Изобретение относится к устройству для непрерывной разливки металлов, в частности стали, для осуществления способа с затвердеванием в процессе изгиба "solidified bending", содержащему расположенную за кристаллизатором вертикальную прямолинейную направляющую для заготовки, к которой примыкает гибочно-тянущее устройство, гибочные ролики которого установлены с возможностью перемещения из положения, освобождающего путь для затравки, в рабочее положение или обратно, а также гибочное устройство для отделения затравки от отлитой заготовки для ее ведения по радиусу на последующее правильно-тянущее устройство и, по меньшей мере, одну расположенную ниже пару приводных роликов для ввода и вывода затравки.
Описанное выше устройство известно из DE 19637545 А1. В нем раскрывается устройство для отклонения отлитой в кристаллизаторе тонкой заготовки из вертикального положения в горизонтальное положение выдачи с вышеуказанными признаками. У таких машин для непрерывной разливки направляющая для заготовки выполнена вертикальной. За счет этого возникает большое число преимуществ. Под примыкающей к кристаллизатору направляющей для заготовки находится гибочно-тянущее устройство, которое выполняет функцию «привода отлитой заготовки и затравки», а также сгибания насквозь затвердевшей отлитой заготовки по радиусу. Радиус у нескольких поколений машин для непрерывной разливки составляет 3000-3250 мм. Гибочно-тянущее устройство с радиусом занимает в высоту около 4000 мм. Эта высота и соответствующий путь для заготовки до сих пор не используются в качестве направляющей для заготовки.
В DE 2247083 А предусмотрено боковое смещение первых гибочных роликов, чтобы создать зазор с соседней стороной затравки.
В основе изобретения лежит задача использования этой до сих пор не использованной высоты также для направления заготовки или выполнения всей установки более низкой.
Поставленная задача решается, согласно изобретению, за счет того, что гибочно-тянущее устройство, с одной стороны, состоит из сегмента, установленного с возможностью отведения в сторону на опорной стороне, который снабжен рядом роликов, ограничивающих путь гибки в рабочем положении, а, с другой стороны, из перемещаемой части, устанавливаемой на свободной стороне в рабочем и нерабочем положении или отводимой в сторону части, гибочные ролики которой в рабочем положении образуют ответные ролики роликовому ряду, что регулируемая перемещаемая часть выполнена с возможностью установки в рабочее и нерабочее положения посредством попарно и параллельно расположенных цилиндро-поршневых узлов и что перемещаемая часть выполнена с возможностью установки на свободное пространство к отлитой заготовке для перегиба, т.е. отделения отлитой заготовки от затравки. За счет этого выполняются не только все функции прежнего гибочно-тянущего устройства с сохранением зарекомендовавшей себя системы прямой затравки, но и, кроме того, за счет сегментной конструкции и оснащения направляющими роликами достигается значительная длина опирания заготовки. Кроме того, можно значительно повысить производительность. Далее существующие машины для непрерывной разливки могут быть легко переоборудованы с небольшими затратами, поскольку могут быть использованы существующие фундаменты. Отводимый в сторону сегмент может быть, кроме того, вертикально демонтирован, как все другие сегменты направляющей для заготовки. Путь затравки ограничен, и происходит разделение направляющей для заготовки на отводимый в сторону сегмент и свободную часть.
Для того чтобы ограничить путь для ввода затравки, согласно другим признакам предложено, что находящийся на опорной стороне отводимый в сторону сегмент установлен на лежащей вверху оси поворота и что противоположно оси поворота шарнирно закреплен, по меньшей мере, один цилиндро-поршневой узел для установки в рабочее и нерабочее положения.
Одно усовершенствование состоит далее в том, что в зоне вертикальной части направляющей для заготовки на опорной стороне предусмотрена основная рама, на которой шарнирно установлены цилиндро-поршневые узлы для отводимого в сторону сегмента. За счет этого гидроцилиндры могут опираться на фундамент.
При этом может быть предусмотрена термозащита за счет того, что основная рама, обращенная, по меньшей мере, к вертикальной направляющей для заготовки, снабжена водоохлаждаемыми зажимными плитами.
Раствор для затравки может быть увеличен при еще более длинной направляющей для заготовки за счет того, что, согласно альтернативному выполнению, внутри отводимого в сторону сегмента на нем установлена сегментная деталь, имеющая возможность возвратно-поступательного перемещения перпендикулярно направлению пути заготовки.
Другие функции могут быть получены за счет того, что на отводимом в сторону сегменте противоположно пути заготовки выполнен выступ, на котором шарнирно установлены цилиндро-поршневые узлы для поворота отводимого в сторону сегмента.
Согласно другим признакам, предусмотрено, что сегментная деталь, перемещаемая в отводимом в сторону сегменте, снабжена собственным приводом перемещения.
Для еще большего удлинения направляющей для заготовки и тем самым уменьшения высоты установки предложено, что в направлении движения заготовки за отводимым в сторону сегментом перед правильно-тянущим устройством расположен дугообразный сегмент направляющей для заготовки.
При соответствующей конструктивной высоте установки направляющую для заготовки можно удлинить также за счет того, что в направлении движения заготовки перед отводимым в сторону сегментом расположена дополнительная вертикальная часть.
Другая возможность размещения отводимого в сторону сегмента состоит в том, что отводимый в сторону сегмент установлен на раме пар приводных роликов для затравки с возможностью вертикального демонтажа.
Другое преимущество возникает еще за счет того, что цилиндро-поршневые узлы свободной части в сочетании с последующим процессом "liquid core reduction" (уменьшения жидкой сердцевины) выполнены с возможностью гидроуправления.
На чертежах изображены примеры выполнения изобретения, поясняемые ниже более подробно. На чертеже представлено следующее:
На фиг. 1 показан вид сбоку устройства для непрерывной разливки при вводе затравки;
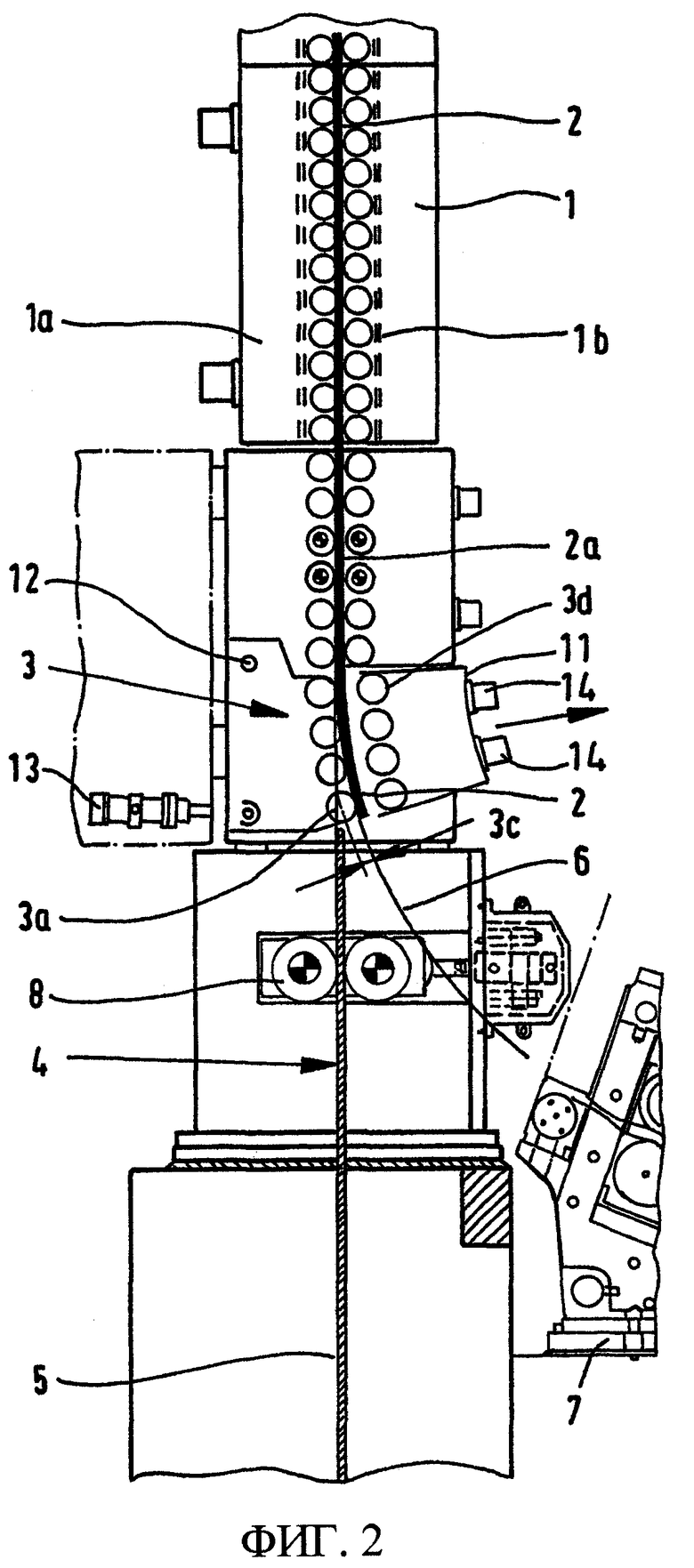
фиг. 2 - тот же вид сбоку при отделении отлитой заготовки от затравки;
фиг. 3 - тот же вид сбоку при установке свободной части в рабочее положение;
фиг. 4 - вид сбоку устройства для непрерывной разливки с правильно-тянущим устройством в непрерывном режиме;
фиг. 5 - вид сбоку устройства для непрерывной разливки в альтернативной форме выполнения, в которой отводимый в сторону сегмент с сегментной деталью находится в нерабочем положении при вводе затравки;
фиг. 6 - тот же вид сбоку при отделении отлитой заготовки от затравки;
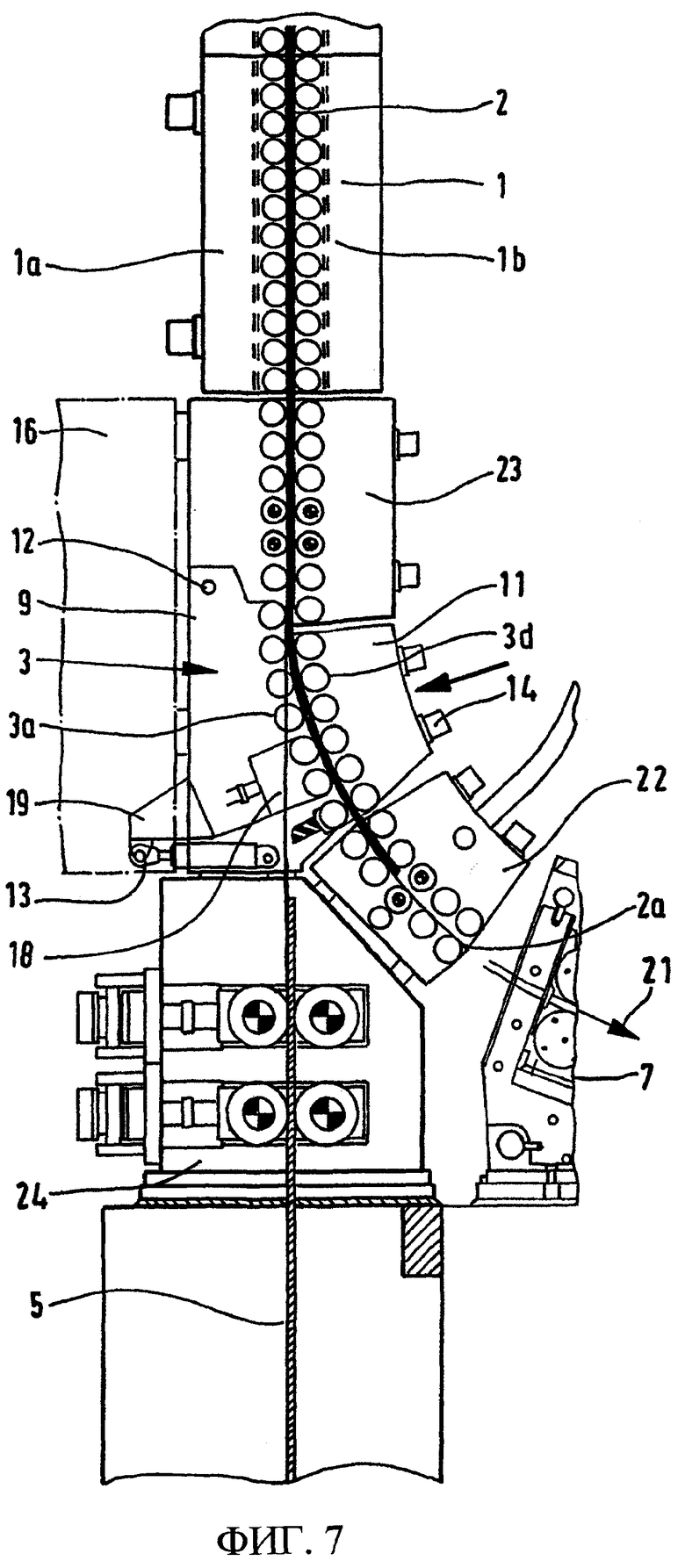
фиг. 7 - тот же вид сбоку, причем отводимый в сторону сегмент, сегментная деталь и свободная часть находятся в рабочем положении;
фиг. 8 - вид сбоку устройства для непрерывной разливки с отводимым в сторону сегментом и сегментной деталью в рабочем положении, далее правильно-тянущее устройство в непрерывном режиме.
Устройство для непрерывной разливки металлов, в частности стали, предназначено для осуществления способа затвердевания заготовки в процессе гибки ("solidified bending"), в котором отлитая заготовка окончательно затвердевает на конце расположенной за кристаллизатором вертикальной прямой направляющей 1. К прямой направляющей 1 для заготовки примыкает гибочно-тянущее устройство 3. Гибочно-тянущее устройство 3 содержит гибочные ролики 3а, которые могут перемещаться из положения, освобождающего путь 4 для затравки, в рабочее положение 3b или обратно. Кроме того, предусмотрено гибочное устройство для отделения отлитой заготовки 2 от затравки 5. Гибочно-тянущее устройство 3 направляет отлитую заготовку после отделения по радиусу 6 в правильно-тянущее устройство 7. Расположенная ниже пара 8 приводных роликов служит для ввода и вывода затравки 5.
На фиг. 1 гибочно-тянущее устройство 3 состоит из установленного с возможностью поворота в сторону на опорной стороне 1а отводимого в сторону сегмента 9, который снабжен роликовым рядом 10, ограничивающим путь 3с гибки в рабочем положении 3b (фиг. 3). Кроме того, противоположно отводимому в сторону сегменту 9 на свободной стороне 1b расположена устанавливаемая в рабочее и нерабочее положения или поворотная свободная часть 11, гибочные ролики 3а которой в рабочем положении 3b образуют ответные ролики 3d отдельным роликам роликового ряда 10.
Отводимый в сторону сегмент 9 на опорной стороне 1а установлен на расположенной вверху оси 12 поворота, а противоположно оси 12 поворота шарнирно установлен, по меньшей мере, один цилиндро-поршневой узел 13 для установки в рабочее и нерабочее положения.
Противоположно отводимому в сторону сегменту 9 предусмотрена перемещаемая часть 11 со свободной стороны 1b, переставляемая посредством попарно и параллельно расположенных цилиндро-поршневых узлов 14.
В зоне 15 вертикальной направляющей 1 для заготовки на опорной стороне 1а расположена основная рама 16, на которой размещен цилиндро-поршневой узел 13 для отводимого в сторону сегмента 9.
Основная рама 16, обращенная, по меньшей мере, к вертикальной направляющей 1 для заготовки, закрыта водоохлаждаемыми зажимными плитами 17.
Подвижная часть 11 (фиг. 2) выполнена с возможностью установки на свободное пространство 18 к отлитой заготовке 2 для перегиба, т.е. отделения отлитой заготовки 2 от затравки 5.
На фиг. 3 отводимый в сторону сегмент 9 и свободная часть 11 находятся в рабочем положении 3b, затравка 5 опущена, а отлитая заготовка 2 движется в правильно-тянущее устройство 7.
На фиг. 4 показано рабочее состояние, в котором отлитая заготовка 2 за счет гибочно-тянущего устройства 3 и внешнего ролика пары приводных роликов непрерывно направляется и обрабатывается в правильно-тянущее устройство 7.
Альтернативная форма выполнения следует при прочих равных функциях и режимах из фиг. 5-8.
Внутри отводимого в сторону сегмента 9 расположена сегментная деталь 18, имеющая возможность возвратно-поступательного перемещения в направляющих отводимого в сторону сегмента 9 перпендикулярно направлению пути 2а заготовки (фиг. 5). За счет этого возникает еще больший раствор для прохождения затравки 5, причем направляющая для заготовки, т.е. число роликов в роликовом ряду 10, может быть увеличено. Отводимый в сторону сегмент 9 становится еще длиннее. На отводимом в сторону сегменте 9 противоположно пути 2а заготовки выполнен выступ 19, на котором шарнирно расположены цилиндро-поршневые узлы 13 для поворота отводимого в сторону сегмента 9. При этом перемещаемая в отводимом в сторону сегменте 9 сегментная деталь 18 снабжена собственным приводом 20 перемещения.
Вся направляющая для заготовки может быть еще больше удлинена. Так, в направлении 21 движения заготовки за отводимым в сторону сегментом 9 перед правильно-тянущим устройством 7 расположен дугообразный сегмент 22 направляющей для заготовки. Направляющая для заготовки смещается, тем самым, все глубже вниз с использованием не использованного до сих пор пространства, благодаря чему высота установки может быть уменьшена.
Дополнительное удлинение поддержания заготовки может быть осуществлено также за счет вертикальной части 23, расположенной в направлении 21 движения заготовки перед отводимым в сторону сегментом 9.
Отводимый в сторону сегмент 9 может опираться также на раму 24 пар 8 приводных роликов для затравки, а затем вертикально демонтироваться.
Наконец, цилиндро-поршневые узлы 14 свободной части 11 в сочетании с последующим процессом уменьшения жидкой сердцевины (Liquid Core Reduction) выполнены с гидроуправлением.
Перечень ссылочных позиций:
1 - вертикальная прямая направляющая для заготовки,
1а - опорная сторона,
1b - свободная сторона,
2 - отлитая заготовка,
2а - путь заготовки,
3 - гибочно-тянущее устройство,
3а - гибочные ролики,
3b - рабочее положение,
3с - путь гибки,
3d - ответные ролики,
4 - путь затравки,
5 - затравка,
6 - радиус,
7 - правильно-тянущее устройство,
8 - пара приводных роликов для затравки,
9 - отводимый в сторону сегмент,
10 - роликовый ряд,
11 - свободная часть,
12 - ось поворота,
13 - гидравлические цилиндро-поршевые узлы,
14 - гидравлические цилиндро-поршевые узлы,
15 - зона вертикальной направляющей для заготовки,
16 - основная рама,
17 - водоохлаждаемые зажимные плиты,
18 - сегментная деталь,
19 - выступ,
20 - привод перемещения,
21 - направление движения заготовки,
22 - дугообразный сегмент направляющей для заготовки,
23 - вертикальная часть,
24 - рама.





Изобретение относится к непрерывной разливке металлов, в частности к устройству для непрерывной разливки стали для осуществления способа с затвердеванием в процессе гибки. Устройство содержит расположенную за кристаллизатором прямую направляющую для заготовки и гибочно-тянущее устройство, освобождающее путь для ввода затравки. Гибочно-тянущее устройство, с одной стороны, состоит из установленного с возможностью отведения в сторону на опорной стороне сегмента, который снабжен ограничивающим путь гибки в рабочем положении роликовым рядом, а, с другой стороны, из устанавливаемой на свободной стороне в рабочее и нерабочее положения или отводимой в сторону подвижной части, гибочные ролики которой в рабочем положении образуют ответные ролики роликовому ряду. Устанавливаемая свободная часть выполнена с возможностью установки в рабочее и нерабочее положения посредством попарно и параллельно расположенных цилиндро-поршневых узлов. При этом свободная часть выполнена с возможностью установки на свободное пространство к отлитой заготовке для перегиба(отделения) отлитой заготовки от затравки. Изобретение позволяет за счет сегментной конструкции и оснащения направляющими роликами достигать значительной длины опирания заготовки, а также выполнить установку более низкой, при этом существующие машины для непрерывной разливки могут быть легко переоборудованы с небольшими затратами, поскольку могут быть использованы существующие фундаменты. 10 з.п. ф-лы, 8 ил.
| DE 19637545 А, 19.03.1998 | |||
| СПОСОБ И УСТРОЙСТВО ВЫПУСКА РАСПЛАВА МАТЕРИАЛА, НАХОДЯЩЕГОСЯ В ТИГЛЕ | 2000 |
|
RU2247083C2 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОСОРТОВОГО ПРОКАТА В СОВМЕЩЕННОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134179C1 |

