Изобретение относится к технологии и оборудованию, применяемым для нанесения, преимущественно антизадирного покрытия, на резьбовые участки насосно-компрессорных труб, и может быть использовано в процессах производства и ремонта труб нефтяного сортамента.
Известен способ нанесения антизадирного покрытия на резьбу труб нефтяного сортамента, включающий вращение трубы относительно ее продольной оси и нанесение с помощью плазмотрона покрытия на поверхность ее резьбового участка (Патент РФ №2055097, кл. С 23 С 4/00, 27.02.1996 г.). Способ основан на создании плазменной струи, в которую подают напыляемый порошок металла. Такой способ требует большого расхода энергии и характеризуется сложным управлением.
Наиболее близким аналогом предлагаемого способа является способ нанесения антизадирного покрытия на поверхность резьбового участка труб нефтяного сортамента методом холодного газодинамического напыления, включающий вращение трубы относительно ее продольной оси и нанесение покрытия на поверхность ее резьбового участка (ФГУП ЦНИИ КМ "Прометей", Комплекс для детонационного напыления резьбовых частей НКТ, Руководство по эксплуатации, Санкт-Петербург, 2001 г.). Частицы напыляемого металла при использовании способа покрывают толстым слоем впадины между гребнями и вершины гребней резьбы, в то время как поверхности боковых сторон гребней резьбы, на которых наиболее часто проявляются задиры, остаются покрытыми относительно тонким слоем материала покрытия. Это является недостатком способа.
Наиболее близким аналогом предлагаемого устройства является устройство для нанесения покрытия на резьбовой участок труб нефтяного сортамента, включающее рабочую камеру и установленное в камере средство нанесения покрытия, снабженное круглым соплом (ФГУП ЦНИИ КМ "Прометей", Комплекс для детонационного напыления резьбовых частей НКТ, Руководство по эксплуатации, Санкт-Петербург, 2001 г.).
Недостатком этого устройства является неравномерное распределение покрытия по поверхности резьбы. При использовании устройства материал покрытия скапливается в канавках и на верхней части гребней резьбы.
Техническим результатом изобретения является повышение качества напыления за счет равномерного распределения напыляемого металла по поверхности резьбы.
Указанный технический результат достигается в способе нанесения антизадирного покрытия на резьбовой участок труб нефтяного сортамента, включающем вращение трубы относительно ее продольной оси и нанесение покрытия на поверхность ее резьбового участка, достигается за счет того, что нанесение покрытия производят, по меньшей мере, двумя воздушно-порошковыми струями, поперечным сечениям струй придают прямоугольную форму и направляют их так, чтобы ось каждой струи находилась в плоскости, проходящей через ось трубы, и была наклонена по отношению к ней на угол, равный 30-40 градусам, при этом широкие стороны струй в зоне обработки формируют с длиной, составляющей 0,3-1,0 от длины резьбового участка, и располагают их вдоль оси трубы, а струи наклоняют по отношению к оси трубы в противоположные стороны.
Угол между проекциями осей струй на плоскость поперечного сечения трубы может быть в частном случае выбран из интервала от 30 до 180 градусов.
В частном случае выполнения способа на фронтальные и тыльные поверхности резьбы наносят одинаковые по составу покрытия.
Дальнейшим развитием изобретения является способ, в котором на фронтальные и тыльные поверхности резьбы наносят разные по составу покрытия.
Воздушно-порошковые струи в частном случае выполнения способа подают под одинаковыми углами к оси трубы.
В другом частном случае воздушно-порошковые струи подают под разными углами к оси трубы.
Указанный технический результат в устройстве для нанесения покрытия на резьбовой участок труб нефтяного сортамента, включающем рабочую камеру и установленное в камере средство нанесения покрытия, снабженное соплом, достигается за счет того, что средство нанесения покрытия выполнено в виде двух аппаратов, которые установлены так, что оси их сопел лежат в одной плоскости, проходящей через продольную ось рабочей камеры, и наклонены по отношению к этой оси в противоположные стороны, при этом каждое сопло выполнено плоским и с косым срезом, а торцевые поверхности срезов расположены вдоль оси рабочей камеры.
В частном случае выполнения устройства аппараты могут быть установлены по разные стороны от продольной оси рабочей камеры.
Величина угла среза сопла в частном случае может быть выбрана в интервале от 30 до 40 градусов.
Изобретение поясняется следующими чертежами.
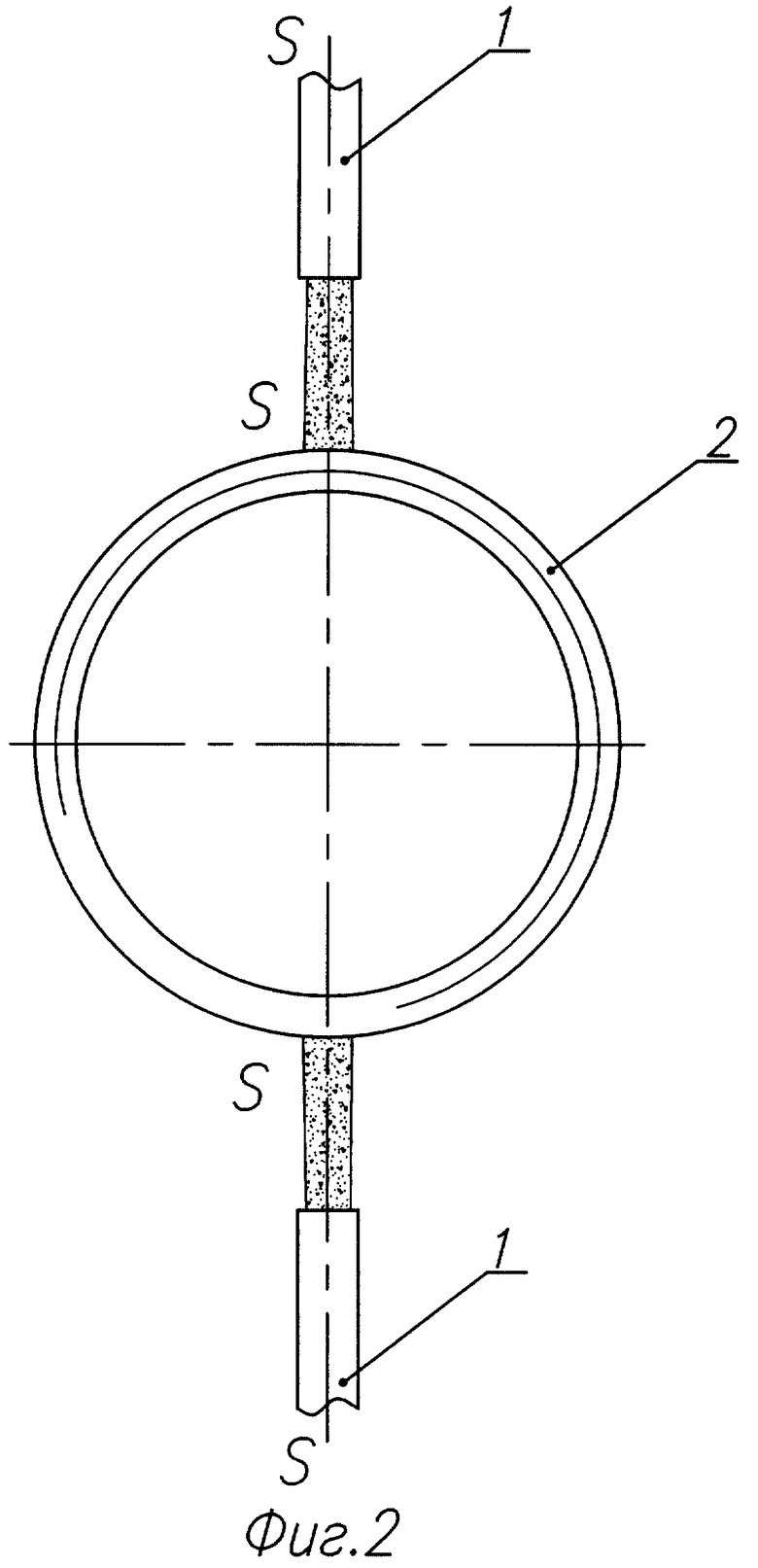
Фиг.1. Схема процесса нанесения покрытия.
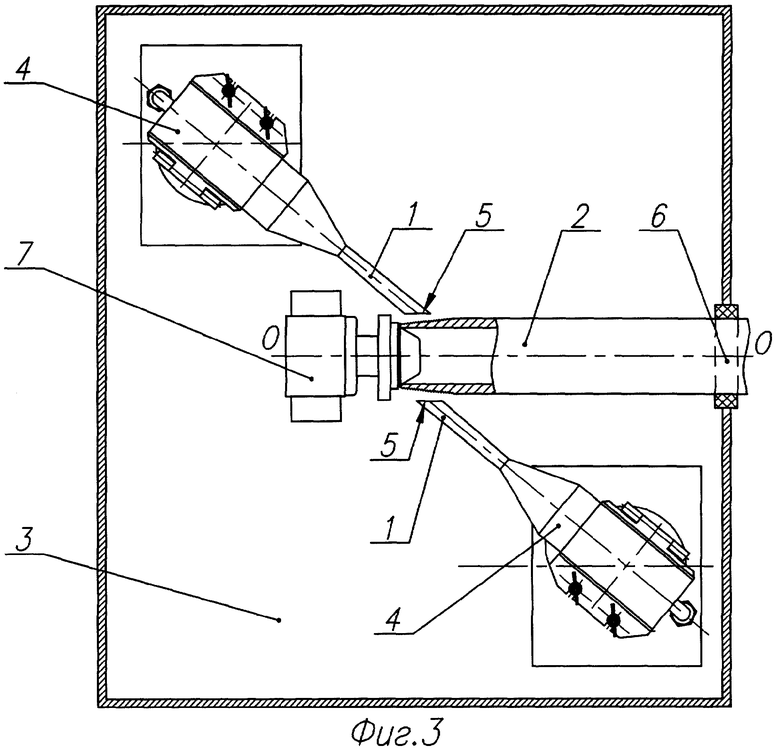
Фиг.2. То же, вид по стрелке А на фиг.1.
Фиг.3. Рабочая камера нанесения покрытия, вид сверху, разрез.
Две воздушно-порошковые струи подают из сопел 1 на поверхность резьбового участка трубы 2 (см. фиг.1 и 2). Для напыления металлических порошков используют метод холодного газодинамического напыления. Порошок подается в сверхзвуковой плоский диффузор и разгоняется вместе с воздухом до 500-600 м/с. Поперечным сечениям струй придают прямоугольную форму. Их направляют так, чтобы ось S-S находилась в плоскости, проходящей через ось О-О трубы 2, и была наклонена по отношению к этой оси на 30-40 градусов. Широкие стороны струй в зоне обработки формируют с длиной, составляющей 0,3-1,0 от длины Lp, резьбового участка, и располагают их вдоль оси О-О трубы. Струи наклоняют по отношению к оси трубы 2 в противоположные стороны.
Устройство для нанесения антизадирного покрытия на резьбовый участок труб нефтяного сортамента включает герметичную рабочую камеру 3 напыления, в которой установлены два аппарата 4 холодного газодинамического напыления, предназначенные для нанесения покрытия на поверхность резьбового участка. Аппараты 4 расположены по разные стороны от оси рабочей камеры так, что оси их сопел (они совпадают с осями S-S воздушно-порошковых струй) лежат в одной плоскости, проходящей через продольную ось рабочей камеры, и наклонены по отношению к этой оси в противоположные стороны (продольная ось рабочей камеры совпадает с геометрической осью трубы, находящейся на позиции обработки). Каждое сопло выполнено плоским с косым срезом 5. Торцевые поверхности срезов 5 расположены вдоль оси рабочей камеры и перпендикулярны плоскости, в которой лежат оси сопел аппаратов 4. Для подачи трубы на позицию обработки в стенке камеры 3 выполнено отверстие 6. Для фиксации конца трубы в рабочей камере установлен конический упор-фиксатор 7.
Устройство снабжено расположенными соосно перед рабочей камерой 3 средством продольного перемещения и средством вращательного движения трубы (не показаны).
Устройство для нанесения покрытия работает следующим образом.
С помощью средства продольного перемещения резьбовой участок трубы 2 подают через отверстие 6 в рабочую камеру 3 напыления. Фиксируют конец трубы 2 посредством упора-фиксатора 7 от продольных и радиальных смещений и с помощью средства вращательного движения приводят трубу во вращение относительно ее продольной оси. На резьбовой участок вращающейся трубы 2 из сопел 1 подают воздушно-порошковую струю, которая образует слой покрытия.
После достижения слоем покрытия необходимой толщины прекращают вращение трубы 2 и извлекают ее конец из рабочей камеры 3 напыления. Устройство готово к повторению описанного выше технологического цикла обработки новой очередной трубы.
В случае необходимости нанесения на лобовую и тыльную стороны нитки резьбы двух различных материалов предлагается при сохранении всех приведенных рекомендаций внести соответствующие изменения в состав материала порошков, т.е. обеспечить подачу из каждого из двух аппаратов воздушно-порошковых струй с различными порошками.
При выборе угла α следует ограничиваться интервалом 30-40 градусов по следующим причинам. В случае если угол α превышает 40 градусов, то траектории частиц напыляемого материала отклоняются от нормали к напыляемому участку поверхности. Это резко снижает эффект взаимодействия частиц с поверхностью, снижает прочность их закрепления на поверхности резьбы и коэффициент использования порошка. В случае, если угол α составляет менее 30 градусов, не удается получить требуемую толщину слоя покрытия в частях боковой поверхности гребней, прилегающих к впадинам, из-за эффекта "затенения", создаваемого соседними витками резьбы.
При выборе пределов длины широкой стороны струй в зоне обработки руководствовались следующим. Длина широкой стороны менее 0,3 длины резьбового участка приводит к образованию задиров в процессе эксплуатации, превышение длиной широкой стороны длины резьбового участка нецелесообразно из-за перерасхода материала покрытия.
Изобретение реализовано в опытно-промышленном устройстве для нанесения покрытия на резьбу труб нефтяного сортамента. В условиях производства были обработаны по описанной выше технологии партии труб нефтяного сортамента. Ниже приведены результаты опытно промышленных экспериментов.
Примеры конкретного выполнения способа.
Пример 1.
На концевые резьбовые участки партии труб в количестве 50 штук диаметром 73 мм, материал сталь 45, напыляли медно-цинковый порошок, размер частиц составлял 50 мкм. Время нанесения покрытия на один резьбовой участок составляло 15 секунд. В процессе операции напыления частота вращения труб составляла 20 об/мин. Струю порошка направляли из двух газодинамических аппаратов со сверхзвуковой скоростью (около 500 м/сек). Предварительно всю партию труб (50 шт.) разделили на две равные части. В процессе напыления одной (т.е. 25 труб) длина широкой стороны воздушно-порошковых струй в зоне обработки составляла 0,3 от длины резьбового участка, а угол наклона осей струй к оси трубы составлял 30 градусов. В процессе напыления другой части опытной партии (т.е. остальных 25 труб) длина широкой стороны поперечного сечения струй была равна длине резьбового участка, а угол наклона осей струй к оси трубы составлял 40 градусов. В результате в обеих партиях труб на резьбовых участках было получено покрытие толщиной 50 мкм. Наблюдалось равномерное покрытие по боковым поверхностям резьбы и относительно тонкий слой покрытия на ее вершинах и впадинах.
Пример 2.
Сохраняя основные параметры технологии примера 1, осуществили напыление цинкового порошка на резьбовые участки труб (48 штук) диаметром 60 мм. Длина широкой стороны струи в зоне обработки составляла 0,45 от длины резьбового участка. Угол наклона струи к оси трубы составлял 35 градусов. На каждой трубе за 15 секунд было покрыто 7 ниток резьбы слоем цинка 50-55 мкм. Слой покрытия имел равномерное распределение по боковым сторонам витков резьбы.
Приведенные результаты реализации изобретения показывают достижение высокого качества покрытия труб при вполне приемлемых эксплуатационных затратах. Это подтверждает достижение указанного выше технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| АГРЕГАТ ДЛЯ НАНЕСЕНИЯ АНТИЗАДИРНОГО ПОКРЫТИЯ НА РЕЗЬБОВЫЕ УЧАСТКИ ТРУБ НЕФТЯНОГО СОРТАМЕНТА | 2004 |
|
RU2270276C1 |
| СПОСОБ ОЧИСТКИ РЕЗЬБОВОГО УЧАСТКА НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2266807C1 |
| СПОСОБ ОБРАБОТКИ НИППЕЛЬНОЙ ЧАСТИ РЕЗЬБОВОГО СОЕДИНЕНИЯ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2015 |
|
RU2644836C2 |
| Способ напыления газотермических покрытий на внутренние поверхности и устройство для его реализации | 2017 |
|
RU2650471C1 |
| УСТРОЙСТВО ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ | 2012 |
|
RU2503745C2 |
| УСТРОЙСТВО ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНЕШНИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2012 |
|
RU2505622C2 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2010 |
|
RU2468123C2 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО ДЕТОНАЦИОННОГО УСКОРЕНИЯ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2506341C1 |
| СОПЛО ГАЗОДИНАМИЧЕСКОГО ИНСТРУМЕНТА | 1999 |
|
RU2160640C1 |
Изобретение относится к технологии и оборудованию, применяемым для нанесения, преимущественно антизадирного покрытия, на резьбовые участки насосно-компрессорных труб. Способ включает вращение трубы относительно ее продольной оси и нанесение покрытия на поверхность ее резьбового участка. Нанесение покрытия производят по меньшей мере двумя воздушно-порошковыми струями. Поперечным сечениям струй придают прямоугольную форму и направляют их так, чтобы ось каждой струи находилась в плоскости, проходящей через ось трубы, и была наклонена по отношению к ней на угол, равный 30-40 градусам. Струи наклоняют по отношению к оси трубы в противоположные стороны. Широкие стороны струй в зоне обработки формируют с длиной, составляющей 0,3-1,0 от длины резьбового участка, и располагают их вдоль оси трубы. Предложено также устройство для нанесения покрытия заявленным способом. Техническим результатом изобретения является повышение качества напыления за счет равномерного распределения напыляемого металла по поверхности резьбы. 2 н. и 7 з.п. ф-лы, 3 ил.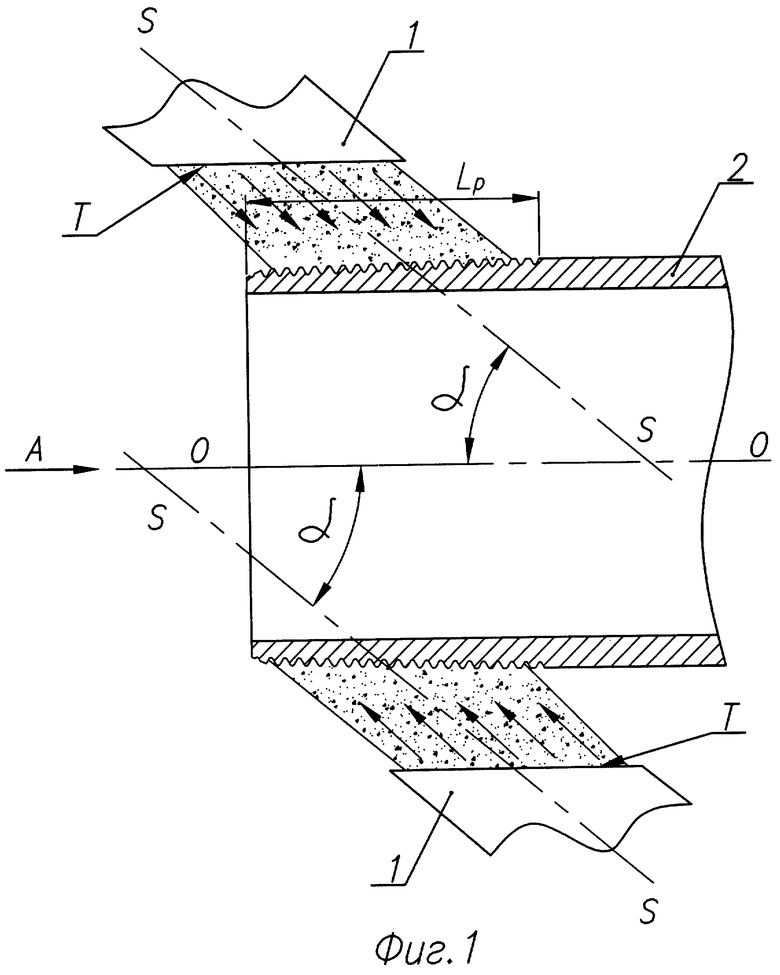
| RU 2055097 C1, 27.02.1996 | |||
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ТРУБУ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163271C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1995 |
|
RU2075535C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1990 |
|
RU2102528C1 |
| Устройство для определения параметров движения контрастного изображения | 1974 |
|
SU484533A1 |
| WO 9009243 A, 23.08.1990. | |||

