1
Изобретение относится к области нвнрерьгвного литья металлов и сплавов.
Для предотвращения значительных колебаиий высоты ylcтaи0вoiч«oй щеля между валка/ми вал1кавой литейной машины при иоявлешт да влеиия прокатки, как правило, стаяпнл Балыковой литейной машины предварительаю напрягают.
Известеи способ лере/дачи давления предварительного напряжения через буртики, нарезанные aia вал.ках.
При этом из-за опасности смятия буртиков невозможно держать давление пред1варительного на пряже1ния на урО(Вне, достаточиом для хстраиен.ия .колебаний вьгсоты установочиой щели.
Известен та.кже способ передачи давления предварительного напряжения на сташту через (Проставки между подушками валков.
Однако, прИ передаче предварительного напряжения чарез дроотавки усилие «е передается на узлы подшипников, вследствие чего при появлении давления дрокатки вьгсота установочной шели увеличивается, частично за счет сборочного люфта в подшипнике, частич.. но за счет упругой деформации самого подшишника.
Предлагаемый способ отличается от известных тем, что при подаче давления предварительного .напряжения создается предварительное на пряжение иодшипни ков с П0:.мощью буртиков, а основное давление предварительного напряжения передается че1рез калиброванные гсроставкИ между нодушка-ми валков литей.ной машины.
Это позволяет в знаЧ(Ительной мере уменьшить колебания размера по высоте установочной шели между валка.м) и пол чить полосу заданной толщины.
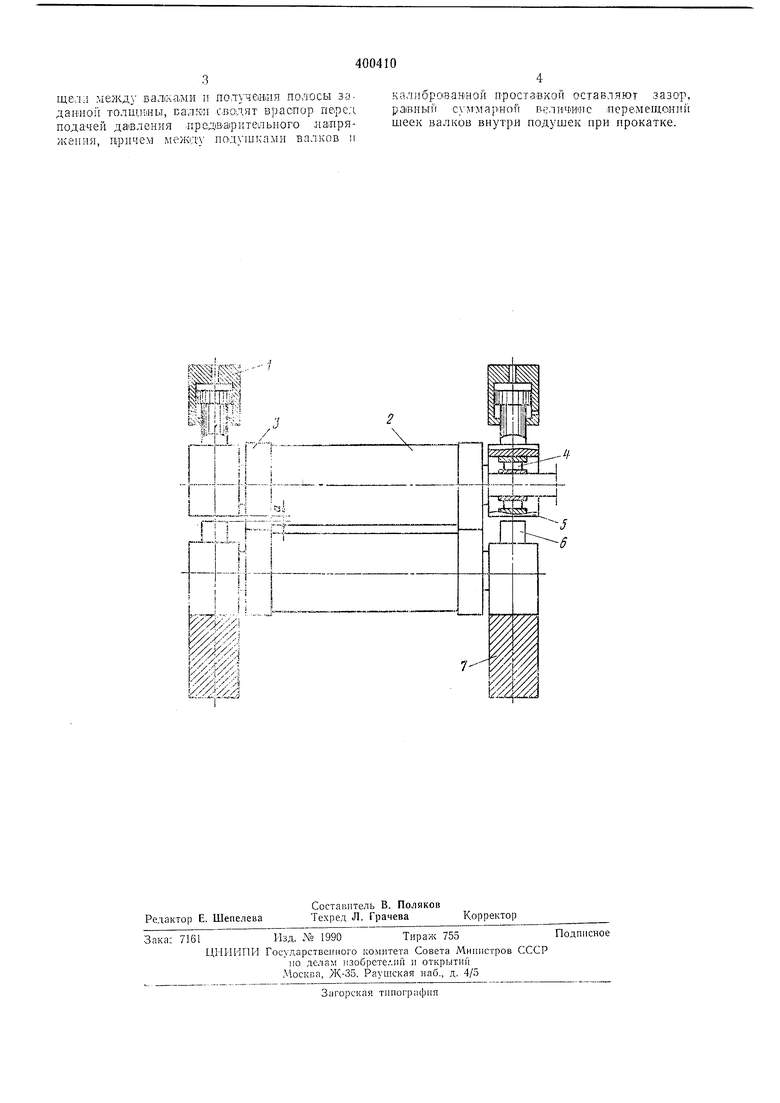
На чертеже представлена валковая литейная машина, позволяющая осуществить предлагаемый способ предварителыюго напряжения.
С помошью нажимного механизма / валки 2 нажимают друг на друга бурт.икад111 3 и, выбирая зазор а, предварительно напрягают подшипники 4. Затем вступают в контакт подуШКи 5 валков с apocTaiBKaiMai 6, упруго напрягая несущие элементы 7.
Предмет изобретения
Способ предварительного напряжеш1я валкавой литершой машины, шслючающий установку буртиков BaviiKOB вра€по.р, станавку калиброванных проставок между подушкамИ )i создание 1Да.вле.ния предварительного напряжения, по меньшей мере равного давлению Прокаггни, отличающийся тем, что, с целью уменьшения колебаний высоты уста1ново}|ной
3
щелл между валйа-ми п получейня полосы задашю11 толщины, Балх-и сводят враопор перед подачей давления .ггред1Ва1ритеЛы-1Ого нашря/кення, причем между подушками валков и
кал1 0рсщан1нои проставкой оставляют зазор, paiBUbiir суммарной величине :Переммце1И1п шеек валков внутри подушек при прокатке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1470377A1 |
| Предварительно-напряженная прокатная клеть | 1984 |
|
SU1186302A1 |
| СПОСОБ СТАБИЛИЗАЦИИ РАСТВОРА РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ "КВАРТО" | 1990 |
|
RU2009740C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Универсальный профилегибочный прокатный стан | 2023 |
|
RU2822916C1 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Способ настройки рабочей клети кварто листового прокатного стана | 1985 |
|
SU1329848A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СКАЧКА ТЕМПЕРАТУРЫ В ЛИТОЙ ПОЛОСЕ | 2010 |
|
RU2557379C2 |