Изобретение относится к металлургическому производству и может быть использовано в составе оборудования машины непрерывного литья для поддержания, охлаждения и мягкого обжатия слябовой заготовки, вытягиваемой из кристаллизатора, в зоне вторичного охлаждения.
Для поддержания и охлаждения непрерывно литого сляба, начиная непосредственно под кристаллизатором, размещают ролики, сгруппированные в съемные сегменты зоны вторичного охлаждения, установленные с раствором, зависящим от толщины получаемой заготовки.
В конце зоны затвердения заготовки размещают роликовые секции с гидравлическим регулированием конусности раствора роликов, что позволяет реализовать технологию динамического мягкого обжатия по толщине в пределах предварительно установленного диапазона около точки окончания затвердевания в зависимости от марки стали и термической информации о непрерывно литой заготовке.
Традиционно четыре гидравлических цилиндра, размещенные на углах роликовой секции, прикладывают силу, требуемую для сопротивления ферростатической нагрузке, возникающей со стороны еще не затвердевшей сердцевины слитка, и предотвращения выпучивания оболочки заготовки, а направляющие ролики устанавливают с требуемым раствором друг относительно друга.
Известен направляющий сегмент для заготовок в установках для отливки слябов по российскому патенту № 2219014, В22D 11/128, 11/20.
В состав направляющего сегмента входят четыре регулируемые независимо друг от друга нажимные цилиндра, сочлененные с верхней рамой, направляющие ролики, установленные в нижней стационарной раме и в верхней раме. Корпуса цилиндров посредством цилиндрических шарниров присоединены к стационарной раме, а штоки цилиндров посредством шарового шарнира связаны с верхней рамой. Сочленение штоков цилиндров с верхней рамой посредством сферических шарниров позволяет изменять положения приводной рамы в пространстве для установки клинового зазора требуемой величины между направляющими роликами.
Работа направляющего сегмента происходит следующим образом.
До начала разливки металла выставляют направляющие ролики с зазором, величина которого рассчитана в зависимости от толщины заготовки. Для этого четырьмя цилиндрами приводят в движение верхнюю раму. При установке клинового зазора между роликами направляющей секции штоки двух цилиндров, размещенных в одной плоскости, перпендикулярной продольной оси сляба, совершают ход, отличный по величине от хода, совершаемого другими двумя цилиндрами. При этом приводная рама устанавливается под некоторым углом относительно стационарной рамы, а между направляющими роликами секции устанавливается клиновой зазор. Изменение клинового зазора выполняют аналогичным образом и во время разливки для обеспечения требований технологического процесса получения непрерывно литого сляба.
Как видно из описанного выше, для обеспечения работоспособности направляющего сегмента и создания возможности изменения положения штоков цилиндров с верхней рамой в пространстве в местах их сочленения должны быть размещены сферические подшипники - достаточно трудоемкие в изготовлении узлы. Кроме того, корпус каждого из четырех гидроцилиндров сочленен с верхней приводной рамой посредством пары шарнирных соединений, что также усложняет конструкцию устройства.
Наличие значительного количества шарнирных соединений предполагает оснащение устройства системой подвода смазки ко всем трущимся поверхностям и элементам, что также усложняет конструкцию направляющего сегмента.
Таким образом, к недостаткам аналога следует отнести сложность конструкции направляющего сегмента для заготовок в установках для отливки слябов.
Известен также другой направляющий сегмент по чертежу фирмы VAI № 7DC СВ 264 М 1000 ZSZ001, лист 2, 3, более близкий к заявляемому и принятый в качестве прототипа.
В его состав входят стационарная нижняя рама и приводная верхняя рамы с размещенными в них направляющими роликами. С четырех сторон к стационарной раме прикреплено по полой колонне. Каждая колонна установлена вертикально и внутри нее размещена шпилька, прикрепленная нижней частью к стационарной раме. В состав сегмента входят также четыре гидравлических цилиндра, корпуса которых прикреплены с четырех сторон к верхней раме, а штоки прикреплены к верхним частям шпилек, при этом в корпусе цилиндра имеются верхняя и нижняя штоковые полости.
Работает направляющий сегмент аналогично описанному выше устройству. Для установки клинового зазора между рядами верхних и нижних роликов паре цилиндров, установленных в одной плоскости перпендикулярно продольной оси устройства, подают давление в нижние штоковые полости для совершения хода заданной величины, при этом штоки второй пары цилиндров совершают технологически необходимый ход, отличный от хода первой пары цилиндров. Для перемещения приводной рамы вверх подают давления в верхние штоковые полости цилиндров.
В отличие от аналога данный направляющий сегмент не содержит большого количества шарнирных узлов, за счет этого его конструкция проще.
Однако следует отметить, что при установке клинового зазора между направляющими роликами из-за перекоса верхней приводной рамы имеет место перекос корпуса гидравлического цилиндра относительно штока, в результате чего на контактируемых участках деталей возникают дополнительные рабочие нагрузки, вызывающие повышенный износ этих элементов, что снижает их долговечность и надежность, а также снижает долговечность и надежность секции роликовой в целом.
Таким образом, недостатком прототипа является неудовлетворительная надежность и долговечность.
В основу изобретения поставлена задача создания секции роликовой машины непрерывного литья слябовых заготовок, имеющей более высокую надежность и долговечность.
Поставленная задача решается за счет технического результата, который состоит в сокращении дополнительных рабочих нагрузок на штоки и корпуса гидравлического узла перемещения при клиновом зазоре между направляющими роликами и перекосе приводной рамы.
Для достижения вышеуказанного технического результата секция роликовая машины непрерывного литья слябовых заготовок, включающая установленные с регулируемым зазором направляющие ролики, размещенные в стационарной и приводной раме, сочлененной с гидравлическими средствами перемещения, выполненными в виде корпусов с размещенными в них штоками, и четыре колонны, установленные перпендикулярно к стационарной раме и прикрепленные нижними частями к ней, а верхними частями расположенные в проемах горизонтальных полок приводной рамы, согласно изобретению снабжена четырьмя упругими элементами, выполненными, например, в виде тарельчатых пружин, и средствами их фиксации, упорами с цилиндрическими поверхностями и четырьмя стаканами с буртиками, каждый из которых размещен на колонне и сочленен буртом с соответствующим штоком, при этом наружную поверхность стакана охватывает упругий элемент, расположенный под горизонтальной полкой приводной рамы и зафиксированный от осевого перемещения средствами фиксации, выполненными, например, в виде гайки, сочлененной с наружной поверхностью стакана посредством резьбового соединения, кроме того, между буртом стакана и горизонтальной полкой приводной рамы установлено по паре упоров, прикрепленных к раме, цилиндрическая поверхность каждого из которых обращена к бурту соответствующего стакана, а оси цилиндрических поверхностей упоров параллельны осям направляющих роликов.
В результате сравнительного анализа заявляемого решения секции роликовой машины непрерывного литья слябовых заготовок и прототипа установлено, что они имеют следующие общие признаки:
- стационарная и приводная рамы;
- направляющие ролики, установленные с регулируемым зазором в стационарной и приводной рамах;
- сочленение приводной рамы с гидравлическими средствами перемещения;
- выполнение гидравлических средств перемещения в виде корпусов с размещенными в них штоками;
- четыре колонны, установленные перпендикулярно к стационарной раме и прикрепленные нижними частями к ней, а верхними частями расположенные в проемах горизонтальных полок приводной рамы,
и отличительные признаки:
- снабжение четырьмя упругими элементами, выполненными, например, в виде тарельчатых пружин, и средствами их фиксации, упорами с цилиндрическими поверхностями и четырьмя стаканами с буртиками;
- размещение каждого из стаканов на колонне и сочленение его бурта с соответствующим штоком;
- расположение упругого элемента под горизонтальной полкой рамы с обхватом им наружной поверхности стакана;
- фиксация упругого элемента от осевого перемещения с помощью средств фиксации, выполненными, например, в виде гайки, сочлененной с наружной поверхностью стакана посредством резьбового соединения;
- размещение между буртом стакана и горизонтальной полкой приводной рамы по паре упоров, прикрепленных к раме;
- обращение цилиндрической поверхности каждого из упоров к бурту соответствующего стакана;
- размещение осей цилиндрических поверхностей упоров параллельно осям направляющих роликов.
Таким образом, секция роликовая машины непрерывного литья слябовых заготовок имеет новые элементы, новые связи между элементами, новые взаимные размещения элементов, новые формы выполнения деталей.
Между отличительными признаками и достигаемым техническим результатом существует причинно-следственная связь.
Благодаря снабжению секции роликовой машины непрерывного литья слябовых заготовок четырьмя упругими элементами, выполненными, например, в виде тарельчатых пружин, и средствами их фиксации, а также снабжению упорами с цилиндрическими поверхностями и четырьмя стаканами с буртиками, каждый из которых размещен на колонне и сочленен буртом с соответствующим штоком, а также благодаря схватыванию наружной поверхности стакана упругим элементом, расположенным под горизонтальной полкой приводной рамы и зафиксированным от осевого перемещения средствами фиксации, выполненными, например, в виде гайки, сочлененной с наружной поверхностью стакана посредством резьбового соединения, а также благодаря установке между буртом стакана и горизонтальной полкой приводной рамы по паре упоров, прикрепленных к раме, цилиндрическая поверхность каждого из которых обращена к бурту соответствующего стакана, и размещению осей цилиндрических поверхностей упоров параллельно осям направляющих роликов, стало возможным за счет перекатывания цилиндрических поверхностей упоров по плоским торцовым поверхностям стаканов, жестко сочлененным со штоками, при перекосах рамы на технологически обоснованный угол (при совершении неравных ходов пар цилиндров для настройки клинового зазора между направляющими роликами) смещаться пятнам контактов опорных поверхностей стаканов и упоров друг относительно друга на угол, соответствующий углу перекоса приводной рамы, сохраняя при этом неизменным положения штоков цилиндров относительно корпусов, в которых они расположены, что предотвращает перекосы штоков и корпусов, исключает возникновение дополнительных рабочих усилий, действующих на упомянутые поверхности, и приводит к повышению надежности и долговечности этих гидравлических узлов и секции роликовой машины непрерывного литья слябовых заготовок в целом.
При этом упругие элементы, выполненные в формуле в виде тарельчатых пружин, могут быть выполнены в том числе, например, в виде цилиндрической пружины сжатия и т.д., а средства фиксации упругих элементов от осевого вертикального перемещения могут быть выполнены, кроме варианта указанного в формуле, в том числе и в виде штифта и т.д.
Исключение из указанной совокупности отличительных признаков, хотя бы одного, не обеспечивает достижения технического результата.
Заявляемое техническое решение не известно из уровня техники, потому оно является новым.
Заявляемое техническое решение имеет изобретательский уровень потому, что предлагаемая конструкция секции роликовой машины непрерывного литья слябовых заготовок для специалиста явным образом не вытекает из уровня техники.
Заявляемое техническое решение промышленно применимо, потому что его техническое и технологическое исполнение, например, в условиях ЗАО «НКМЗ» не представляет сложностей.
С использованием заявляемого решения выполнен рабочий проект секции роликовой машины непрерывного литья слябовых заготовок для вертикальной машины непрерывного литья Новолипецкого металлургического комбината.
Таким образом, заявляемому решению может быть представлена правовая охрана, так как оно является новым, имеет изобретательский уровень и промышленно применимо.
Заявляемое решение поясняется чертежами, на которых изображено следующее:
фиг.1 - общий вид секции роликовой машины непрерывного литья слябовых заготовок;
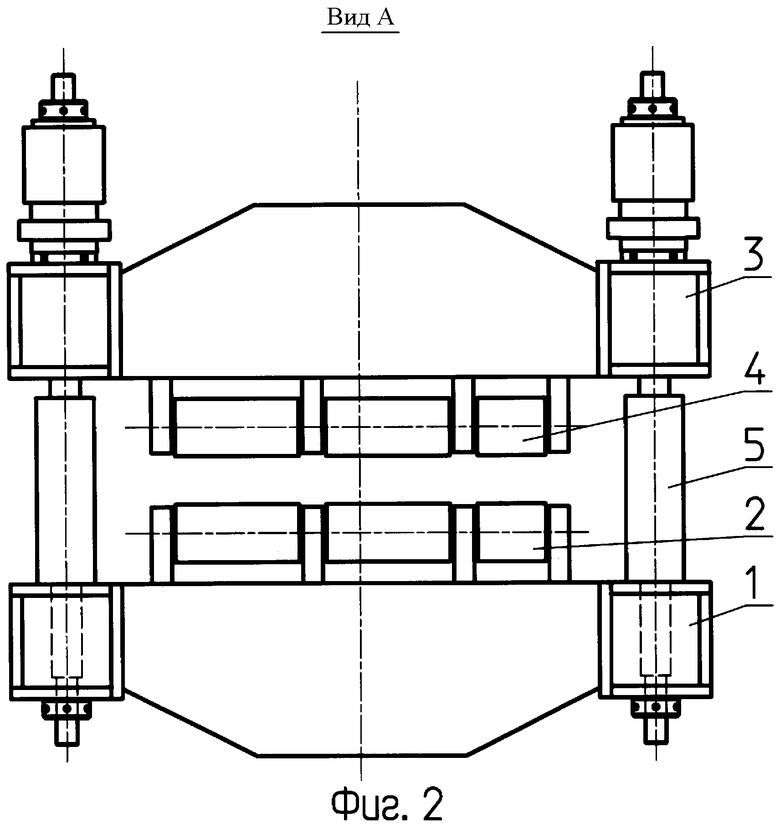
фиг.2 - вид А на фиг.1;
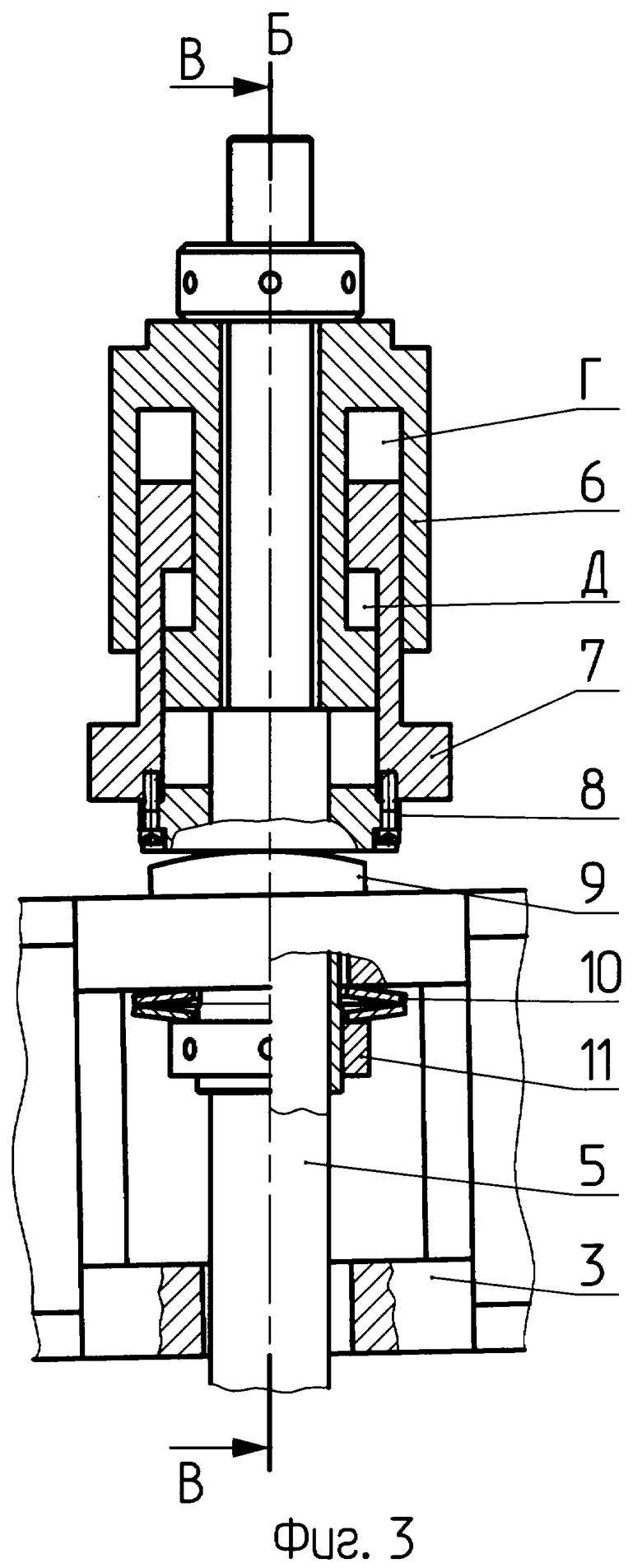
фиг.3 - вид Б на фиг.1;
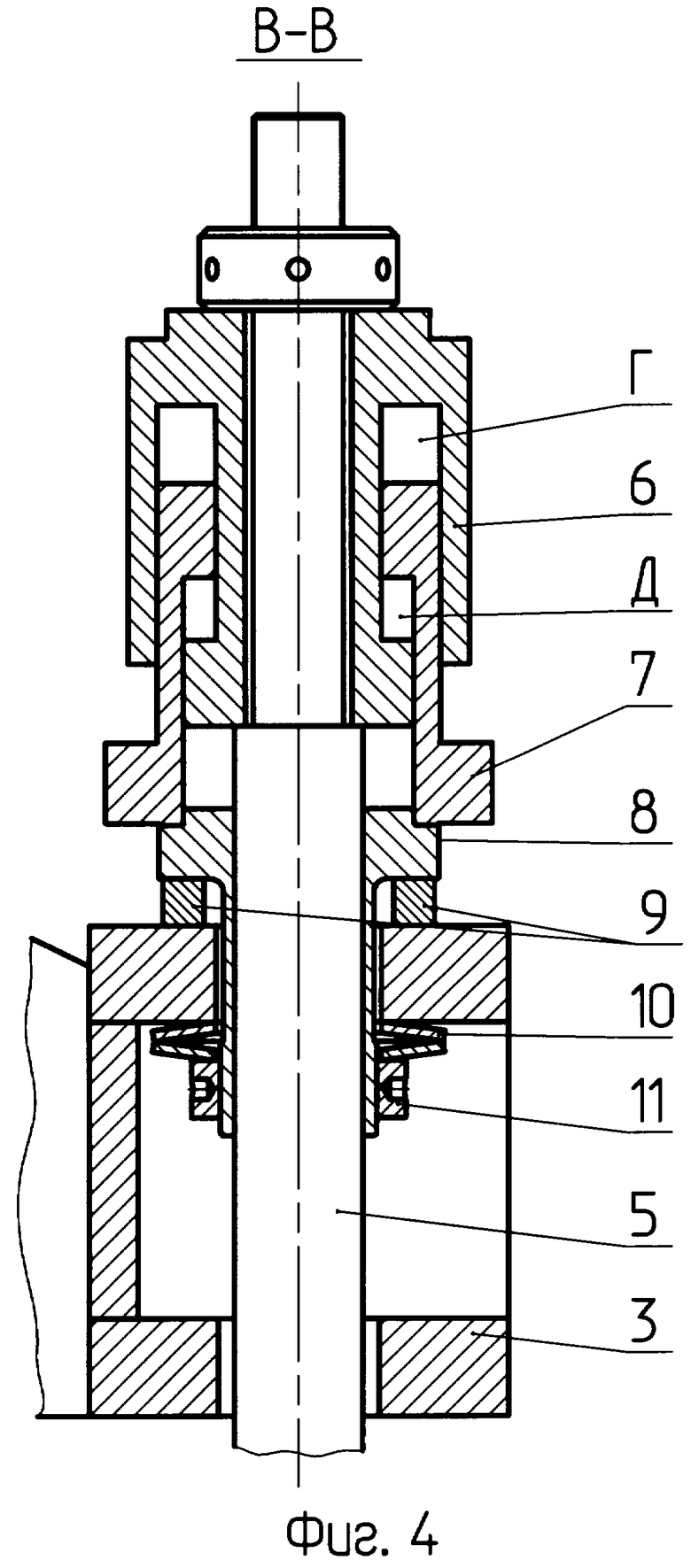
фиг.4 - разрез В-В по фиг.3.
В состав секции роликовой машины непрерывного литья слябовых заготовок входят стационарная рама 1 с закрепленными в ней роликами 2, приводная рама 3 с размещенными в ней роликами 4, четыре колонны 5. При этом оси колонны 5 установлены перпендикулярно плоскости, касательной к наружным поверхностям роликов 2 стационарной рамы 1. Приводная рама 3 выполнена с возможностью перемещения от гидравлических средств, выполненных в виде четырех одноступенчатых телескопических гидроцилиндров, в корпусах 6 которых размещены штоки 7. Гидроцилиндры выполнены с полостями Г и Д. Рамы 1 и 3, гидроприводы перемещения, колонны 5 с помощью стяжных гаек, фиксирующих корпуса 6, объединены в секцию роликовую. Каждая колонна 5 прикреплена нижней частью к стационарной раме 1, а верхней частью расположена в проемах горизонтальных полок приводной рамы 3. На каждой колонне 5 размещен стакан 8, установленный с возможностью осевого перемещения относительно нее, при этом бурт стакана 8 жестко сочленен со штоком 7. Между буртом каждого стакана 8 и горизонтальной полкой приводной рамы 3 размещено по два упора 9, прикрепленных к раме 3, выполненных с цилиндрическими поверхностями, обращенными к горизонтальной поверхности бурта стакана 8. Упоры 9 установлены таким образом, что оси их цилиндрических поверхностей параллельны осям роликов 4. Под горизонтальной полкой рамы 3 расположены упругие элементы в виде пары тарельчатых пружин 10. Тарельчатые пружины 10 размещены на наружной поверхности стакана 8 и поджаты к горизонтальной полке рамы 3 с помощью гайки 11, сочлененной с наружной поверхностью стакана 8 с помощью резьбового соединения, что обеспечивает постоянное поджатие рамы 3 через упоры 9 к торцам стаканов 8. Предварительную затяжку каждого из четырех комплектов тарельчатых пружин 10 производят во время сборки секции до усилия, превышающего, т.е. достаточного для компенсации примерно четвертой части веса узла приводной рамы 3 с роликами 4.
Работает секция роликовая машины непрерывного литья слябовых заготовок следующим образом.
До начала разливки секцию настраивают таким образом, чтобы размер и форма зазора между роликами 2 и 4 соответствовала требованиям технологического процесса, которые зависят от параметров, материала отливаемого сляба и других факторов. Для установки одинакового зазора между всеми роликами 2 и 4 по длине секции все штоки 7 цилиндров совершают одинаковый ход Е1. При этом для увеличения межроликового зазора подают давление в полости Д корпусов 6 цилиндров, и штоки 7 поднимаются, увлекая за собой стаканы 8 с навинченными на них гайками 11. Стаканы 8, перемещаясь вдоль осей колонн 5, поднимают приводную раму 3 с комплектом тарельчатых пружин 10, обеспечивающих постоянное поджатие упоров 9 к торцовым поверхностям буртов стаканов 8. При этом усилие от веса узла рамы 3 с роликами 4 передается через гайки 11 и стакан 8 штокам 7 гидроцилиндров. Для уменьшения зазора между роликами 2 и 4 подают давление в полости Г цилиндров, при этом штоки 7 опускаются, вместе с ними перемещаются вдоль колонн 5 упоры 9, стаканы 8 с пружинами 10, гайками 11 и рама 3 с роликами 4 перемещается в направлении, перпендикулярном стационарной раме 1.
Для установки между роликами 2 и 4 клинового зазора пара штоков 7 цилиндров, установленных в одной плоскости, перпендикулярной продольной оси секции, совершают ход Е1, а вторая пара штоков 7 цилиндров совершает ход Е2, величина которого отлична от хода первой пары штоков 7, при этом элементы узлов секции совершают перемещения аналогично тому, как описано выше. При установке клинового зазора между роликами 2 и 4 приводная рама 3 размещается под углом к стационарной раме 1, а ролики 2 и 4 с одной стороны секции устанавливаются с зазором Ж1, а с другой стороны секции - с зазором Ж2. При этом имеет место перекатывание цилиндрических поверхностей упоров 9 по плоским поверхностям торцов стаканов 8, находящихся в постоянном контакте, за счет поджатия со стороны тарельчатых пружин 10, и смещение пятен контактов опорных поверхностей стаканов 8 и упоров 9 друг относительно друга на угол, соответствующий углу перекоса приводной рамы 3, без изменения при этом положения штоков 7 относительно корпусов 6, в которых они расположены. При этом исключаются относительные перекосы штоков 7 и корпусов 6.
Выполнять действия, связанные с изменением формы и размеров зазоров между роликами 2 стационарной рамы 1 и роликами 4 приводной рамы 3, возможно также и в процессе работы машины непрерывного литья слябовых заготовок.
Из всего вышеизложенного видно, что выполнение секции роликовой машины непрерывного литья слябовых заготовок в соответствии с формулой изобретения позволяет при работе секции с клиновым межроликовым зазором предотвращать в гидроцилиндрах перекосы штоков относительно корпусов, что исключает возникновение дополнительных рабочих усилий, действующих на упомянутые поверхности, и приводит к повышению надежности и долговечности этих узлов и повышает надежность и долговечность секции роликовой машины непрерывного литья слябовых заготовок в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для замены погружного стакана на слябовой машине непрерывного литья заготовок | 2016 |
|
RU2639089C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Тянущее и направляющее устройство зоны вторичного охлаждения машины непрерывного литья заготовки | 1981 |
|
SU1018783A1 |
| Устройство для загрузки заготовок | 1989 |
|
SU1632739A1 |
| Захватное устройство | 1985 |
|
SU1337251A1 |
| Роликовая проводка машины непрерывного литья заготовок криволинейного типа | 1989 |
|
SU1770053A1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| ПЕТЛЕДЕРЖАТЕЛЬ | 1997 |
|
RU2134170C1 |
| Роликовая секция машины непрерывного литья заготовок | 2023 |
|
RU2797199C1 |
Изобретение относится к непрерывному литью слябовых заготовок. Секция роликовая машины непрерывного литья содержит стационарную и приводную рамы с направляющими роликами и четыре колонны, установленные нижними частями в стационарной раме, а верхними частями - в проемах горизонтальных полок приводной рамы. На каждой колонне размещено по одному стакану с буртиками, соединенными со штоками гидравлических средств перемещения приводной рамы. Наружную поверхность стакана охватывает упругий элемент, зафиксированный от осевого перемещения средствами фиксации. Между буртиком стакана и горизонтальной полкой приводной рамы установлена пара упоров, обращенных к буртику цилиндрической поверхностью. Оси цилиндрических поверхностей упоров параллельны осям направляющих роликов. Обеспечивается повышение надежности и долговечности секции. 4 ил.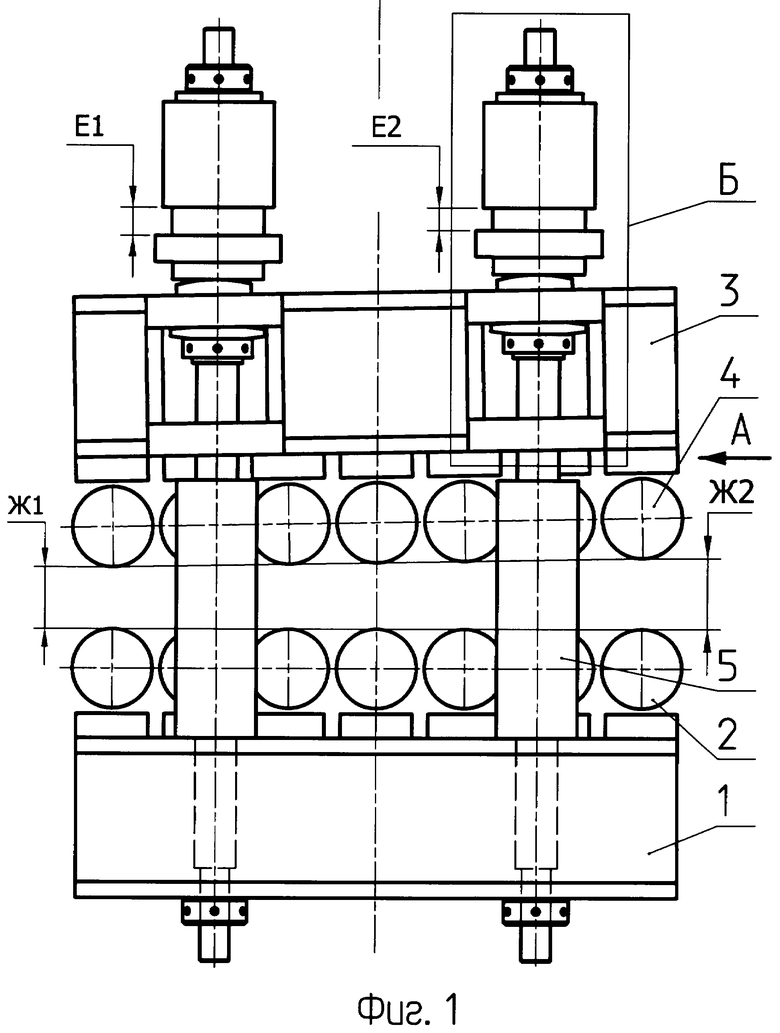
Секция роликовая машины непрерывного литья слябовых заготовок, включающая установленные с регулируемым зазором направляющие ролики, размещенные в стационарной и приводной раме, сочлененной с гидравлическими средствами перемещения, выполненными в виде корпусов с размещенными в них штоками, и четыре колонны, установленные перпендикулярно к стационарной раме и прикрепленные нижними частями к ней, а верхними частями расположенные в проемах горизонтальных полок приводной рамы, отличающаяся тем, что она снабжена четырьмя упругими элементами, выполненными в виде тарельчатых пружин, и средствами их фиксации, упорами с цилиндрическими поверхностями и четырьмя стаканами с буртиками, каждый из которых размещен на колонне и сочленен буртом с соответствующим штоком, при этом наружную поверхность стакана охватывает упругий элемент, расположенный под горизонтальной полкой приводной рамы и зафиксированный от осевого перемещения средствами фиксации, выполненными в виде гайки, сочлененной с наружной поверхностью стакана посредством резьбового соединения, причем между буртом стакана и горизонтальной полкой приводной рамы установлено по паре упоров, прикрепленных к раме, цилиндрическая поверхность каждого из которых обращена к бурту соответствующего стакана, а оси цилиндрических поверхностей упоров параллельны осям направляющих роликов.
| НАПРАВЛЯЮЩИЙ СЕГМЕНТ ДЛЯ ЗАГОТОВОК В УСТАНОВКАХ ДЛЯ ОТЛИВКИ СЛЯБОВ | 1999 |
|
RU2219014C2 |
| DE 4138740 A, 27.05.1993 | |||
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2129934C1 |
| Роликовая проводка машины непрерывного литья заготовок криволинейного типа | 1989 |
|
SU1696116A1 |

