротким стержням, В-В Фиг.1,
Фиг.5 - разрез по поперечным сквозным стержням, Г-Г фиг.1,
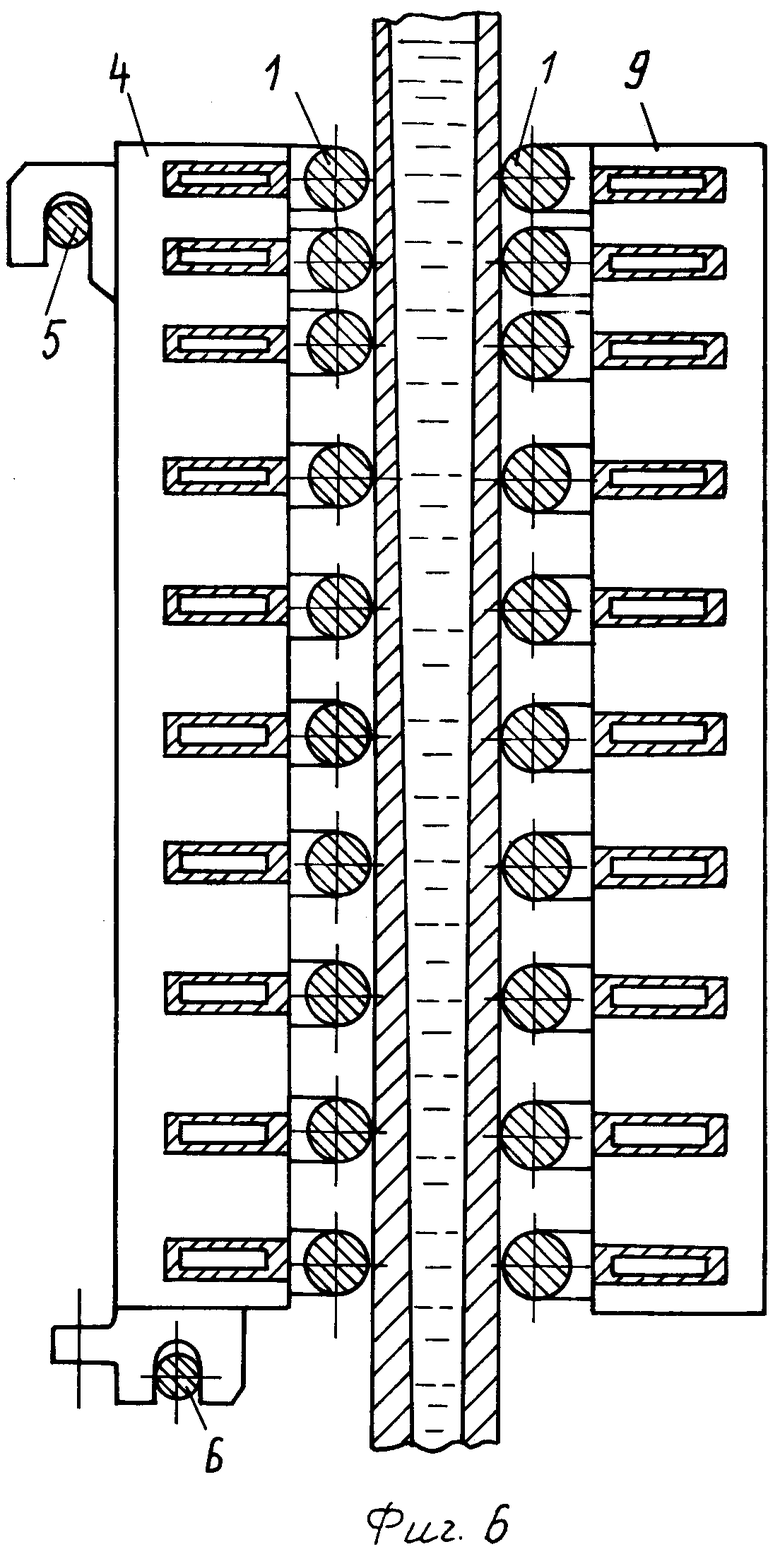
Фиг.6 - разрез по роликам секции, Д-Д фиг.5,
Фиг.7 - условно выделенный базовый элемент станины секции,
Фиг.8 - расчетная схема базового элемента станины,
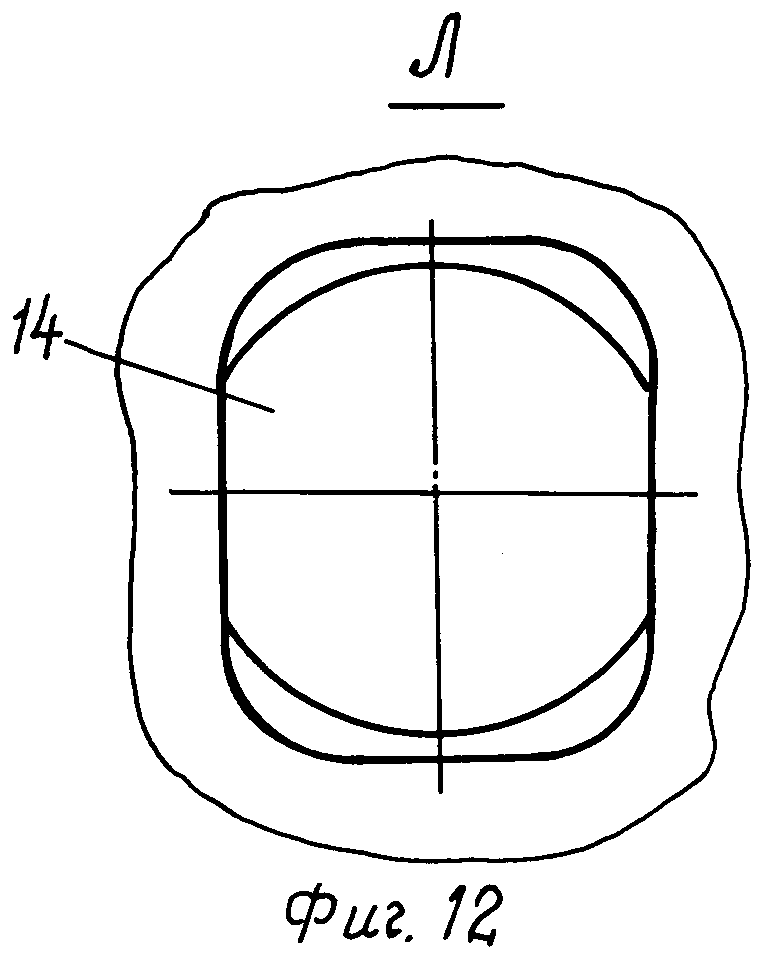
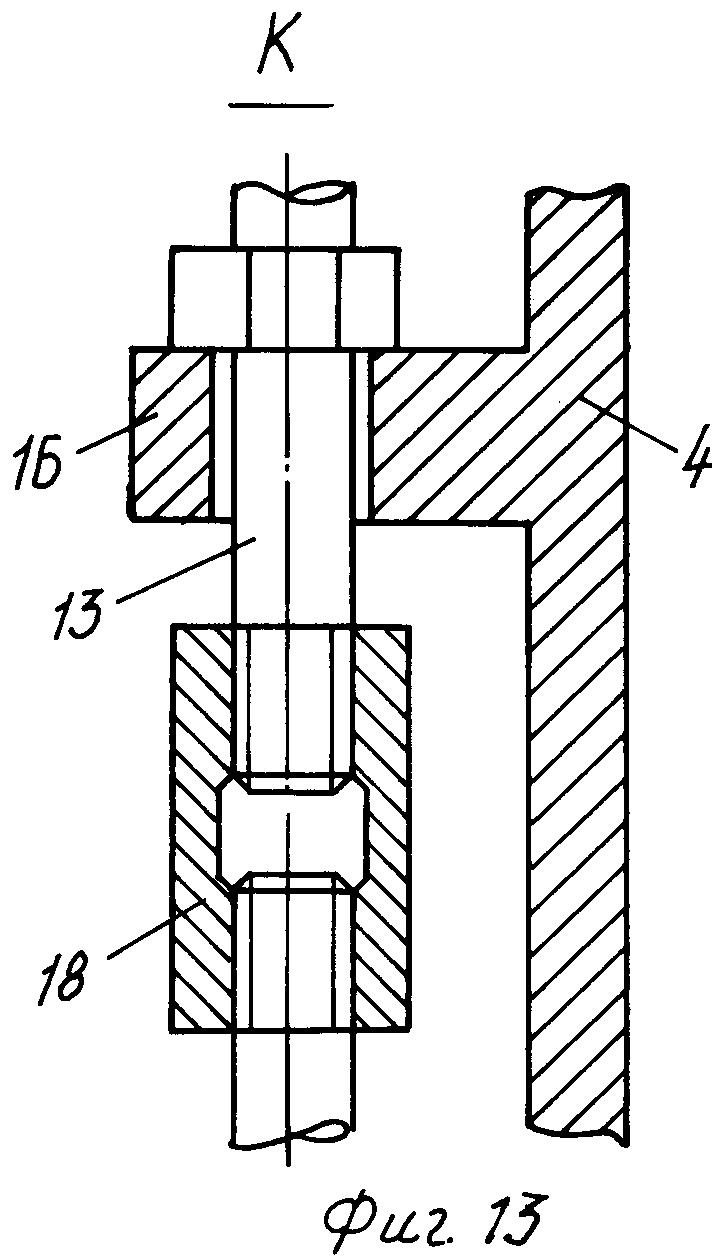
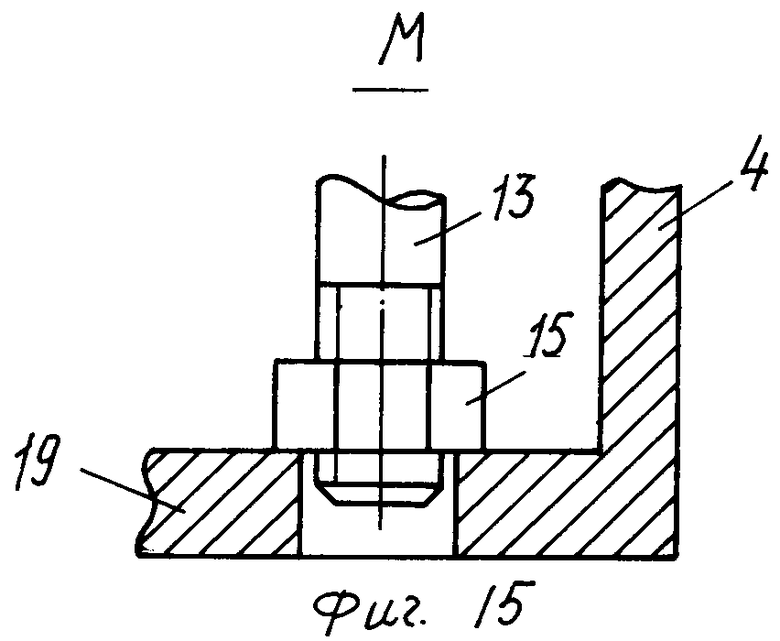
Фиг.9 - 15 - вынесенные узлы крепления продольных сжимающих и растягивающих стержней, Е, Ж, З, И, К, М - Фиг.2, 3, Л - Фиг.9.
Предлагаемая роликовая секция машины непрерывного литья металла включает направляющие ролики 1, настроенные на размер отливаемого слитка и закрепленные своими подушками 2 на опорной станине с помощью болтов 3. Опорная станина состоит из базового элемента 4 (базовой рамы), которым станина крепится на металлоконструкции на цапфах 5, 6 и фиксируется тягами 7 гайками 8. Другие составляющие опорной станины - рама 9 и проставки. 10. Все части опорной станины - базовая рама 4, рама 9 и проставки 10 соединены между собой болтами 11. Опорная станина в сборе охватывает участок прохождения отливаемого непрерывного слитка, направляя и поддерживая его своими роликами 1.
Роликовая секция снабжена продольными резьбовыми стержнями 12, 13, пропущенными через отверстия станины, выполненными в ней вдоль участка прохождения слитка. В верхней части станины резьбовые стержни зафиксированы гайками 14, в нижней части - гайками 15, в средним участках они пропущены через отверстия выступов 16, относительно которых стержни фиксируются и затягиваются гайками 17. Между собой в продольном направлении стержни соединены муфтами 18. Диаметр резьбы стержней 12, 13 - d. Гайки 17 расположены относительно выступов станины 16 и нижней стенки 19 станины таким образом (см. Фиг.2, 3, 11, 12, 13, 15), что затяжка гаек по стержню 12 вызывает сжатие соответствующего участка станины, а затяжка гаек 17 по стержню 13 - растяжение соответствующего участка станины (на чертежах соответственно силы Р и Q).
Роликовая секция снабжена также резьбовыми стержнями, расположенными поперек участка прохождения отливаемого слитка: 20 - сквозными стержнями, 21 - короткими стержнями, выполненными в виде болтов и пропущенными в пределах поперечного габарита рам 4, 9, между полками которых установлены распорные втулки 22, охватывающие короткие стержни 21 и замыкающие на себя напряжения сжатия, создаваемые затяжкой стержней 21. Соответствующие силы на чертежах - Т.
Устройство работает следующим образом.
В рабочем процессе непрерывного литья отливаемый непрерывный двухфазный слиток, выходящий из кристаллизатора машины непрерывного литья металла, направляется и поддерживается роликами 1, раствор которых настроен на размер слитка, при контакте с которым ролики начинают вращаться. Нагрузка металлостатического давления жидкой фазы непрерывного слитка передается через ролики в виде распределенных сил q на элементы опорной станины - рамы 4, 9.
Расчетная схема для базовой рамы 4 может быть представлена двухопорной балкой с распределенной нагрузкой q (фиг.8), деформация которой показана штриховой линией. Соответствующая деформация самого базового элемента станины (фиг.7) приводит к тому, что части рамы слева от ее нейтральной оси 23 растянуты (напряжения бр), а справа от нейтральной оси - сжаты (напряжения бсж), в соответствии с чем при подготовке роликовой секции к работе резьбовые стержни 12, 13 затягиваются гайками 17 с моментом завинчивания М=0,2 P(Q)d, которым на стержнях 12 создается предварительное сжимающее усилие Р=0,75 d2бсж, а на стержнях 13 - предварительная растягивающая сила Q=0,75 d2бр. Создавемое таким образом предварительное напряжение станины будет являться встречным по отношению к напряжениям, возникающим при работе, что исключит деформацию станины и искажение выставки направляющих роликов по технологической оси.
Предварительное напряжение сжатия силами Т стяжками 20, 21 повышает дополнительно общую жесткость станины по отношению к внешней нагрузке, т.е. воздействию давления жидкой фазы.
Продольные резьбовые стержни могут быть установлены аналогично в раме 9 - на чертежах они не показаны. Кроме того, продольные и поперечные стержни могут быть установлены на боковых элементах станины - проставках 10 в тех случаях, когда они несут как часть своей конструкции направляющие ролики для поддержания и направления боковых граней отливаемого слитка.
Таким образом, предложенное техническое решение позволяет без существенного увеличения общей массы роликовой секции значительно повысить ее жесткость, исключить искажение в ходе рабочего процесса непрерывного литья металла, настройку направляющих роликов по технологической оси машины и, следовательно, исключить брак металла по горячим трещинам, т.е. повысить выход годного и качество металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВАЯ СЕКЦИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2004 |
|
RU2254204C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВРАЩАЮЩЕГОСЯ РОЛИКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2274512C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВРАЩАЮЩЕГОСЯ РОЛИКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2247626C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2004 |
|
RU2245754C1 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| Роликовая секция машины непрерывного литья заготовок | 2023 |
|
RU2797199C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2010 |
|
RU2446913C2 |
| СЕКЦИЯ РОЛИКОВАЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК | 2007 |
|
RU2350426C1 |







Изобретение относится к металлургии. Роликовая секция содержит направляющие ролики, настроенные на размер отливаемого слитка. Ролики закреплены своими подушками на опорной станине. В станине вдоль участка прохождения слитка выполнены отверстия. Через отверстия пропущены резьбовые стержни, зафиксированные в станине гайками. Стержни затягивают гайками для создания в них и, следовательно, в станине предварительного напряжения. В станине создают напряжения сжатия и растяжения, встречные напряжениям, возникающим при работе. В результате исключается деформация станины и искажение установки направляющих роликов по технологической оси. Обеспечивается устранение брака по горячим трещинам, повышение выхода годного и качества металла. 1 з.п. ф-лы, 15 ил.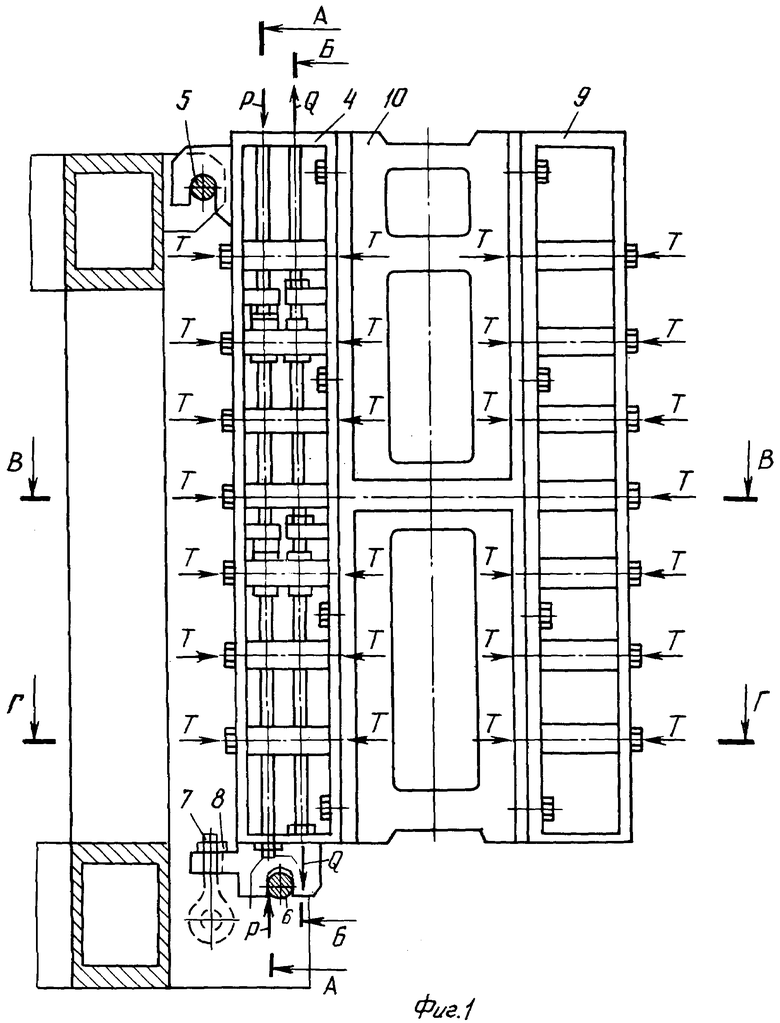
| Beam blanks, blooms and billets on one caster | |||
| PAUL WURST S.A | |||
| Проспект, 28.11.1996 | |||
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ ВАЛКОВОЙ | 0 |
|
SU400410A1 |
| Роликовая секция зоны вторичного охлаждения установки непрерывной разливки | 1987 |
|
SU1477511A1 |
| СПОСОБ ПОИНТЕРВАЛЬНОЙ ИЗОЛЯЦИИ И ОГРАНИЧЕНИЯ ВОДОПРИТОКОВ В ГОРИЗОНТАЛЬНЫЕ СКВАЖИНЫ | 2008 |
|
RU2363841C1 |
| DE 3303396 A1, 09.08.1984. | |||

