Изобретение относится к способу бесконечной прокатки, выполненной в сечении как тонкий сляб, полученной со скоростью прокатки металлической заготовки, в частности стальной заготовки, которую при охлаждении сгибают, правят, при необходимости разрезают поперек и после выравнивания температуры направляют в первую прокатную клеть для прокатки, а также к соответствующей машине для непрерывной разливки.
Подобный способ применяют для так называемых тонких слябов, толщина которых составляет 50-90 мм и которые раскатывают в полосы. По сравнению с обычными установками непрерывной разливки и прокатными станами энергию и затраты труда можно уменьшить в значительной степени. Для этого применяют преимущественно два разных способа, имеющих, однако, одинаковый результат. В первом случае отливают тонкий сляб толщиной 90 мм и в несколько проходов обжимают до толщины 15 мм. Возникающее во время обжатия по толщине охлаждение снова компенсируют посредством соответствующей длины участка индукционного нагрева. Затем тонкий сляб наматывают и помещают в термоизоляционную камеру. После этого рулон в стане горячей прокатки снова разматывают и прокатывают. Во втором случае применяют воронкообразный кристаллизатор, формирующий тонкий сляб толщиной около 50 мм. На выходе так называемого CSP-способа (compact strip production/производство компактной полосы) расположено устройство поперечной резки, в котором отлитые заготовки разрезают на нужную длину, после чего отрезанные заготовки помещают в печь для выравнивания температуры. Временная остановка прокатного стана компенсируется заготовками, находящимися в печи для выравнивания температуры. Кроме того, заготовки движутся с более высокой скоростью, чем скорость разливки, так что между ними имеются промежутки. Кроме того, предусмотрена дополнительная длина печи в качестве буферной зоны. При остановке прокатного стана разливочная машина может продолжать работу до тех пор, пока эти свободные пространства не будут заполнены.
Узкими звеньями являются, например, срок службы валков или при отличающейся от скорости прокатки скорости разливки - длина печи (так называемая полунепрерывная прокатка).
Расчет разливочной машины должен быть согласован с принципом прокатки. Последующие изменения, такие, например, как переход к бесконечной прокатке, обуславливают крупные переделки разливочной машины вплоть до фундамента установки.
В основе изобретения лежит задача создания установки непрерывной разливки с возможностью последующего изменения способа прокатки. Так, с помощью существующей машины для непрерывной разливки должна обеспечиваться впоследствии также бесконечная прокатка.
Поставленная задача решается, согласно изобретению, за счет того, что после участка поддержания вертикально отлитой и затвердевшей заготовки с согласованной со скоростью разливки длиной проводки заготовку правят с гибкой на одном или нескольких отрезках и в виде поддерживаемой снизу петли перед поперечной резкой направляют в расположенное с удалением приблизительно на длину петли правильно-тянущее устройство. Преимуществом такой петли является создание буфера, за счет которого при бесконечной прокатке могут быть компенсированы различия скоростей непрерывной разливки и прокатки. В вертикальной роликовой проводке приняты меры, которые за счет введения одного сегмента позволяют удлинить участок поддержания заготовки для обеспечения более высоких скоростей разливки.
В зависимости от требуемой скорости прокатки петлю можно регулировать.
Согласно другим признакам ввиду большей длины участка поддержания разливку можно осуществлять со скоростью 8-12 м/мин.
С помощью описанного способа можно получить тонкий сляб с толщиной 50-70 мм.
Предпочтительно далее, что заготовку на выходе из петли подвергают правке с гибкой. За счет этого на основе изменяющегося угла ввода учитывается разное провисание петли.
При этом предпочтительно, что при увеличении скорости разливки до скорости подачи заготовки в валки первой прокатной клети тонкий сляб обжимают с толщиной около 50 мм.
Согласно другой альтернативе, бесконечная прокатка может осуществляться также таким образом, что при большей, чем 50 мм, толщине разливки, например 60-70 мм, посредством способа LCR (Liquid-Core-Reduction - обжатие с жидкой сердцевиной) толщину прокатки уменьшают настолько, что полное затвердевание заготовки заканчивается без удлинения участка поддержания. Также в этом случае могут быть приняты меры в отношении соответствующей петли для выравнивания скоростей разливки и прокатки.
Соответствующую машину для непрерывной разливки, которая установлена для процесса бесконечной прокатки перед прокатным станом и на которой может быть отлита выполненная в сечении как тонкий сляб металлическая заготовка, в частности стальная заготовка, причем предусмотрен вертикальный, согласованный со скоростью разливки участок поддержания заготовки, к которому примыкают, по меньшей мере, одно гибочно-тянущее устройство, правильно-тянущее устройство, устройство поперечной резки, методическая печь и первая прокатная клеть, при этом для бесконечной прокатки между гибочно-тянущим и правильно-тянущим устройствами предусмотрено проходящее приблизительно от нулевого уровня вниз свободное пространство, в котором расположена выполненная с возможностью подъема и опускания роликовая секция, обеспечивающая в самом низком положении максимальную длину петли заготовки. При данной компоновке сохраняются преимущества чисто вертикального, симметричного затвердевания и применение прежней системы затравки.
Другие признаки предусматривают, что посредством правильно-тянущего устройства контролируют образование петли и, тем самым, согласование скоростей разливки и прокатки.
Далее предпочтительно, что применяемым кристаллизатором является конусообразный CSP-кристаллизатор.
Устройство непрерывной разливки может быть подготовлено к более высоким скоростям разливки за счет того, что для увеличении скорости разливки встраивают, по меньшей мере, один дополнительный сегмент участка поддержания заготовки.
В случае последующего изменения способа прокатки предпочтительно, если гибочно-тянущее устройство расположено на особой опорной конструкции.
Может быть использована существующая система затравки. Так, в вертикальных разливочных машинах предпочтительно, что затравка может быть выведена вертикально вниз.
Одна альтернатива в зависимости от типа установки состоит в том, что затравка может быть выведена на нулевом уровне за правильно-тянущим устройством вверх.
Для этого предпочтительно еще, что на нулевом уровне предусмотрен установленный с возможностью поперечного перемещения вспомогательный рольганг для начала заготовки и головки затравки.
Другие признаки заключаются еще в том, что в зоне гибочно-тянущего устройства предусмотрено выдвигаемое устройство аварийной огневой резки.
В графической форме изображены примеры выполнения, описанные ниже более подробно.
На чертежах представлены:
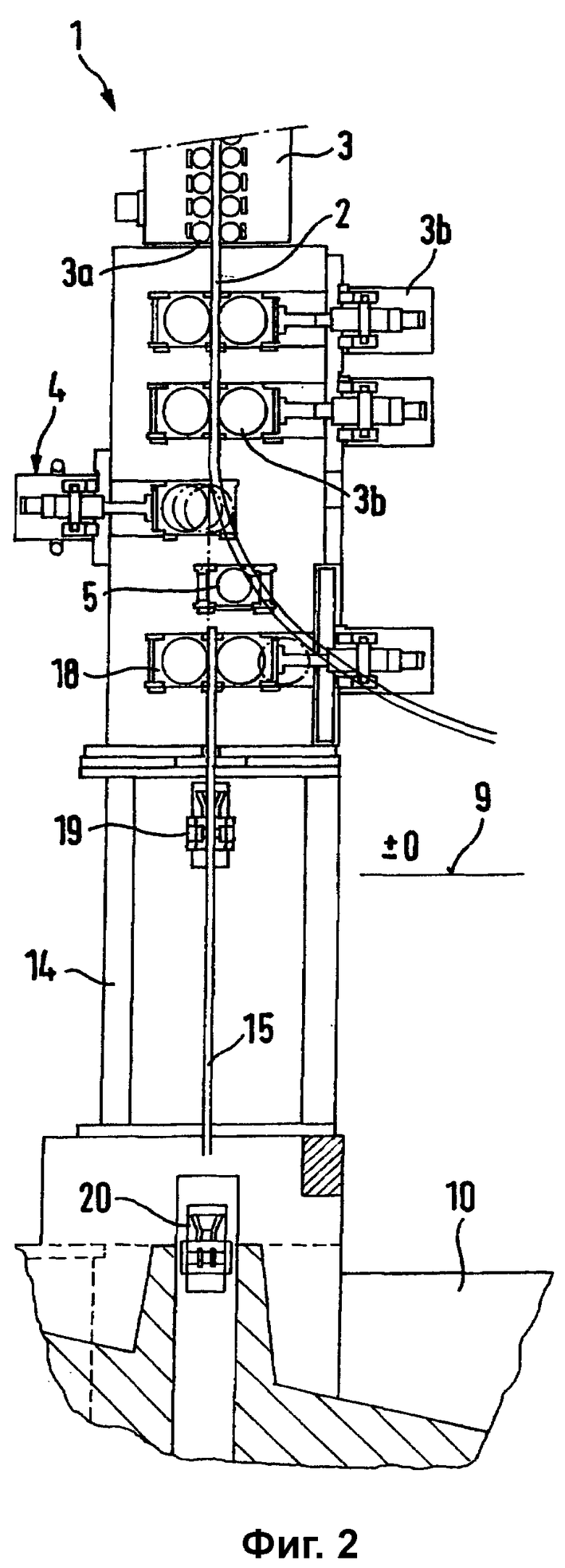
фиг. 1 - продольный разрез литейно-прокатной установки для бесконечной прокатки;
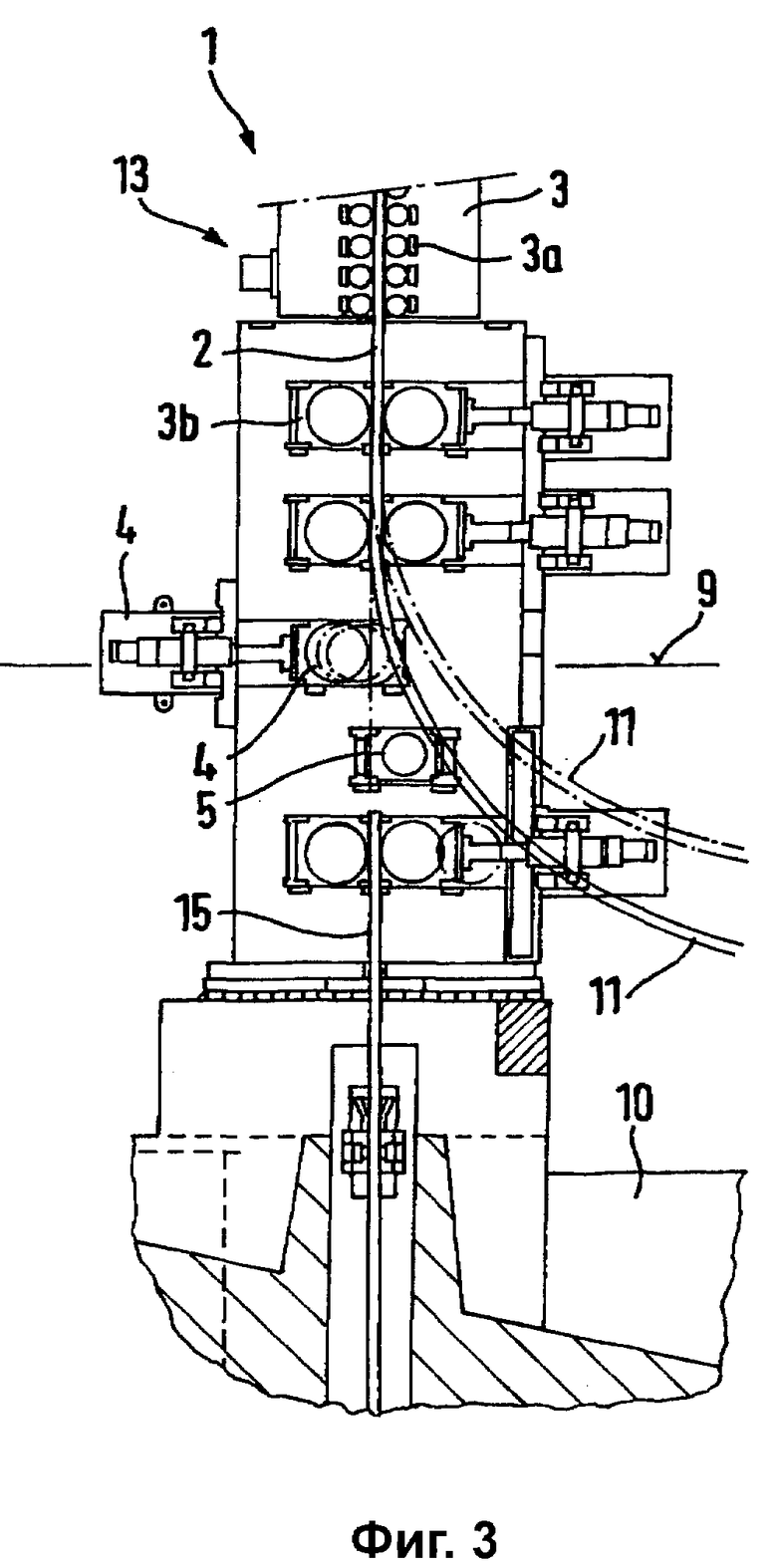
фиг. 2 - частичный вид вертикальной машины для непрерывной разливки с коротким участком поддержания заготовки для режима отдельных слябов, причем гибочно-тянущее устройство оперто;
фиг. 3 - тот же частичный вид для бесконечного режима с удлиненной роликовой проводкой и тянущим устройством на фундаменте.
Машина 1 для непрерывной разливки является вертикальным разливочным устройством, из которого заготовку 2 вертикально вытягивают из кристаллизатора (не показан) и охлаждают до полного затвердевания на участке 3 поддержания между рядом пар 3а опорных роликов. При этом на заготовку посредством, по меньшей мере, двух тянущих роликовых пар 3b передают усилие. Под тянущими роликовыми парами 3b находится гибочный ролик 4, который отгибает отлитую заготовку 2 из вертикального положения и при этом отсоединяет заготовку 2 от затравки 15. Опорный ролик 5 служит при этом прижимным роликом и поддержкой при отсоединении, а позднее - точкой опоры и обката отлитой заготовки 2 по дуге. Далее по направлению заготовки в фундаменте образовано свободное пространство 10. На конце свободного пространства в направлении движения заготовки находится правильно-тянущее устройство 6, которое захватывает заготовку 2 и выправляет в горизонтальную прямую. За правильно-тянущим устройством 6 следует устройство 7 поперечной резки, которое, как показано, может состоять из ножниц 7а, а вслед за этим отлитая заготовка 2 или разрезанные заготовки поступают в методическую печь 8 для выравнивания температуры и для установления температуры прокатки. Правильно-тянущее устройство 6 находится для бесконечной прокатки на нулевом уровне 9, на котором оно находится также при прокатке отдельных слябов (поз. 17). При переходе на бесконечную прокатку правильно-тянущее устройство 6 может быть смещено для образования свободного пространства 10 под петлю 11.
Между правильно-тянущим устройством 6 и машиной 1 для непрерывной разливки отлитая заготовка 2 образует при непрерывной прокатке петлю 11, с тем чтобы обеспечить выравнивание скоростей разливки и прокатки. Петлю 11 поддерживают посредством подъемно-опускной роликовой секции 12. Для достижения высокой скорости разливки, например 8-12 м/мин, встроен дополнительный сегмент 13 участка поддержания заготовки.
Для обеспечения последующего удлинения участка 3 поддержания заготовки гибочно-тянущее устройство 3b,4 сначала установлено на особой опорной конструкции 14. При этом затравку 15 известным образом вертикально мимо гибочного ролика 5 приводят и удерживают приводными роликами 18, а посредством проводок 19,20 выводят из разливочной линии (фиг. 2).
У обычной CSP-установки (фиг. 2), у которой свободное пространство 10 уже запланировано, опору 3 заготовки для обычной в настоящее время скорости разливки, например 6 м/мин, устанавливают, например, на 10 м высоты. Примыкающее к ней гибочно-тянущее устройство 4 стоит вместе с тянущими роликовыми парами 3b на опорной конструкции 14. Для перехода к бесконечной прокатке встраивают дополнительный сегмент 13 участка поддержания, с тем чтобы обеспечить более высокие скорости разливки. Гибочно-тянущее устройство 3b,4, опорный ролик 5 и тянущую систему для затравки смещают вниз, и они опираются тогда на фундамент (фиг. 3). Правильно-тянущее устройство 6 подвигают из обозначенного штрихпунктиром положения 17 (фиг. 1) по направлению к устройству 7 поперечной резки. В результате этого возникает пространство для петли 11, за счет которой можно компенсировать разницу скоростей разливки и прокатки.
Под тянущими роликовыми парами 3b в зоне гибочно-тянущего устройства 4 может быть расположено устройство 16 аварийной огневой резки.
Способ и соответствующая машина непрерывной разливки предназначены для бесконечной прокатки металлической заготовки, которую при охлаждении гнут, правят, при необходимости разрезают поперек и после выравнивания температуры вводят в первую прокатную клеть для прокатки. Возможность варьирования прокатки без существенных изменений существующих машин непрерывной разливки обеспечивается за счет поддержания в вертикальном положении отлитого сляба в проводке с согласованной со скоростью разливки длиной проводки, правки с гибкой на одном или нескольких отрезках, при этом перед поперечной резкой сляб в виде поддерживаемой снизу петли направляют в расположенное на удалении приблизительно на длину петли правильно-тянущее устройство. В машине для непрерывной разливки между гибочно-тянущим и правильно-тянущим устройствами предусмотрено проходящее от нулевого уровня вниз свободное пространство, в котором расположена с возможностью подъема и опускания роликовая секция, которая в нижнем положении обеспечивает максимальную длину петли заготовки, 2 н. и 14 з.п. ф-лы, 3 ил.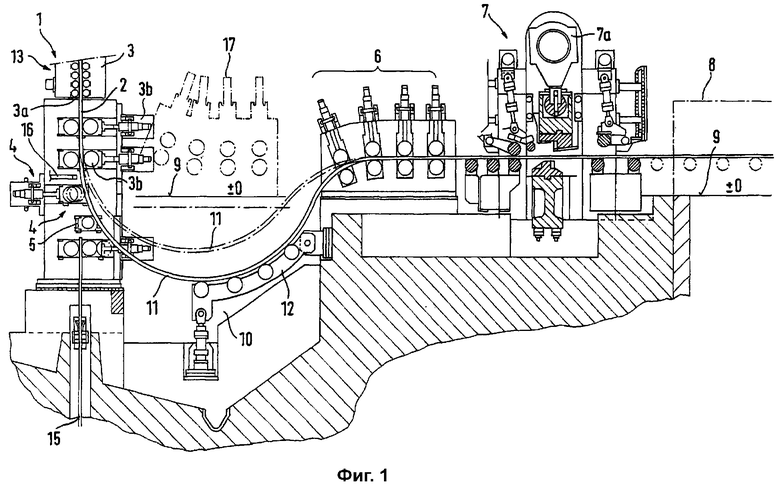
| JP 58173005 A, 11.10.1983 | |||
| Регенератор цифрового сигнала | 1982 |
|
SU1083351A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| SU 877845 A, 27.03.1996. | |||

