Изобретение относится к области радиоэлектронных технологий, а именно к способу и устройству ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании (см. заявку №2001121961 от 07.08.2001 г.), согласно которому изделию, находящемуся своей поверхностью на поверхности вращения, сообщают смещенное радиальное усилие посредством смещенных радиальных направляющих, при этом формирование строчной последовательности осуществляют путем смещения каждого изделия строчной последовательности на соответствующий радиус свинченной или развинченной части спирали посредством соответствующих смещенных радиальных направляющих, которые располагают с дискретным шагом с последующим общим или последовательным смещением или разворотом сформированной строчной последовательности изделий до зоны приема строчной последовательности, где и удерживают ее до момента одновременного переноса ее на общий носитель для соответствующей фиксации (прототип).
Известный прототип имеет технологические возможности, которые заключаются в возможности посредством поверхности транспортирования и смещенных радиальных направляющих подавать однозначно ориентированные изделия, которые произвольным образом сброшены на поверхность транспортирования, в наперед выбранную точку поверхности транспортирования, где и удерживать ее также с наперед выбранной ориентацией, при этом для приема и последующего переноса изделия используется простейший элемент - смоченная водой поверхность, что позволяет использовать его в высокоскоростной технологии поверхностного монтажа, при этом надежность приема изделия различной формы существенно зависит от устойчивости выбранной ориентации изделия в зоне формирования строчной последовательности или в зоне приема, а для этого необходимо ввести ограничения на степень его свободы. С другой стороны для формирования строчной последовательности, например, из одного изделия, который находится в одном из крайнем позиционном положении строчной последовательности, требуется почти полный оборот поверхности транспортирования, что в конечном счете снижает быстродействие автомата поверхностного монтажа, что нежелательно.
Технологическим и техническим результатом предложенного изобретения является повышение надежности известного способа и увеличение скоростных параметров путем введения дополнительных операций, в частности, поверхность транспортирования выполняют с линейным смещением, а неподвижную направляющую зоны приема на поверхности транспортирования располагают под углом к направлению смещения и вход для приема изделий одной ориентации располагают за пределами формируемой строчной последовательности в ее продолжении с одной стороны поверхности транспортирования, при этом дополнительно вводят вторую зону приема в виде дополнительной направляющей, которую ориентируют ортогонально первой с возможностью управляемого продольного смещения относительно неподвижной направляющей в пределах формируемой строчной последовательности, вход приема изделий ортогональной ориентации дополнительной направляющей располагают с противоположной стороны поверхности транспортирования, при этом вторую зону приема устанавливают в позиционное положение, которое соответствует формируемой композиции строчной последовательности, независимо от положения изделия на поверхности транспортирования или изделие находится в кассете, которую располагают с возможностью вращения.
Указанные технологический и технический результаты достигаются следующим способом и устройством.
Способ ориентирования изделий различной формы при их транспортировании, согласно которому на поверхность транспортирования подают изделия с кассеты, строчную последовательность изделий формируют вдоль неподвижной направляющей, прием и последующий перенос изделий на общий носитель для соответствующей фиксации на нем осуществляют посредством элементов переноса, выполненных с возможностью вращения, при этом поверхность транспортирования выполняют в виде транспортной ленты с возможностью линейного смещения, неподвижную направляющую ориентируют вдоль элемента переноса и располагают над поверхностью транспортной ленты под углом к направлению ее смещения, при этом вводят дополнительную направляющую, которую ориентируют ортогонально неподвижной направляющей, дополнительная направляющая имеет возможность управляемого продольного смещения относительно неподвижной направляющей в пределах формируемой строчной последовательности изделий, с одной стороны транспортной ленты за пределами формируемой вдоль неподвижной направляющей строчной последовательности изделий, в ее продолжении, располагают вход для приема изделий, а вход для приема изделий дополнительной направляющей располагают с противоположной стороны транспортной ленты, при этом дополнительную направляющую устанавливают в позиционное положение, которое соответствует формируемой композиции строчной последовательности изделий.
Устройство ориентирования изделий различной формы при их транспортировании, содержащее поверхность транспортирования, над которой расположена кассета с изделиями для последовательной подачи их на поверхность транспортирования, совокупность элементов переноса, выполненных с возможностью вращения, под которыми расположен общий носитель с возможностью смещения для приема изделий строчной последовательности с элементов переноса и неподвижная направляющая, при этом поверхность транспортирования выполнена в виде транспортной ленты с возможностью линейного смещения, неподвижная направляющая, выполненная в виде пластины, расположена над верхней поверхностью транспортной ленты под углом к направлению ее смещения и ориентирована вдоль элемента переноса, при этом введена дополнительная направляющая, также выполненная в виде пластины, которая расположена ортогонально неподвижной направляющей и функционально связана с шаговым приводом.
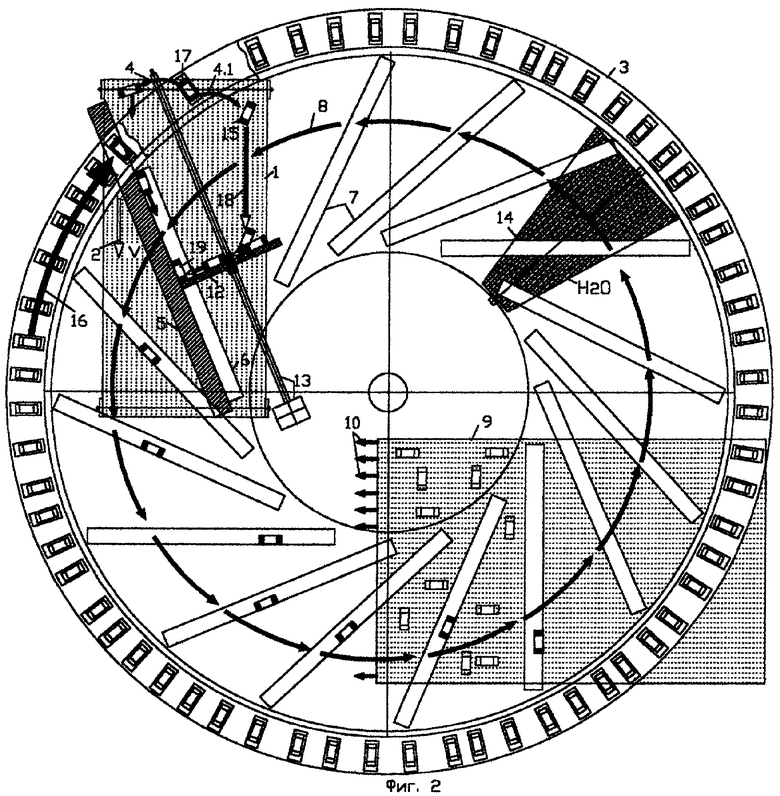
На фиг.1 и 2 изображено устройство, которое реализуют предложенный способ.
Устройство содержит поверхность транспортирования 1 с возможностью смещения 2, над которой расположена кассета 3 с изделиями для последовательной подачи 4 их на поверхность транспортирования 1, направляющую в виде пластины 5, над которой расположен элемент переноса 6 совокупности элементов переноса 7, которые выполнены с возможностью вращения 8, под которыми расположен общий носитель 9 с возможностью смещения 10 для приема изделий строчной последовательности с элементов переноса 6, 11, при этом поверхность транспортирования 1 выполнена в виде транспортной ленты, над верхней поверхности которой расположена направляющая 5 в виде пластины под углом к транспортной ленте, при этом введена дополнительная направляющая 12 также в виде пластины, которая расположена ортогонально первой 5 и функционально связана с шаговым приводом. Устройство также содержит узел смачивания 14, который при контролируемом вращении 8 совокупности элементов переноса 7 осуществляет смачивание водой смачиваемых поверхностей элементов переноса 5, 11.
Работа устройства заключается в следующем.
На поверхность транспортирования 1 с возможностью смещения 2 подают изделия с кассеты 3, а зону приема для формирования строчной последовательности выполняют в виде неподвижной направляющей 5, которую ориентируют вдоль элемента переноса 5 и вдоль которой формируют строчную последовательность изделий архитектурной композиции, прием и последующий перенос изделий на общий носитель 9 для соответствующей фиксации на нем осуществляют посредством элементов переноса 5, 11 совокупности элементов переноса 7 с возможностью контролируемого вращения 8. Поверхность транспортирования 1 выполняют с линейным смещением 2, а неподвижную направляющую 5 зоны приема на поверхности транспортирования 1 располагают под углом к направлению смещения 2 и вход для приема 4 изделий одной ориентации располагают за пределами формируемой строчной последовательности в ее продолжении с одной стороны поверхности транспортирования 1, при этом дополнительно вводят вторую зону приема в виде дополнительной направляющей 12, которую ориентируют ортогонально первой с возможностью управляемого продольного смещения относительно неподвижной направляющей 5 в пределах формируемой строчной последовательности, вход приема 15 изделий ортогональной ориентации дополнительной направляющей 12 располагают с противоположной стороны поверхности транспортирования, при этом вторую зону приема устанавливают в позиционное положение, которое соответствует формируемой композиции строчной последовательности, независимо от положения изделия на поверхности транспортирования 1, или изделие находится в кассете 3, которую располагают с возможностью вращения 16.
Другими словами, при вращении кассеты 3 с изделиями, которые в ней предварительно устанавливают в соответствии с последовательностью подачи 4, 4.1 на поверхность транспортирования 1 для последовательного формирования архитектурной композиции строчных последовательностей. В зависимости от того, с какой ориентацией изделия нужно сформировать строчную последовательность, очередное изделие 17 сбрасывают 4 либо на вход неподвижной направляющей 5, либо сбрасывают 4.1 в противоположном направлении на вход 15 подвижной направляющей 12. После сброса 4 изделие поступает на неподвижную направляющую 5, при контакте с ней изделие под воздействием смещенных усилий разворачивается и большим своим размером смещается под воздействием поверхности транспортирования 1 вдоль неподвижной направляющей 5 до подвижной направляющей 12, где и находится в неизменном положении при любых смещениях подвижной направляющей 12. После сброса 4.1 изделие поступает 18 на подвижную направляющую 12 и при первом контакте с ней изделие под воздействием смещенных сил разворачивается и большим своим размером смещается вдоль подвижной направляющей 12 до неподвижной направляющей 5, где и находится в неизменном положении при любых смещениях подвижной направляющей 12. После приема изделия 19 шаговый привод 13 смещает посредством подвижной направляющей 12 изделие 19 вдоль неподвижной направляющей 5 до позиционного положения, которое соответствует конкретной архитектурной композиции изделия на общем носителе 9. Затем опускают элемент переноса 6 в направлении неподвижной направляющей 5 и изделие 19 прилипает за счет поверхностных сил жидкости к смоченной поверхности элемента переноса 6. После чего элемент переноса 6 с изделием 19, посредством контролируемого вращения 8 совокупности элементов переноса 7, занимает положение элемента переноса 11 над общим носителе 9, и после опускания его на поверхность общего носителя 9 изделие 19 переклеивается на него, поскольку в данном позиционном положении предварительно на общий носитель 9 была нанесена паяльная паста или клеящее вещество.
Использование изобретения позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа с одновременным увеличением его скоростных параметров.
Изобретение относится к области радиоэлектронных технологий и может быть использовано в малогабаритных автоматах поверхностного монтажа. На транспортную ленту подают изделия с кассеты. Последовательность изделий формируют вдоль неподвижной направляющей, расположенной под углом к направлению смещения транспортной ленты и ориентированной вдоль элемента переноса. Неподвижная направляющая выполнена в виде пластины. Ортогонально неподвижной направляющей расположена дополнительная направляющая, связанная с шаговым приводом. Изобретение позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа и увеличить скорость монтажа. 2 н.п. ф-лы, 2 ил.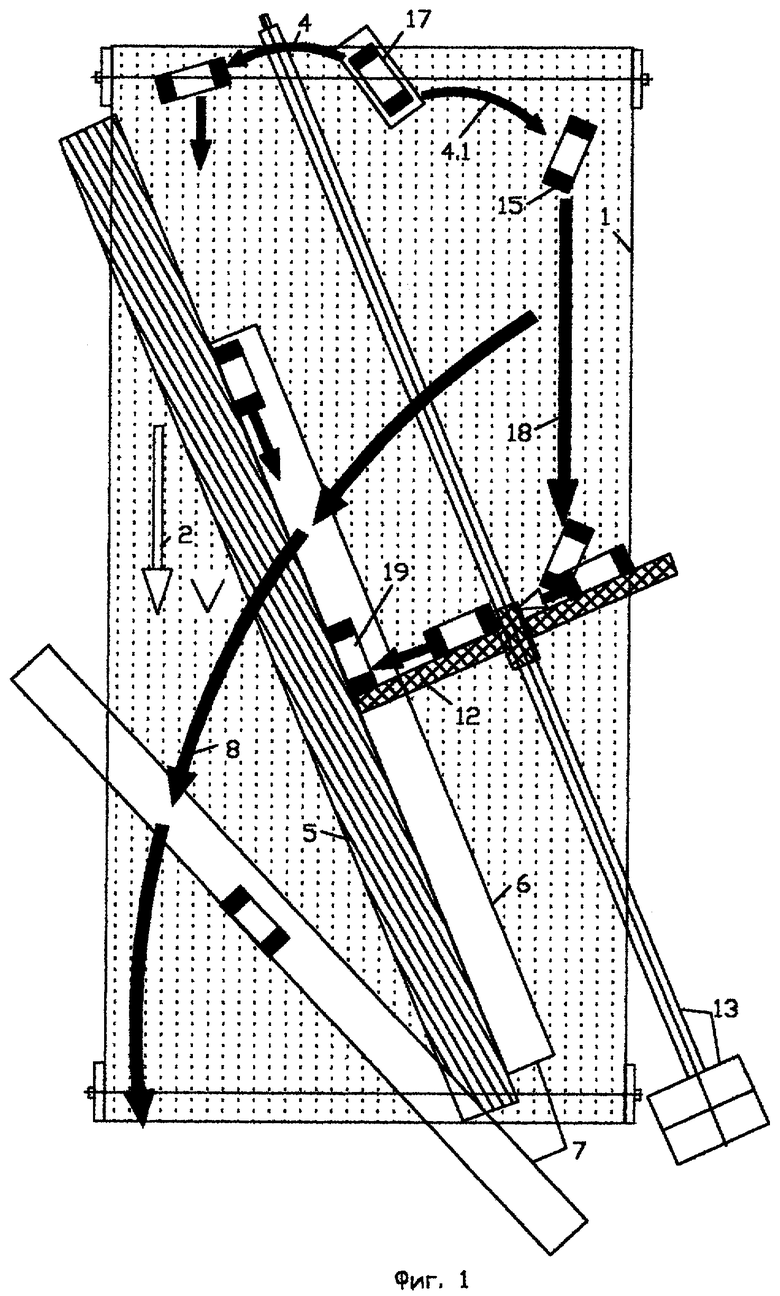
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ.Л.П.ПЕТРЕНКО - ВЕРСИЯ V | 2001 |
|
RU2203211C1 |
| Устройство для ориентированной подачи деталей | 1987 |
|
SU1525963A1 |
| Устройство транспортирования изделий, преимущественно двусторонних печатных плат | 1989 |
|
SU1837409A1 |

