стержни 5 из хорошо обрабатываемых материалов, герметизируя их в донной части, Нагшавку осуществляют при нагреве заготовки до температуры выше температуры плавл ения наплавляемого металла и флюса, образу.яцего технологическую ванну 7. При использовании
способа отпадает необходимость в предварительном формообразовании наплавляемого металла, повышается качество наплавки за счет его рафигаро- вания расплавленным флюсом, повышается сцепление наплавляемого металла и заготовки, з,п,ф-лы, 1 ил.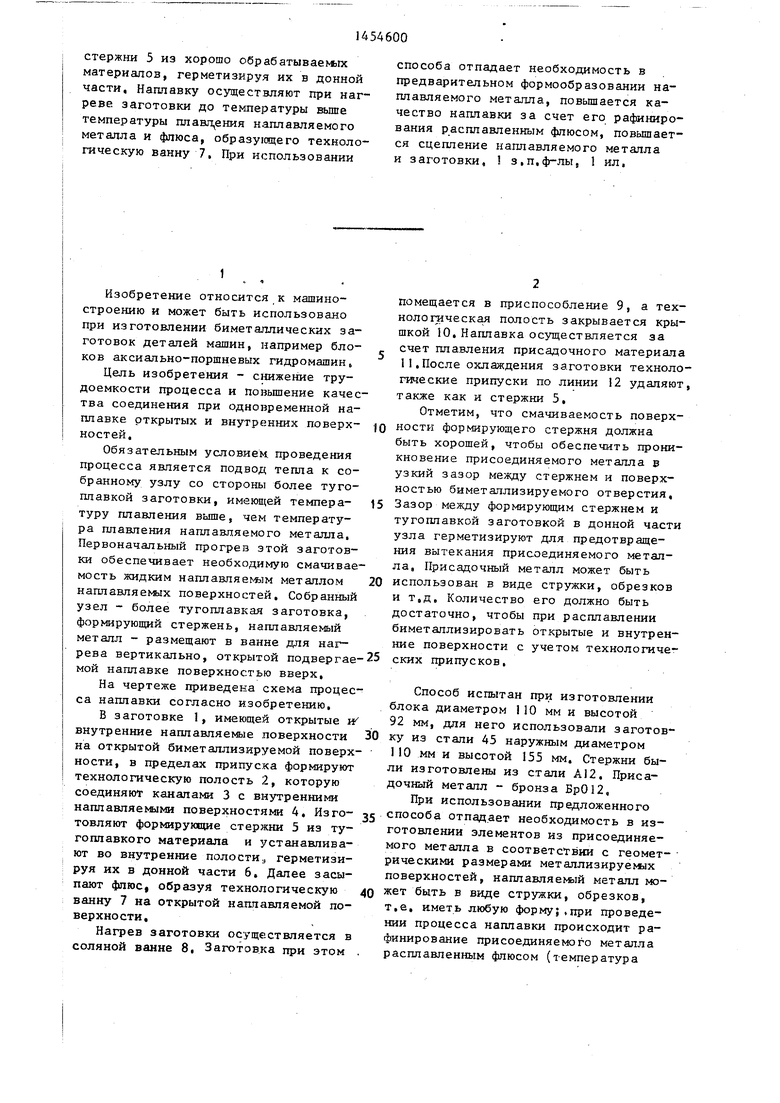
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических деталей | 1989 |
|
SU1704988A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2292985C2 |
| Способ наплавки | 1990 |
|
SU1773621A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2272696C1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| Способ изготовления биметаллических изделий намораживанием на заготовку | 1977 |
|
SU730463A1 |
| Способ наплавки медных сплавов на сталь | 1990 |
|
SU1779502A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ИНДУКЦИОННО- ФЛЮСОВОЙ НАПЛАВКИ | 1971 |
|
SU291773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 2008 |
|
RU2384383C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении биметаллических заготовок деталей машины, например блоков аксиально-поршневых гидромашин. Цель изобретения - снижение тpyдoe r кости процесса и повышение качества соединения при одновременной биметал- лизадии открытых и внутренних поверхностей. В заготовке 1, имеющей открытые и внутренние поверхности, подлежащие наплавке, формируют технологическую полость 2, которую соединяют каналами 3 с внутренними наплавляе- ь«ми поверхностями 4. Во внутренние полости устанавливают формирующие (Л .(k Од
1
ьч,
Изобретение относится к машиностроению и может быть использовало при изготовлении биметаллических заготовок деталей машин, например блоков аксиально-поршневых гидромашин,
Цель изобретения - снижение трудоемкости процесса и повьш1ение качества соединения при одновременной наплавке открытых и внутренних поверх- ностей,
Обязательным условием, проведения процесса является подвод тепла к собранному узлу со стороны более тугоплавкой заготовки, имеющей темпера- туру плавления выше, чем температура плавления наплавляемого металла, Первоначальный прогрев зтой заготовки обеспечивает необходимую смачиваемость жидким наплавляемым металлом нaштaвляe ыx поверхностей. Собранный узел - более тугоплавкая заготовка, формируюшяй стержень, наплавляемый металл - размешают в ванне для нагрева вертикально, открытой подвергае мой наплавке поверхностью вверх.
На чертеже приведена схема процесса наплавки согласно изобретению,
В заготовке 1, имеющей открытые и внутренние наплавляемые поверхности на открытой биметаллизируемой поверхности, в пределах припуска формируют технологическую полость 2, которую соединяют каналами 3 с внутренними наплавляемыми поверхностями 4, Изготовляют формирующие стержни 3 из тугоплавкого материала и устанавливают во внутренние полости,, герметизируя их в донной части 6. Далее засыпают флюс, образуя технологическую ванну 7 на открытой наплавляемой поверхности.
Нагрев заготовки осуществляется в соляной ванне 8, Заготовка при этом
помещается в приспособление 9, а технологическая полость закрывается крышкой 10, Наплавка осуществляется за счет плавления присадочного материал 1I,После охлаждения заготовки технол гдаеские припуски по линии 12 удаляю также как и стержни 5,
Отметим, что смачиваемость поверхности формирующего стержня должна быть хорошей, чтобы обеспечить проникновение присоединяемого металла в узкий зазор между стержнем и поверхностью биметаллизируемого отверстия, Зазор между формирующим стержнем и тугоплавкой заготовкой в донной части узла герметизируют для предотвращения вытекания присоединяемого металла. Присадочный металл может быть использован в виде стружки, обрезков и т.д. Количество его должно быть достаточно, чтобы при расплавлении биметаллизировать открытые и внутренние поверхности с учетом технологических припусков.
Способ испытан при изготовлении блока диаметром ПО мм и высотой 92 мм, для него использовали заготовку из стали 45 наружным диаметром 110 мм и высотой 155 мм. Стержни были изготовлены из стали А)2, Присадочный металл - бронза Бр012,
При использовании предложенного способа отпадает необходимость в изготовлении элементов из присоединяемого металла в соответствии с геомет- рическими размерами металлизируемых поверхностей, наплавляе№1й металл может быть в виде стружки, обрезков, т,в, иметь любую форму;.при проведении процесса наплавки происходит рафинирование присоединяемого металла расплавленным флюсом (температура
его плавления выбирается ниже температуры плавления присоединяемого металла) I что повышает количество металлизированного слоя эа счет частичной очистки от вредных примесей; благодаря изготовлению формирующих стержней, оформляющих металлизируе- Mje отверстия из материала с хорошей обрабатываемостью (сталь 3, сталь 45, сталь А12), операция очистки отверстий от неметаллического стержня заменяется простой операцией сверления и может быть совмещена с операцией окончательной механической обработки биметаллизируемого блока; исключается загрязнение нап11авляемого металла неметаллическими включениями от стержня; качество сцепления наплавляемого металла и заготовки на открытой поверхности значительно выше вследствие хорошей смачиваемости металлизируемой поверхности наплавляемым металлом и действием гравитационных сил; отпадает необходимость в подпрессовке.
Формула изобретения
1, Способ надлавки, при котором в более тугоплавкой заготовке устанавливают формирукяцие стержни, нагреваг
4600
10
ют заготовку, расплавляя наплавляемой металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки Б пределах припуска формируют технологическую ванну, выполня- куг каналы, соединяющие открытую и : внутреннюю наплавляемую поверхность, 15 герметизируют зазор между формирующим стержнем и более тугоплавкой заготовкой в донной ее части, размещают в объеме технологической ванны нaплaвляe ый металл в количестве, достаточном для наштавки открытых и внутренних поверхностей, а удаление формируюш х стержней, осуществляемое после охлаждения узла, совмещают с окончательной механической обработкой готовой заготовки,
20
25
30
| Способ биметаллизации стальной заготовки | 1980 |
|
SU876284A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Сплав для раскисления и модифицирования рельсовой стали | 1982 |
|
SU1159959A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
